



Процесс поверхностного пластического деформирования металла, нагретого газовой горелкой до температур 550 – 650°С, накатыванием внутренних цилиндрических поверхностей, проводили также на токарно-винторезном станке с зажимом втулки в кулачки патрона станка. Хвостовик накатника зажимался в резцедержатель поперечного суппорта станка так, чтобы ось накатного ролика находилась в плоскости осевого сечения втулки (рис. 1).

Рис. 1. Процесс нагрева внутренней поверхности втулки перед накатыванием
Пламя газовой горелки нагревает торцевую часть и часть внутренней поверхности втулки. После окончания нагрева включалась продольная подача суппорта токарного станка, и увеличивались обороты шпинделя до заданных [1,3].
Величина шероховатости замерялась на внутренней поверхности разрезанной втулки после её остывания. Режимы накатывания нагретой поверхности втулки подбирали идентичными параметрам холодной накатки, применяемым в машиностроении (таблица 1).
Таблица 1
Режимы накатывания с нагревом поверхности
|
№ п/п |
Температура нагрева внутренней поверхности °C |
Шероховатость внутренней поверхности заготовки, мкм |
Замеренное усилие накатывания, Н |
Число оборотов шпинделя, об/мин |
Величина подачи, мм/об |
Шероховатость после накатывания, мкм |
|
1 2 3 |
20 20 20 |
12,5 -«- -«- |
3760 3690 3770 |
30 60 120 |
0,28 0,28 0,28 |
3,2 3.2 3.2 |
|
4 5 6 |
500 -«- -«- |
12,5 -«- -«- |
1440 1480 1470 |
30 60 120 |
0,28 0,28 0,28 |
1,25 1,25 1,25 |
|
7 8 9 |
500 -«- -«- |
12,5 -«- -«- |
1550 1590 1580 |
30 60 120 |
0,52 0,52 0,52 |
1,25 1,25 1,25 |
|
10 11 12 |
550 -«- -«- |
12,5 -«- -«- |
1210 1230 1320 |
30 60 120 |
0,28 0,28 0,28 |
1,0 1,0 1,0 |
|
13 14 15 |
550 -«- -«- |
12,5 -«- -«- |
1280 1290 1320 |
30 60- 120 |
0,52 0,52 0,52 |
1,0 1,0 1,0 |
|
16 17 18 |
600 -«- -«- |
25,0 -«- -«- |
1160 1180 1150 |
30 60 120 |
0,28 0,28 0,28 |
0,8 0,8 0,8 |
Как видно из результатов замеров, шероховатость обработанной поверхности накатыванием, в основном, зависит от температуры нагрева и почти не зависит от скорости обработки (числа оборотов шпинделя и величины подачи). По сравнению с холодным накатыванием металла, накатывание с нагревом дает несколько лучшие результаты по шероховатости обработанной поверхности.
Как показали результаты металлографического анализа, накатывание с температурами нагрева до 350 – 450°C не сопровождается уплотнением поверхностного слоя детали. Нагрев же до температур выше 550 – 650°C приводит к уплотнению поверхностного слоя и заглаживанию в поверхностном слое обрабатываемого материала микротрещин, оставшихся после холодной обработки резанием. Степень уплотнения при накатывании зависит от величины усилия, приложенного к поверхности со стороны накатника.
Из обработанных втулок вырезались образцы для металлографических исследований. На рис. 2 показана фотография микроструктуры стали 40Х, обработанной накатыванием с нагревом поверхностного слоя. В слое толщиной 10 – 15 мкм, зерна металла имеют меньшие размеры в сравнении с размерами зерен, примыкающими к данному тонкому слою.
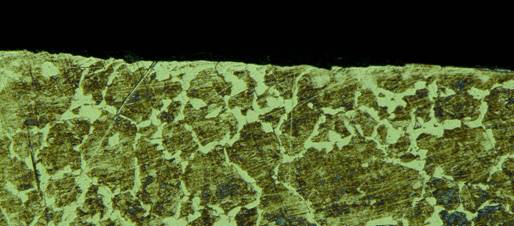
Рис. 2. Микроструктура поверхностного слоя втулки после накатывания нагретого металла, х500
На рис. 3 показана микроструктура поверхностного слоя втулки из той же стали 40Х, но после накатывания в холодном состоянии. При металлографическом анализе установлено, что в этом случае величина зерна одинакова как в поверхностном слое, так и в более глубоких прилегающих к нему слоях.
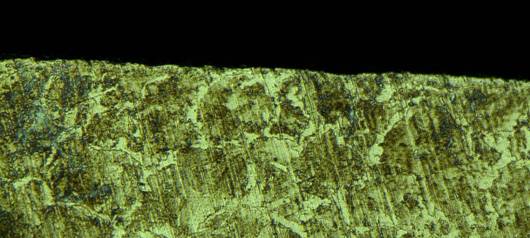
Рис. 3. Микроструктура поверхностного слоя втулки после накатывания холодного металла, х500
На рисунках 4 и 5 показана микроструктура внутренних слоев металла втулки после обработки с нагревом и после накатывания холодного металла.
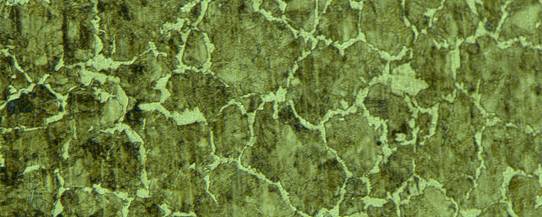
Рис. 4. Микроструктуры срединных слоев втулки после обработки накатыванием с нагревом, х500
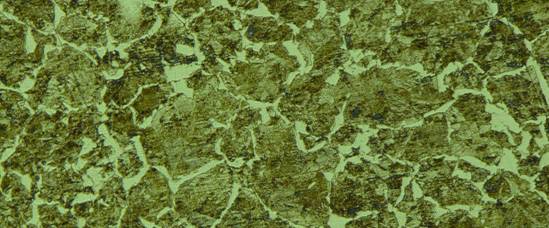
Рис. 5. Микроструктуры срединных слоев втулки после обработки накатыванием холодного металла, х500
По результатам металлографического анализа микроструктуры обработанных изделий из стали 40Х, можно отметить, что при накатке с нагревом происходит уменьшение размера зерен [2]. Это свидетельствует о том, что в результате накатки нагретого поверхностного слоя под действием усилия накатывания зерна микроструктуры деформируются и измельчаются, что приводит к уплотнению металла.
Накатывание с нагревом целесообразно применять в качестве термо-механической операции для придания требуемой шероховатости, устойчивости к возникновению продольных трещин разгара при импульсном тепловом и динамическом воздействии, отверстиям высоко нагруженных конструкций, работающих в сложных климатических условиях, т.к. данный вид обработки высоко мобилен в ремонтно-восстановительных работах в удалённых условиях эксплуатации, к которым относятся: Сибирь, Арктика.
Выводы
В результате проведенных исследований было установлено, что процесс накатывания с нагревом внутренней поверхности полых цилиндрических деталей может быть рекомендован, взамен холодной обработки накатыванием, как обеспечивающий уплотнение поверхностного слоя металла, что делает поверхность устойчивой к возникновению продольных трещин разгара при импульсном тепловом и динамическом воздействии.
Работы выполнены в Нижегородском Государственном Техническом Университете им. Р.Е. Алексеева в соответствии с соглашением №14-33-000 32 шифр «1 – РНР – 1», от 9 сентября 2014г. «Создание совместной научной лаборатории конструкционных и функциональных материалов для сложных технических систем, эксплуатируемых в экстремальных условиях арктического и субарктического климата».
Рецензенты:
Пачурин Г.В., д.т.н., профессор кафедры «ПБЭиХ» Нижегородского государственного технического университета им. Р.Е. Алексеева, г. Нижний Новгород;
Михаленко М.Г., д.т.н., профессор, директор института физико-химических технологий и материаловедения Нижегородского государственного технического университета им. Р.Е. Алексеева, г. Нижний Новгород.
Библиографическая ссылка
Котельников В.И., Гаврилов Г.Н., Миронов А.Е., Кошурина А.А., Чернышов Д.А. ОБРАБОТКА ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ НАКАТЫВАНИЕМ С НАГРЕВОМ // Современные проблемы науки и образования. 2015. № 1-1. ;URL: https://science-education.ru/ru/article/view?id=19410 (дата обращения: 01.07.2026).