



Введение
В современных условиях развития промышленности в России автоматизация процессов производства - одно из приоритетных направлений предприятия. Это обусловлено во многом сегодняшнем экономическим курсом страны, направленным на модернизацию всех отраслей промышленности, поэтому совершенствование, улучшение, обновление объекта, приведение его в соответствие с новыми требованиями и нормами, техническими условиями, показателями качеств [1].
В настоящее время можно выделить ряд систем на рынке САИ:
1. САИ RFID. Разрабатываются фирмами «Систематика», «ЮНИСКАН/ГС1 РУС», основаны на использовании метода радиочастотной идентификации. Основными достоинствами являются бесконтактная идентификация изделий, возможность скрытого размещения метки, одновременная регистрации большого числа изделий, возможность записи/перезаписи памяти метки. Основным недостатком данной системы является высокая зависимость от условий производства, таким как радиочастотные помехи и температура на производстве. Также подобные системы требуют серьезных изменений в процессе производства, что повышает стоимость и может быть серьезным препятствием при внедрении [2].
2. САИ на основе штрихового кодирования. Представители: «Shark ID», «ДатаСкан», «ПАЛЬМА». Основаны на считывании информации с штрих-кода, расположенного на поверхности изделия. Достоинства таких систем: высокая точность в идентификации объектов, высокая скорость считывания, низкая стоимость. Важными недостатком подобного подхода является обеспечение фиксированного состояния изделия для идентификации [3].
Таким образом, для промышленных предприятий эффективными и экономически выгодными являются системы на основе штрих-кодирования, но существует проблема идентификации движущихся объектов без дополнительных затрат.
Целью работы является разработка методики поэтапного обнаружения маркировки в рамках создания системы автоматической идентификации маркировки (САИМ) для отслеживания движения заготовок между складом и основным производственным оборудованием цеха для автоматического контроля продукции металлопрокатного комплекса на промышленном предприятии
Описание структуры аппаратно-программного комплекса САИМ
САИМ предназначена для автоматического определения маркировки (алфавитно-цифрового кода), и передачи полученного кода маркировки на сервер АСУТП (автоматизированной системы управления технологическими процессами) склада по сети Ethernet. Полученная маркировка используется в АСУТП склада для визуализации и контроля правильности заданий на транспортировку заготовок[4].
На предприятии «Выксунский металлургический завод» САИМ имеет следующую структуру:
1. Видеокамера производственного назначения от фирмы Basler.
2. Поворотное устройство и защитный кожух для камеры от фирмы Siemens.
3. Шкаф для приема/передачи данных с платой телеметрии RTS 9.03 от фирмы «БИК-Информ» г. Санкт-Петербург.
4. Шкаф видеосервера с системным блоком для обработки входящего видеосигнала по средствам платы Matrox SoliosGigE.
5. Контроллер крана фирмы KONECRANES, обеспечивающий сбор данных о состоянии датчиков крана [5].
Камеры, оснащенные поворотными устройствами и видеосерверы, устанавливаются на промышленные краны фирмы KONECRANES.. Шкаф видеосервера находится на складе слябов и аккумулирует информацию с кранов через протокол Ethernet. Общая схема аппаратного обеспечения представлена на рисунке 1.
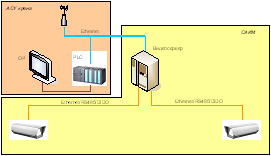
Рисунок 1 –Общая схема аппаратного обеспечения САИМ
Первоочередной задачей САИМ является организация процесса автоматической локализации положения маркера.
Этапы автоматической локализации положения маркера
Разработана методика локализации маркировки,состоящая из следующих этапов:
1. Грубое наведение видеокамеры на центр сляба. На данном этапе САИМ обрабатывает и интерпретирует данные, поступающие с контроллера крана, видеокамеры и поворотного устройства для определения текущего местоположения магнита крана, груза:
а) ![]() ,
,
где x – расстояние от камеры до места крепления магнита по троллее крана;
x1- показания датчика крана о положении груза на троллее;
dx – коэффициент разницы показаний датчика крана и реальных измерений.
б) ![]() ,
,
гдеz- расстояние от камеры до положения магнита крана по вертикали;
z1 – показания датчика крана о высоте поднятия магнита над уровнем пола;
dz – коэффициент разницы показаний датчика крана и реальных измерений;
Hs – высота крепления камеры над уровнем пола.
в) ![]() ,
,
гдеy - расстояние от нулевого положения камеры до центра сляба по горизонтали;
L – длина сляба;
y2 – расстояние от камеры до магнита крана по горизонтали.
(x,y,z) –это координаты положения груза в системе координат, где (0,0,0) - это видеокамера в нулевом положении.
Имея в распоряжении данные о текущем положении груза и положении поворотного устройства, необходимо рассчитать углы поворота камеры для захвата области изображения с грузом. Для этого необходимо:
- получить информацию с датчиков поворотного устройства о текущем положении;
- рассчитать координаты груза (x,y,z);
- выполнить расчет углов поворота по вертикали и горизонтали.
а) ![]() ,
,
где a-это угол поворота камеры по горизонтали;
б) ![]() ,
,
где b-это угол поворота камеры по вертикали;
Если рассчитанные углы в рамках установленной погрешности равны нулю, то камера находится в положении, при котором в область захвата изображения попадает магнит крана с закрепленным грузом (рисунок 2).
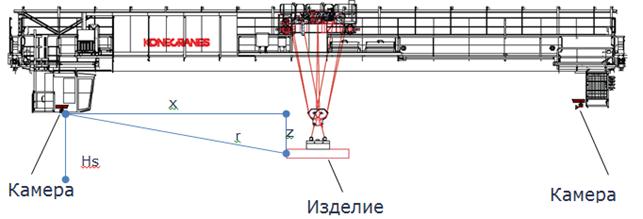
Рисунок 2 – Схемаопределения местоположения груза
2. Изменение масштаба изображения. На данном этапе происходит изменение масштаба трансфокатора камеры (ZOOM) для формирования увеличенного изображения груза с маркировкой.
Для этого необходимо рассчитать расстояние от камеры до центра груза по диагонали:
![]() ,
,
где r – расстояние по диагонали от камеры до центра груза, (x,y,z) –рассчитанные координаты груза.
Исходя из рассчитанного расстояния и реальных размеров маркировки, необходимо рассчитать,во сколько раз необходимо увеличить масштаб изображения, на котором в область захвата камеры попадает весь груз с закрепленной на нем биркой с маркировкой:
![]() ,
,
где s – расчетный масштаб изображения;
l – коэффициент, определяющий размеры увеличенного изображения.
Далее осуществляется итерационное приближение/отдаление трансфокатора камеры до совпадения расчетного масштаба изображения и текущего масштаба трансфокатора полученного с датчика камеры.
3. Изменение фокусного расстояния до груза. На данном этапе осуществляется фокусировка трансфокатора (FOCUS) камеры на приближенном изображении маркированного груза
На основании информации о расстоянии от камеры до центра груза по диагонали (r) и расчетного масштаба увеличенного изображения (s),необходимо рассчитать пропорциональное изменение фокуса трансфокатора:
![]() ,
,
где F- расчетное фокусное расстояние.
Исходя из этого, осуществляется итерационное изменение фокусного расстояния трансфокатора камеры до совпадения расчетного фокуса изображения и текущего фокуса трансфокатора полученного с датчика камеры.
В результате выполнения данных этапов производится настройка положения поворотного устройства и трансфокатора видеокамеры для получения приближенного изображения высокого качества груза с маркировкой, для его последующего анализа, поиска и распознавания маркировки.
Экспериментальные результаты
Для проверки работоспособности сформированной методики автоматической локализации положения маркировки, был проведен ряд экспериментов на складе слябов металлопрокатного комплекса СТАН-5000 Выксунского металлургического завода. Начальное состояние системы перед проведением эксперимента:
- камера находится в нулевом положении (рисунок 3);
- магнит крана с грузом находится на расстоянии 2 метра над уровнем пола.
Показания датчиков крана в начале эксперимента:
- ![]() – положение груза по троллее крана в мм;
– положение груза по троллее крана в мм;
- ![]() – положение груза от уровня пола в мм;
– положение груза от уровня пола в мм;
- ![]() – длина сляба;
– длина сляба;
- ![]() – высота крепления камеры над уровнем пола.
– высота крепления камеры над уровнем пола.
Показания датчиков камеры и поворотного устройства:
- ![]() – наклон камеры погоризонтали в градусах;
– наклон камеры погоризонтали в градусах;
- ![]() – наклон камеры повертикали в градусах;
– наклон камеры повертикали в градусах;
- ![]() – текущее увеличение параметра ZOOM трансфокатора;
– текущее увеличение параметра ZOOM трансфокатора;
- ![]() – текущее значение параметра FOCUS.
– текущее значение параметра FOCUS.

Рисунок 3–Снимок с камеры в начале эксперимента
Этапы проведенного эксперимента в рамках разработанной методики:
Этап 1– Грубое наведение видеокамеры на центр сляба.
а) ![]() :
:![]() - расстояние от камеры до места крепления магнита по троллее крана;
- расстояние от камеры до места крепления магнита по троллее крана;
б) ![]() :
: ![]() - расстояние от камеры до положения магнита крана по вертикали;
- расстояние от камеры до положения магнита крана по вертикали;
в) ![]() :
: ![]() - расстояние от нулевого положения камеры до центра сляба по горизонтали;
- расстояние от нулевого положения камеры до центра сляба по горизонтали;
(x,y,z) –это координаты положения груза в системе координат, где (0,0,0) – это видеокамера в нулевом положении (рисунок 2).
а) ![]() ,
,
![]() – угол по вертикали, на который необходимо повернуть камеру;
– угол по вертикали, на который необходимо повернуть камеру;
б) ![]() ;
;
![]() – угол по горизонтали, на который необходимо повернуть камеру.
– угол по горизонтали, на который необходимо повернуть камеру.
Исходя из этого, необходимо произвести поворот камеры на рассчитанные углы a и b. Результат наведения показан на рисунке 4:
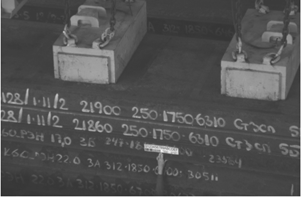
Рисунок 4 – Снимок с камеры после наведения по координатам груза
Этап 2– Изменение масштаба изображения.
а) ![]() :
: ![]() – расстояние по диагонали от камеры до центра груза;
– расстояние по диагонали от камеры до центра груза;
б) ![]() :
: ![]() – необходимое увеличение изображения.
– необходимое увеличение изображения.
Необходимо провести изменение масштаба трансфокатора камеры на расчетное значение s.
Этап 3– Изменение фокусного расстояния трансфокатора.
![]() :
: ![]() - расчетное фокусное расстояние трансфокатора.
- расчетное фокусное расстояние трансфокатора.
Исходя из расчетного фокусного расстояния, необходимо изменить текущее фокусное расстояние трансфокатора камеры.
Результатом выполнения всех этапов методики является изображение, полученное с камеры, наведенной на центр груза (рисунок 5)
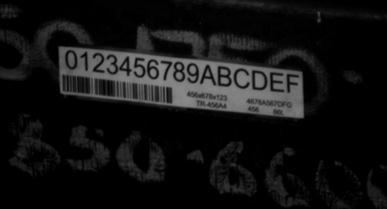
Рисунок 5 – Результат наведения и настройки камеры и поворотного устройства
Эксперимент был многократно воспроизведен при различных положениях груза, крана, внутреннем освещении помещения. Полученные результаты показали работоспособность методики при различных условиях. Время работы методики локализации в зависимости от условий эксперимента составляет до 15 секунд.
Полученные результаты свидетельствуют эффективности и достоверности описанной методики.
Заключение
Таким образом, в ходе работы сформирована методика локализации маркера на основе алгоритмов поэтапного обнаружения маркировки для идентификации, отслеживания движения и контроля заготовок между складом и основным производственным оборудованием цеха металлопрокатного комплекса. Корректность работы методики была показана проведенными экспериментами.
Рецензенты:
Андрианов Дмитрий Евгеньевич, д.т.н., профессор, заместитель директора по учебной работе, МИВлГУ им. Столетовых, г.Муром.
Жизняков Аркадий Львович, д.т.н., доцент, заместитель директора по научной работе, МИВлГУ им. Столетовых, г.Муром.
Библиографическая ссылка
Провоторов А.В., Орлов А.А. МЕТОДИКА ПОЭТАПНОГО ОБНАРУЖЕНИЯ МАРКИРОВКИ СЛЯБОВ // Современные проблемы науки и образования. 2012. № 6. ;URL: https://science-education.ru/ru/article/view?id=7845 (дата обращения: 29.07.2026).