



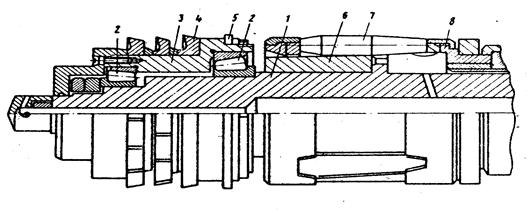
Наибольшее распространение нашли ротационные инструменты (рис.1). Особенность этих инструментов состоит в том, что деформирующие ролики 1 расположены равномерно по окружности обрабатываемой детали 8, а для передачи усилия деформирования на обрабатываемую поверхность они опираются на нажимной конус 2, запрессованный в корпус инструмента 4. Настройка роликов на размер обрабатываемой детали производится с помощью гаек 5.
Это связано с простотой конструкции инструментов, удобством в эксплуатации, возможностью применения конических деформирующих роликов относительно малых диаметров (до 20мм), создающих при обработке каплевидный контакт, обеспечивающий тем самым высокую производительность при низкой шероховатости, предотвращении волнистости и достижении требуемой глубины упрочнения [6].
1 - деформирующие ролики; 2 - нажимной конус; 3 - сепаратор; 4 - корпус; 5 - гайка; 6 -подпятник; 7 - крышка; 8 - обрабатываемая деталь.
Рисунок 1. Конструктивные особенности ротационного инструмента для обработки ППД роликами
Тем не менее, этому инструменту тоже присущи определенные недостатки. В производстве, как правило, используются жесткие инструменты, характерной особенностью которых является настойка диаметра описываемой роликами окружности на один и тот же размер для всей партии обрабатываемых заготовок (рис.1). В связи с наличием допуска на обрабатываемый размер, величина которого соизмерима с глубиной внедрения роликов в поверхность детали, при поступлении на обработку каждой последующей детали за счет разности размеров глубина внедрения ролика, а, следовательно, и усилие деформирования будут меняться.
Для того, чтобы были обработаны все детали в партии заготовок, необходимо настройку на обрабатываемый размер осуществлять от верхнего предельного размера детали. Если на обработку поступит деталь с действительным размером по нижнему предельному отклонению, глубина внедрения будет равна сумме заданной величины и величине поля допуска. Таким образом, усилие деформирования будет колебаться в широких пределах.
На основные детали инструмента - нажимной конус и деформирующие ролики, действуют большие усилия и, как показывает анализ производственного опыта, приводят к их быстрому износу и преждевременному выходу из строя. Нестабильность усилия, помимо влияния на долговечность и надежность работы инструмента, приводит к большому разбросу показателей качества поверхностного слоя, а в некоторых случаях - к перенаклепу и ухудшению эксплуатационных свойств деталей.
Решение вопроса повышения долговечности инструмента в целом и обеспечения стабильности его работы заключается в обеспечении постоянного усилия деформирования, а также более равномерном распределении напряжений в контактных зонах между деформирующими роликами и нажимным конусом.
Исходя из анализа литературных источников, установлены наиболее перспективные устройства и инструменты, которые можно рекомендовать для внедрения в производство. Так, например, разработано устройство и инструменты для обработки цилиндрических поверхностей деталей, которые были успешно внедрены на предприятиях, производящих гидроцилиндры горно-шахтного оборудования.
На рис. 2 представлено устройство по авторскому свидетельству № 6700427 СССР [4], предназначенное для обработки отверстий с неравномерным припуском, содержащее раскатник 3 постоянного усилия.
Раскатник крепится на левом конце стебля 10, внутри которого пропущен шток 12, через который передается усилие от груза 18, размещенного на Г-образном рычаге 16. Соотношение плеч рычага определяет выбор веса груза, обеспечивающего необходимое усилие деформирования. Применение груза для создания усилия деформирования обусловлено тем, что в этом случае обеспечивается его постоянное значение, так как, например, пружина создает переменное усилие, пропорциональное ее деформации. Применение пневмо - и гидроприводов тоже не обеспечивает стабильного постоянного усилия.

1 - оправка; 2 - опорный конус; 3 - ролик; 4 - сепаратор; 5 - рычаг; 6 - груз; 7 - толкатель; 8 - палец; 9 - втулка; 10 - ограничитель; 11 - упор; 12 - основание; 13 - захват; 14- ось; 15 - втулка; 16- рычаг; 17 - палец; 18 - груз; 19- ось; 20 - щека; 21 - упор; 22 - люнет; 23 - цилиндр
Рисунок 2. Устройство для раскатывания глубоких гидроцилиндров с постоянным усилием деформирования (а. с. СССР № 6700427)
Внедрение в производство приведенного устройства позволило повысить долговечность инструмента в 2,4 раза, при увеличении производительности в 1,8 раза и стабильном качестве обработанной поверхности. В качестве инструментов для раскатывания могут служить различные конструктивные решения. В качестве одного из возможных решений на рис.3 представлена конструкция раскатника постоянного усилия [3].
1 - оправка; 2, 3 - опорные конусы; 4 - деформирующий ролик; 5 - сепаратор; 6 -заглушка; 7 - пружина; 8 - пластина; 9 - палец; 10 - толкатель; 11 - шпонка; 12 - подпятник; 13 - втулка;14 - крышка; 15 - винт.
Рисунок 3. Раскатник постоянного усилия с двумя нажимными катками
Деформирующие ролики 4 опираются в процессе обработки на два нажимных конуса 3 и 2, выполненных по разным сторонам роликов, а усилие деформирования, действующее со стороны обрабатываемой детали, воздействует на их среднюю часть. За счет этого происходит перераспределение и уменьшение нагрузок, действующих на разных участках роликов. Постоянное осевое усилие деформирования создается устройством, показанном на рис.2. Усилие прикладывается к штоку 10 и через палец 9 передается нажимному конусу 2.
При смещении нажимного конуса 2, под воздействием приложенного осевого усилия ролики 4 перемещаются в радиальном направлении. Если конусности заднего и переднего конусов будут отличаться, то за счет этого можно изменять задний угол внедрения ролика (угол между образующими поверхностями детали и цилиндрической поверхности ролика) и, таким образом, регулировать длину контакта и распределение контактных напряжений между роликами и поверхностью детали. Пружина 7 предназначена для возврата конуса 2 в исходное положение после снятия нагрузки в конце обработки.
Другой раскатник аналогичного назначения, внедренный в производство для обработки глубоких отверстий цилиндров шахтных гидростоек, представлен на рис.4 (авторское свидетельство СССР № 555014) [1]. Деформирующие ролики раскатника 8 расположены в сепараторе 6 и взаимодействуют с нажимным конусом 10, имеющим обратную конусность. Постоянное усилие действует на сепаратор 6 через шток 16, а, следовательно, и на деформирующие ролики.

1 - корпус; 2 - толкатель; 3 - палец; 4 - гайка; 5 - контргайка; 6 - сепаратор; 7 -подпятник; 8 - деформирующий ролик; 9 - крышка; 10 - конус опорный; 11 - шайба; 12 - заглушка; 13 - пружина; 14 - втулка; 15 - подшипник; 16 - шток.
Рисунок 4. Раскатник постоянного усилия для обработки глубоких отверстий
Процессу раскатывания, как правило, предшествует обработка чистовым растачиванием. При совмещении растачивания и раскатывания возникает проблема предотвращения попадания стружки в зону обработки поверхностным пластическим деформированием. Одно из решений основано на применении конструкции комбинированного инструмента по авторскому свидетельству № 780971 (рис. 5) [2].
1 - оправка; 2 - подшипник; 3 - оправка; 4 - резец круглый; 5 - направляющее кольцо; 6 - конус оправки; 7 - ролик; 8 - крышка.
Рисунок 5. Комбинированный раскатник (а. с. СССР № 780971)
Недостатком конструкций с применением многорезцовых расточных головок является необходимость предварительной настройки резцов на требуемый размер, причем каждый из резцов, равнорасположенных по окружности отверстия, настраивается на размер независимо от других. Это ведет к снижению точности и производительности обработки. Повышение точности и производительности достигается тем, что резцовая головка выполнена в виде набора круглых резцов, заранее заточенных на требуемый размер, и установлена на оправке совместно с раскатником посредством упорных подшипников 2. Недостаток указанной конструкции обусловлен возникновением больших усилий резания. Для его снижения рекомендуется применять предварительное чистовое растачивание с оставлением небольшого припуска под окончательную обработку резанием круглыми резцами [5].
В производство была внедрена конструкция с одним упругим разрезным режущим резцом, контактирующим с предварительно обработанной поверхностью резцовой головкой, установленной впереди круглого резца. Роль круглого резца предназначена для предотвращения попадания стружки в зону деформирования роликами и для тонкой зачистки, предварительно обработанной резанием поверхности, с целью снижения шероховатости, а, следовательно, уменьшения необходимого усилия деформирования. За счет наличия разреза кольцо имеет возможность подднастраиваться на действительный диаметр предварительно обработанного отверстия.
Приведенные выше конструктивные решения инструментов постоянного усилия для пластического деформирования, подтвержденные авторскими свидетельствами, позволили на основе накопленного производственного опыта их применения разработать методику расчета их конструктивных параметров. На этой научной базе были изготовлены и внедрены вышеописанные конструкции, которые на протяжении ряда лет работают на предприятиях ТОО «Карагандинский машиностроительный консорциум», что подтверждает их полезность и практическую ценность, а также возможность расширения предприятий для их внедрения.
Рецензенты:
- Исагулов А.З., д.т.н., профессор, проректор по ИиУМР, Карагандинский государственный технический университет, г. Караганда.
- Тутанов С.К., д.т.н., профессор, Зав. кафедры ВМ, Карагандинский государственный технический университет, г. Караганда.
Библиографическая ссылка
Жетесова Г.С., Отений Я.Н., Муравьев О.П., Муравьева Ю.О., Плешакова Е.А. ПРОГРЕССИВНЫЕ ИНСТРУМЕНТЫ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ РОЛИКАМИ // Современные проблемы науки и образования. 2011. № 6. ;URL: https://science-education.ru/ru/article/view?id=5184 (дата обращения: 13.06.2026).