


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
TECHNOLOGICAL ADVANCES IN THERMOMECHANICAL PROCESSING OF SPRING STEELS WITH TREATMENT IN THE SUBCRITICAL TEMPERATURE RANGE

Введение
Перспективный способ повышения надёжности стали – формирование мелкозернистой и ультрамелкозернистой структуры. Способ предварительной термомеханической обработки (ПТМО), разработанный М.Л. Бернштейном, заключается в холодной пластической деформации и последующем длительном предкристаллизационном отжиге ниже температуры рекристаллизации [1]. При нагреве под закалку скоростной электронагрев (100 °/сек) сохраняет структуру полигонизации в аустените.
Необходимая для этого большая скорость нагрева представляет значительную технологическую сложность. Трудно также избежать частичной рекристаллизации. Отжиг длительный, а повышение механических свойств невысокое [2].
Цель настоящей работы – упрощение подобного способа термомеханической обработки.
Методика проведения исследований
Исследование проводили на промышленных рессорно-пружинных сталях 65 и 55ХГР. Их химический состав приведен в таблице 1, соответствует ГОСТ 14959-79 [3].
Таблица 1 – Химический состав исследуемых сталей
|
Сталь |
Содержание элементов, % (масс) |
||||||||
|
C |
Mn |
Si |
Cr |
B |
P |
S |
Cu |
Ni |
|
|
65 |
0,63 |
0,64 |
0,20 |
0,22 |
- |
0,01 |
0,01 |
0,15 |
0,22 |
|
55ХГР |
0,54 |
0,95 |
0,20 |
1,10 |
0,002 |
0,015 |
0,01 |
0,12 |
0,21 |
Исходные отожженные образцы размерами 150х70х10 мм на прокатном стане ДУО 150 подвергали холодной пластической деформации со степенями обжатия 30, 40 и 50%.
Температуры критических точек определялись на высокотемпературном дилатометре DIL 402 C фирмы Netzsch на деформированных образцах длиной 25 мм и диаметром 6 мм. Скорость нагрева и охлаждения в аргоне 3 °С/мин.
Дальнейшая термическая обработка в аргоне проводилась в электрической муфельной печи F 46110 фирмы Barnstead International при изотермических выдержках в интервале температур (Ас1 – 10 °С) ± 2 °С.
После термической обработки из заготовок изготавливались образцы для проведения ударных испытаний (тип 1, ГОСТ 9454-78), испытаний на растяжение (тип 7, ГОСТ 1497-84, диаметр 6 мм), измерения твердости по Роквеллу (ГОСТ 9013-59) [4].
Ударную вязкость KCU определяли при комнатной температуре с использованием маятникового копра Instron SI-1M, 5 образцов «на точку». Испытания на растяжение со скоростью деформирования 5 мм/мин проводили на разрывной машине Instron 150LX, 3 образца «на точку». Твердость по Роквеллу HRC измеряли с помощью цифрового твердомера MacroMet 5101T фирмы Buehler при нагрузке 150 кг, по 20-ти уколам на образец.
Результаты исследований и их обсуждение
Температуры критических точек. Примерный вид дилатометрических кривых на примере стали 55ХГР представлены на рисунке 1, критические температуры – в таблице 2.
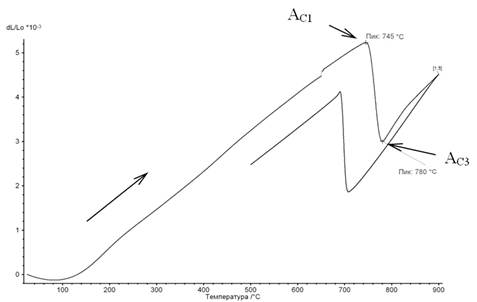
Рис. 1. Дилатометрические кривые стали 55ХГР при нагреве 3 °С/мин.
Таблица 2 – Температуры фазовых превращений
|
Стали |
АС1 |
АС3 |
|
°С |
||
|
65 |
730 |
755 |
|
55ХГР |
745 |
780 |
Термомеханический режим обработки. Исходя из полученных данных, назначен термомеханический цикл обработки (рисунок 2) и составлены температурные режимы [5].
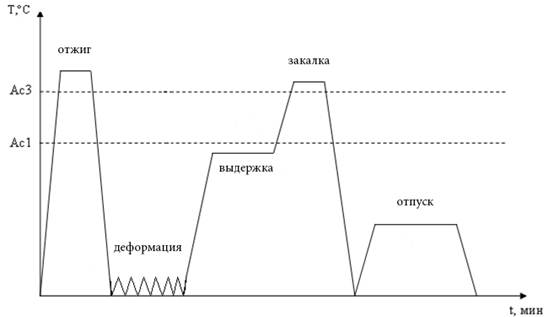
Рис. 2. Схема предлагаемой термомеханической обработки.
Перед проведением термомеханической обработки сталь подвергалась отжигу для получения исходного состояния.
Цикл обработки заключался в предварительной холодной пластической деформации с различными степенями обжатия, выдержкой в области субкритических температур (температура выдержки выбиралась как Ас1 - (5 – 15 °С) и Ас1 - (20 – 30 °С)), при последующем медленном нагреве и стандартной закалке и отпуске. После такой обработки образцы исследуемых сталей приобретают более высокие прочностные характеристики при повышенных пластических характеристиках и ударной вязкости (таблица 3) по сравнению с результатами обработки по известному способу (таблица 4) [1].
Таблица 3 – Механические свойства стали 65 после обработки по предлагаемому способу (приведены средние результаты измерений, во всех вариантах обработки была дана закалка 800 °С и отпуск при 450 °С, 2 часа)
|
№
|
Операция* |
Граничные значения параметров обработки |
Механические свойства |
|||||
|
σв, МПа |
σ0,2, МПа |
δ, % |
ψ, % |
KCU, Дж/см2 |
HRC |
|||
|
1 |
Степень холодной пластической деформации |
30% |
1240 |
1080 |
10 |
42 |
55 |
40 |
|
40% |
1300 |
1120 |
14 |
45 |
60 |
42 |
||
|
50% |
1350 |
1180 |
10 |
35 |
55 |
45 |
||
|
2 |
Субкритическая температура выдержки |
Ас1 - (5 – 15 °С) |
1300 |
1110 |
14 |
46 |
55 |
45 |
|
Ас1 - (20 – 30 °С) |
1220 |
1050 |
10 |
35 |
48 |
42 |
||
|
3 |
Время выдержки при СКТ |
1,5 часа |
1280 |
1100 |
12 |
40 |
48 |
44 |
|
2,0 часа |
1300 |
1110 |
14 |
46 |
55 |
45 |
||
|
2,5 часа |
1350 |
1180 |
12 |
40 |
50 |
40 |
||
*граничные значения параметров обработки варьировались при остальных оптимальных параметрах.
Таблица 4 – Механические свойства стали 65, обработанной по известному способу (предрекристаллизационная температура для стали 65–450 °С)
|
№
|
Операция |
Граничные значения параметров обработки |
Механические свойства* |
|||||
|
σв, МПа |
σ0,2, МПа |
δ, % |
ψ, % |
KCU, Дж/см2 |
HRC |
|||
|
1 |
Пластическая деформация |
30% |
1050 |
840 |
8 |
25 |
32 |
40 |
|
40% |
1080 |
860 |
7 |
26 |
30 |
41 |
||
|
50% |
1085 |
890 |
7 |
23 |
25 |
40 |
||
* испытания проводились после обработки при оптимальных параметрах.
По результатам механических испытаний для стали 55ХГР были выбраны оптимальные параметры и также проведены сравнительные исследования (таблица 5).
Таблица 5 – Сводная таблица механических свойств стали 55ХГР
|
№
|
Операция |
Механические свойства* |
||||
|
σв, МПа |
σ0,2, МПа |
δ, % |
KCU, Дж/см2 |
HRC |
||
|
1 |
После предлагаемого способа |
1320 |
1405 |
11 |
60 |
44 |
|
2 |
После известного способа |
1035 |
1242 |
6 |
58 |
41 |
* испытания проводились после обработки при оптимальных параметрах.
Приведенные результаты показывают, что применение предлагаемого способа термомеханической обработки – пластическая деформация на 50% с последующей выдержкой при субкритических температурах Ac1 - (5÷15 0C) в течение в 2,5 часов и стандартной термической обработкой – по сравнению с известным способом [1] для обработки исследуемых сталей приводит к значительному повышению механических свойств, не только по прочностным, но и по пластическим характеристикам и значениям ударной вязкости.
Вывод
Термомеханическая обработка по схеме «холодная деформация – субкритический отжиг» позволила получить повышение механических свойств по сравнению с известным способом обработки сталей. Благодаря тому что предлагаемый способ не требует электронагрева при обработке стали, технология обработки значительно упрощается.
Исследование выполнено в рамках ФЦП «Научные и научно-педагогические кадры инновационной России» на 2009-2013 годы (Государственное соглашение № 14.A18.21.2108 по обобщенной теме «Современные методы исследования микроструктуры и механических свойств перспективных материалов») на оборудовании Центра коллективного пользования «Диагностика структуры и свойств наноматериалов» НИУ «БелГУ».
Рецензенты:
Салищев А.Г., д.т.н., профессор, руководитель лаборатории объемных наноструктурных материалов ФГАОУ ВПО «Белгородский государственный национальный институт», г. Белгород.
Иванов О.Н., д.ф.-м.н., руководитель Центра коллективного пользования научным оборудованием «Диагностика структуры и свойств наноматериалов», ФГАОУ ВПО «Белгородский государственный национальный институт», г. Белгород.
Библиографическая ссылка
Cазонов Ю.Б., Комиссаров А.А., Смирнова Ю.В., Ожерелков Д.Ю., Шашина И.И. ПРИМЕНЕНИЕ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ С ВЫДЕРЖКОЙ В ИНТЕРВАЛЕ СУБКРИТИЧЕСКИХ ТЕМПЕРАТУР ДЛЯ РЕССОРНО-ПРУЖИННЫХ СТАЛЕЙ // Современные проблемы науки и образования. 2012. № 6. ;URL: https://science-education.ru/en/article/view?id=7799 (дата обращения: 23.07.2026).