



Введение
Одним из недостаточно развитых в России направлений совершенствования технологии трубного производства является применение методов компьютерного моделирования процессов структурных и фазовых превращений при температурном воздействии для научно обоснованного выбора режимов термической обработки. Кроме того, в соответствии с анализом случаев выхода труб из строя представляется очень важным контроль формирующихся остаточных напряжений [1]. Особенно это касается современных высокопрочных хромомолибденовых сталей, т.к. за счет легирования молибденом в них затруднено протекание процессов рекристаллизации даже при высоких температурах отпуска [5; 6]. Кроме того, в промышленных условиях нагрев до температуры отпуска осуществляется в соответствии с мощностью термического оборудования без учета особенностей формирования и эволюции напряженно-деформированного состояния. Формирование на поверхности труб значительных растягивающих напряжений может приводить к их ускоренному коррозионному разрушению и являться причиной части аварий, не нашедших объяснения. Экспериментально контролировать уровень остаточных напряжений затруднительно, и наиболее перспективным методом их оценки является расчет напряженно-деформированного состояния в современных программах математического моделирования технологических процессов металлургического производства типа Deform или Sysweld [2; 4].
Материал и методы исследования
Материалом для исследования в данной работе служила сталь 20Х1МФА, изготовленная по серийной технологии на ОАО «Северский трубный завод». Химический состав стали приведен в таблице 1.
Таблица 1 - Химический состав стали
|
Марка стали |
Содержание химических элементов,% по массе |
|||||||||||||
|
C |
Mn |
Si |
P |
S |
Cr |
Cu |
Ni |
As |
V |
Mo |
Ca |
Al |
N2 |
|
|
20Х1МФА |
0,20 |
0,58 |
0,27 |
0,008 |
0,003 |
1,30 |
0,09 |
0,10 |
0,005 |
0,081 |
0,41 |
0,0026 |
0,026 |
0,0162 |
* основа Fe
Моделирование процессов термической обработки проведено с использованием программного комплекса Deform 3D – HT V6.1.
Исследования проведены на оборудовании лаборатории «Структурных методов анализа и свойств материалов и наноматериалов» Сетевого центра коллективного пользования уникальным оборудованием УрФУ. Работа проведена в рамках госбюджетной темы № 3.1330.2011 «Управление процессами фазовых и структурных превращений в материалах на основе железа для обеспечения требуемого комплекса свойств» и в рамках конкурса на проведение научных исследований аспирантами УрФУ 2013 года.
Результаты исследования и их обсуждение
В процессе работы выполнен расчет формирующихся в процессе термической обработки структурных и температурных полей и напряженно-деформированного состояния в муфтовой заготовке размером 276х26,5 мм из стали 20Х1МФА с применением программного комплекса Deform 3D.
Значения теплофизических свойств, необходимые для расчета, взяты из стандартной базы данных для стали близкого химического состава (типа 30ХМА). В расчете используется изотермическая диаграмма. Наши эксперименты показали, что сталь типа 20Х1МФА имеет довольно высокую устойчивость аустенита в области перлитного превращения и очень низкую в интервале температур образования бейнита, поэтому для расчетов использовалась построенная нами изотермическая диаграмма [3]. Коэффициент теплоотдачи взят наиболее близкий к коэффициенту для спрейерных закалочных устройств, применяемых на трубных заводах. В расчетах принималось двустороннее охлаждение изделия.
На первом этапе проведено моделирование закалки в спрейерном устройстве. Условием окончания охлаждения являлось падение температуры поверхности ниже 50 °С.
Установлено, что спустя 25 секунд после начала охлаждения температура поверхности снижается до 168 °С, а максимальная составляет около 275 °С (рисунок 1а). Основной структурной составляющей становится мартенсит (рисунок 1б). Его количество на поверхности достигает 80%, а в центральных областях 40%. Аустенита в поверхностных слоях остается около 8%, а в центральных – чуть менее 50% (рисунок 1в). Временные напряжения достигают максимальных значений: 618 МПа на внутренней поверхности и 251 МПа в центральных областях (рисунок 1г).
С понижением среднемассовой температуры интенсивность охлаждения внутренних областей уменьшается. Количество продуктов превращения по диффузионному и промежуточному механизмам остается неизменным. Объемная доля мартенсита интенсивно увеличивается во внутренних сечениях и достаточно медленно (в соответствии с медленной скоростью охлаждения) на поверхности. Распределение временных напряжений остается неизменным, но их уровень постепенно снижается. Через 55 секунд после начала охлаждения поверхность приобретает температуру примерно 47 °С, максимальная температура по сечению 60 °С. Все превращения заканчиваются. В поверхностных слоях сформировалась структура, состоящая из 89% мартенсита, 9% бейнита, 1,5% продуктов диффузионного превращения и 0,5% аустенита, в центральных сечениях заготовка имеет структуру 87% мартенсита, 10,5% бейнита, 2% продуктов диффузионного превращения и 0,5% аустенита. Структура достаточно однородная. Значения твердости составляют HRC 52…51,5 по всему сечению.
|
|
|
|
|
а |
|
б |
|
|
|
|
|
в |
|
г |
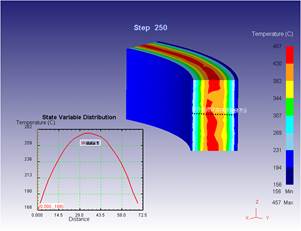
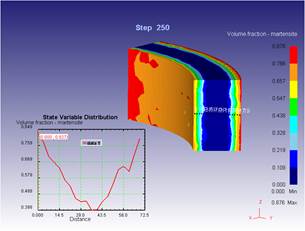
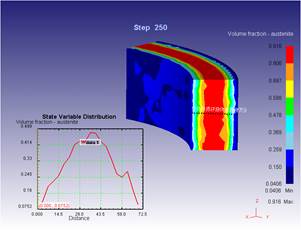
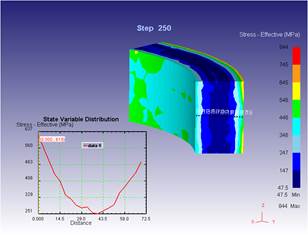
Рисунок 1. Результаты моделирования двустороннего охлаждения с температуры 850 °С в течение 25 сек.
На втором этапе была решено смоделировать режим, позволяющий минимизировать закалочные напряжения. Задача была сформулирована следующим образом: для получения максимального количества мартенсита в структуре и минимальных временных напряжений прервать двухстороннее охлаждение тогда, когда максимальная температура по сечению изделия станет ниже Мн, последующее охлаждение проводить на спокойном воздухе. В соответствии с результатами моделирования закалки время ускоренного охлаждения составило 20 секунд. Расчет был остановлен после достижения температуры заготовки 74 °С. В поверхностных слоях сформировалась структура, состоящая из 50,5% бейнита (рисунок 2а), 48,5% мартенсита (рисунок 2б), 1,5% продуктов диффузионного превращения, в центральных сечениях заготовка имеет структуру 89% бейнита (рисунок 2а), 9% мартенсита (рисунок 2б), 2% продуктов диффузионного превращения.
|
|
|
|
|
а |
|
б |
|
|
|
|
|
в |
|
г |
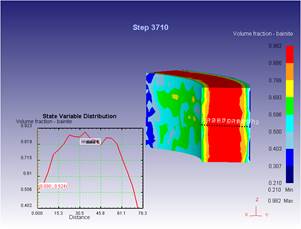
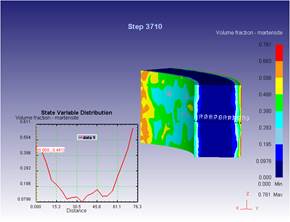
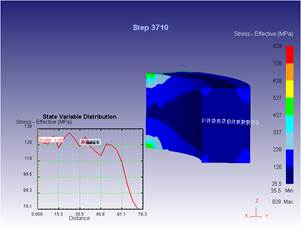
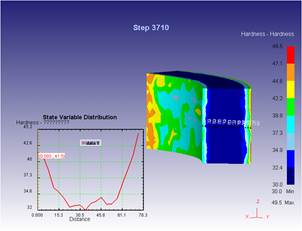
Рисунок 2. Результаты моделирования прерванной закалки.
Поле остаточных напряжений претерпело благоприятные изменения: максимальный уровень эффективных напряжений на внутренней поверхности и в центральных областях заготовки составил 120 МПа, а в слое глубиной 5 мм от наружной поверхности интенсивность напряжений начинает снижаться и на поверхности достигает величины 80 МПа (рисунок 2в). Твердость изменяется от HRC 41,5 до 32 в центральных областях (рисунок 2г). Проведение моделирования прерванной закалки показало, что, сократив до 20 секунд время интенсивного охлаждения, можно понизить уровень эффективных закалочных напряжений, относительно ускоренного охлаждения в течение 55 секунд, в 5 раз для внутренней стенки и в 7 раз для наружной. Преимущественной структурной составляющей в этом случае становится нижний бейнит, обладающий высоким комплексом механических свойств.
Последней моделью, реализованной в нашей работе, была модель изотермической закалки (tg=850 °С, tв=390 °С). Полученные высокие свойства позволяют считать такой режим перспективным. В качестве допущения было принято практически мгновенное охлаждение внешней поверхности до температуры 390 °С и дальнейшее постоянство этой температуры. Охлаждение осуществляется за счет теплоотвода через внешнюю и внутреннюю поверхности.
Через две секунды после начала охлаждения максимальная температура в центральных сечениях уменьшается до 700 °С, а на поверхности образуется 1% бейнита. Через 5 секунд максимальная температура уже меньше 600 °С, а бейнита на поверхности почти 3%. Количество бейнита постепенно растет, и через 15 секунд его количество на поверхности 11%, а в центральных областях 3,5%. Максимальная температура при этом ниже 480 °С. Через 90 секунд происходит выравнивание температуры по сечению заготовки. На поверхности структура состоит из бейнита 85% и аустенита, в центральных областях бейнита меньше – 75%, остальное – аустенит и небольшое количество (2%) перлита, образовавшегося ранее. Через 180 секунд структура изделия на 96…98% состоит из бейнита. В результате моделирования изотермической закалки прогнозируется придание стали твердости на уровне HRC 30. Распределение остаточных эффективных напряжений менее благоприятно по сравнению с прерванной закалкой, но максимальный уровень эффективных напряжений ниже, чем после обычной закалки. Максимальные эффективные напряжения формируются на поверхности изделия (224 МПа), а минимальные (90 МПа) в центральных областях. Хотя изотермическая закалка и позволяет придать материалу достаточно высокий комплекс свойств, но трудности реализации такого способа обработки для труб нефтегазового сортамента не позволяют признать его перспективным на современном этапе развития техники и технологии.
Выводы
В соответствии с расчетом в процессе закалки с двухсторонним струйным охлаждением временные напряжения достигают максимума 618 МПа на поверхности и 251 МПа в центре спустя 25 секунд после начала охлаждения, когда температура поверхности снижается до 168 °С, а максимальная составляет около 275 °С. Через 55 секунд формируется окончательная структура в поверхностных слоях: 89% мартенсита, 9% бейнита, 1,5% продуктов диффузионного превращения и 0,5% аустенита; в центральных сечениях: 87% мартенсита, 10,5% бейнита, 2% продуктов диффузионного превращения и 0,5% аустенита. Расчетные значения твердости HRC52…51,5 по всему сечению. Остаточные эффективные напряжения на поверхности 590 МПа и в центре 270 МПа.
Проведение моделирования прерванной закалки показало, что, сократив до 20 секунд время интенсивного охлаждения, можно понизить уровень эффективных закалочных напряжений, относительно ускоренного охлаждения в течение 55 секунд, в 5 раз для внутренней стенки и в 7 раз для наружной. Преимущественной структурной составляющей в этом случае становится нижний бейнит. Расчетные значения твердости HRC 41,5 до 32.
Моделирование изотермической закалки показало, что уровень эффективных остаточных напряжений ниже, чем после закалки – 224 МПа на поверхности и 90 МПа в центральных областях. Расчетная твердость - HRC 30.
Рецензенты:
Коршунов Игорь Георгиевич, доктор физико-математических наук, профессор, заведующий кафедрой физики ФГБОУ ВПО «Уральский государственный горный университет», г. Екатеринбург.
Пушин Владимир Григорьевич, доктор физико-математических наук, профессор, заведующий лабораторией цветных сплавов, Институт физики металлов УрО РАН, г. Екатеринбург.
Библиографическая ссылка
Аль Катави А.Х., Беликов С.В., Мусихин С.А., Соляник И.А., Сергеева К.И. ПРИМЕНЕНИЕ ПРОГРАММНОГО КОМПЛЕКСА DEFORM 3D ДЛЯ РАСЧЕТА ФОРМИРУЮЩИХСЯ В ПРОЦЕССЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТРУКТУРНЫХ И ТЕМПЕРАТУРНЫХ ПОЛЕЙ И НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ В МУФТОВОЙ ЗАГОТОВКЕ ИЗ СТАЛИ 20Х1МФА // Современные проблемы науки и образования. 2013. № 3. ;URL: https://science-education.ru/ru/article/view?id=9244 (дата обращения: 30.06.2026).