



В настоящее время, как показывает практика, дальнейшее совершенствование твердосплавного и алмазного бурения в целом для экономики мало результативно, что говорит об исчерпании потенциальной возможности эффективного применения твердых сплавов и алмаза как инструментальных материалов для породоразрушающего инструмента. В связи с этим значение разработки буровой коронки с вооружением из инструментального наноматериала для развития экономики трудно переоценить, поскольку бурение геологоразведочных скважин коронками играет существенную роль в обеспечении страны сырьевыми ресурсами.
Одним из важнейших направлений в создании новых породоразрушающих инструментов является выбор инструментального материала [2] и способа крепления резцов, обеспечивающего эффективную работу последних. В современных твердосплавных буровых коронках резцы крепятся к корпусу коронки исключительно пайкой, в то время как в машиностроительной отрасли до 80 % режущего инструмента из алмазосодержащих композитов, кристаллического нитрида бора (КНБ) и др. сверхтвердых материалов имеет механическое крепление. Среди этих материалов имеются уникальные, которые сочетают высокую твердость с ударостойкостью, что позволяет обрабатывать даже твердый сплав с ударом [4]. Однако применение таких инструментальных материалов в буровых инструментах осложняется трудностью их пайки к стальному корпусу коронки. Решение этой проблемы возможно путем поиска новых способов и материалов для пайки, клейки или механического крепления. Однако можно многократно облегчить поиск технологичного и надежного способа крепления труднопаяемых режущих элементов в породоразрушающих инструментах, в частности, в буровых коронках, если обратиться к опыту успешного механического крепления пластин-резцов в металлообработке [3]. Таким образом, целью статьи является разработка новой буровой коронки с резцами из новейших инструментальных материалов с применением механического способа крепления для эффективного бурения геологоразведочных скважин.
В современном производстве резанию подвергаются горные породы и различные стали, сплавы и композиционные материалы. Особенностью первых, с точки зрения резания, является неизменность их прочностных свойств со времени их генезиса, не считая процессы геодинамического воздействия и естественного старения. Совершенно другую противоположность представляет вторая группа материалов: различные стали, сплавы и композиционные материалы, прочностные свойства которых, как искусственно созданных человеком материалов, с развитием науки и технологии только повышаются. В связи с этим перед металлообработчиками все чаще и острее, чем в горном деле, встает проблема их резания. Решение этой проблемы в металлообработке – задача более весомая и значительного масштаба, чем в горной промышленности – резание горных пород. Более того, специфика горного производства позволяет широко применять и другие способы разрушения горных пород, как ударный, шарошечный и комбинированные механические и физические способы воздействия на породы. Вследствие этого прогресс резания твердых материалов в первую очередь достигается в металлообработке, поэтому, не изобретая велосипед, в разрушении горных пород используют все возможное, что достигнуто в резании металлов. Поэтому, по нашему мнению, для достижения поставленной цели в первую очередь следует обратиться к разработанным в металлообрабатывающей промышленности инструментальным материалам и способам крепления резцов из этих материалов.
Наши исследования показали, что от древнейших времен до наших дней в основе развития способов и средств разрушения горных пород лежит циклическая смена инструментальных материалов на материалы нового поколения по закону S-образного развития технических систем и объектов [2]. Так, в горном деле происходила смена твердого, но плохо обрабатываемого камня на менее твердое, но хорошо обрабатываемое железо, железа (сталь) на более износостойкий и приемлемо ударопрочный твердый сплав и наитвердейший, но хрупкий алмаз. Заметим, что до сего времени нет ни в природе, ни в технике материала, одновременно сочетающего такие свойства, как твердость и ударопрочность. Однако в настоящее время, благодаря развитию нанотехнологии, начинают появляться новые материалы, в какой-то степени сочетающие эти несовместимые качества [4]. Именно поэтому по аналогии смены камня железом (сталью), стали твердым сплавом и алмазом, мы можем предположить о наступлении нового цикла развития средств разрушения горных пород на основе применения инструментальных материалов нового поколения [6]. О результатах разработки таких материалов, сочетающих такие не совместимые свойства, как высокую твердость и ударопрочность, можно судить по рис. 1, на котором наглядно представлены показатели прочностных свойств современных инструментальных материалов [4].

Рис. 1. Механические свойства современных инструментальных материалов
На этом рисунке особое положение занимают сорта Нано КНБ Микробор, обладающие одновременно высокой твердостью и вязкостью и уже применяющиеся в металлообработке. К примеру, Нано КНБ сорта 7010, разработанный и выпускаемый в ООО «МикроборКомпозит», имеет твердость 72 ГПа и термостойкость 1500 ºС и обладает значительной ударопрочностью [4]. Токарные резцы с механическим креплением режущих пластин из такого материала, благодаря его уникальным свойствам, могут обрабатывать с ударной нагрузкой даже броневые сплавы и обеспечивать резание жаропрочных сталей при температуре 800-900 °С без охлаждения. Ударопрочность резцов из Нано КНБ была проверена в ИГДС СО РАН путем проточки на токарном станке керна гранита с выколом, имитирующим ударные процессы при бурении (рис. 2).

Рис. 2. Керн гранита
Режим обработки: число оборотов керна 160 мин-1, подача на оборот – 0,1 мм, глубина среза – 0,2 мм. После проточки керна суммарной длиной 16 см на резцах визуально не было замечено ни выколов, ни трещин. Таким образом, исходя из практики применения Нано КНБ в металлообработке и резания гранита с выколом, можно сделать вывод о возможности применения новых инструментальных материалов в бурении скважин. Однако при этом остается нерешенной проблема крепления резцов из труднопаяемых материалов к корпусу породоразрушающего инструмента.
В металлообработке в настоящее время существует огромное многообразие конструкций и схем узлов механического крепления сменных многогранных пластин (СМП) в державках, однако в серийном производстве используют весьма ограниченное число ГОСТированных методов закрепления (таблица).
Способы креплений СМП на резцах по ГОСТ 26476-85
|
Тип |
Схема и способ закрепления СМП |
Характеристика пластины |
|
|
C |
|
Крепление сверху прихватом |
Без отверстия |
|
M |
|
Крепление сверху прихватом и через отверстие |
С цилиндрическим отверстием |
|
P |
|
Крепление через отверстие |
С цилиндрическим отверстием |
|
S |
|
Крепление винтом через отверстие |
С односторонним тороидальным отверстием |

Как видно, во всех методах закрепления режущие пластины базируются в гнезде державки по определенным базовым поверхностям. Благодаря этому усилия резания прижимают пластину к стенкам паза, что способствует повышению надежности их крепления. Отличие методов крепления друг от друга заключается в том, что пластины прижимаются к опорной поверхности различными способами, при этом только крепление по типу С не требует в пластине отверстия, значительно ее ослабляющего.
В кольцевых буровых коронках, ввиду стесненности забойных условий, резцы крепятся различными видами пайки. Только прессовое соединение цилиндрических резцов нашло широкое распространение в шарошечных долотах и буровых инструментах для ударного и ударно-вращательного бурения. Остальные известные механические способы крепления имеют очень ограниченное применение. Например, крепление резцов в пазу корпуса бурового инструмента штифтом или заклепкой применимо только при бурении слабых, некрепких пород. Крепление пластинчатых резцов с центральным отверстием также малоприменимо, ввиду ослабления резца отверстием, а при применении при этом различных штифтов – становится конструктивно сложным и технологически трудоемким. Однако в кольцевых коронках могут быть перспективны механические соединения, в которых силы резания используются для прижима режущих пластин к корпусу коронки. Коронка с таким креплением резцов из алмазно-твердосплавных пластин (АТП) разработана в Государственном образовательном учреждении высшего профессионального образования «Южно-Российский государственный технический университет (Новочеркасский политехнический институт)» [5].
Крепление АТП осуществляется следующим образом (рис. 3).
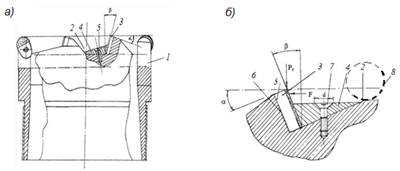
Рис. 3. Буровая коронка с клиновым креплением АТП:
а) - вид спереди буровой коронки; б) - схема установки АТП и сил на режущей кромке
Корпус коронки 1 имеет цилиндрический паз 2 диаметром, равным диаметру алмазно-твердосплавной пластины 3. В пазу 2 расположен цилиндрический клин 4. Алмазно-твердосплавная пластина 3 установлена в цилиндрическом пазу 2, упирается своей задней поверхностью 5 в торцовую поверхность 6 цилиндрического паза 2 и прижимается к ней осевой нагрузкой P и силой резания F (рис. 3, б). Цилиндрический клин 4, закрепленный прижимным винтом 7 диаметром d, удерживает алмазно-твердосплавную пластину 3 от перемещений вдоль дуги окружности 8. Прижимной винт 7 крепит цилиндрический клин 4 неподвижно к корпусу коронки. Представляемая и реальная части контура 8 цилиндрического канала 2 показаны условно.
В процессе резания участвует лишь часть круглой кольцевой кромки АТП, износ которой приводит к изменению размеров инструмента. При этом большая часть круглой кольцевой кромки, не участвующая в резании, остается острой. Поворот алмазно-твердосплавных пластин на острые кромки позволяет использовать коронку многократно. Это увеличивает общую наработку дорогостоящего инструмента не менее чем в два раза, по сравнению с коронкой с припаянными АТП. Однако основной недостаток – быстрый износ кромок АТП из-за точечного контакта с породами скважины и керна, в этой коронке не устранен.
Этот недостаток можно с успехом преодолеть и сделать процесс бурения коронкой более эффективным, если сделать одну сторону СМП полукруглой и вместо АТП применить двухслойные пластины из Нано КНБ и твердого сплава. Новая форма пластины позволяет устанавливать ее в каналы в корпусе коронки для АТП и крепить клином с винтом. При износе кромок боковой стороны следует скважино- и кернообразующие пластины поменять местами. Тогда не изношенные боковые стороны пластины восстановят нормальный размер коронки по диаметру. Повышенная прочность и термостойкость Нано КНБ позволяет передавать резцам высокие механические нагрузки на забой, благодаря чему, в отличие от АТП, резцы из Нано КНБ теплотой трения будут разупрочнять приповерхностный слой породы и затем срезать его. При этом речь идет о температуре (600–900 °С), которая разупрочняет породы даже X–XI категории по буримости. Как и в случае с АТП, твердосплавная подложка, изнашиваясь более интенсивно, чем сверхтвердый слой из КНБ, обеспечивает опережающий выступ режущего лезвия, т.е. делает резец самозатачиваемым.
Идея механического крепления АТП получила дальнейшее развитие в Институте горного дела Севера СО РАН. При этом было предложено сохранить схему скважино- и кернообразующих резцов, но применить четырехугольные пластины из термостойкого Нано КНБ. Последнее обстоятельство, как указано выше, существенно меняет механизм разрушения. Коронка с АТП осуществляет чисто механическое резание, а с применением Нано КНБ можно осуществить более эффективный термомеханический механизм резания. Эти идеи реализованы в коронке, представленной на рис. 4.
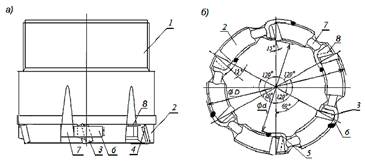
Рис. 4. Буровая коронка с четырехугольными режущими пластинами:
а) - вид на кольцевую коронку спереди; б) – вид на коронку снизу
Коронка состоит из корпуса 1, корончатого кольца 2, керно- и скважинообразующих пластин-резцов 3 и 4, соответственно, Г-образных внутренних и наружных боковых опорных пластин 5 и 6, служащих для закрепления в пазу резцов, и прижимных клиньев 7. Для повышения податливости передние стенки у основания ослаблены пропилом 8, выполненным параллельно кромкам пластин-резцов.
Пазы в корончатом кольце выполнены наклоненными навстречу вращению коронки, а в плане они ориентированы навстречу к внутренней и внешней цилиндрическим поверхностям резания под углом 15° (рис. 4, б). Дугообразный конец Г-образных полос со стороны нерабочей грани каждого резца приварен к корончатому кольцу коронки, а прямой конец заведен в промывочный паз и прижат клином к передней стенке паза, при этом для удержания клина в положении зажима стенки промывочного паза скошены под углом конуса Морзе. Благодаря этому в каждом пазе его передняя стенка воспринимает через Г-образные пластины 5 и 6 усилие распора от клина и прижимает пластины-резцы 3 и 4 к корпусу коронки. При этом внутренняя стенка дугообразного конца полосы является в радиальном направлении опорной базой для резцов. Благодаря этому пластины-резцы оказываются зажатыми в глухом пазу. Для более надежного закрепления резцов в пазу над клиньями приваривают к корпусу коронки стопоры или деформированием корпуса делают наплывы. Это позволит клину сохранить свое положение даже при деформации корпуса коронки. При переустановке резцов стопоры или наплывы удаляют, а клинья выдавливают специальным инструментом.
В начальный момент бурения при острых режущих кромках резцов осуществляется преимущественно механическое резание. Однако по мере изнашивания режущих кромок, увеличивается площадь контакта резцов с забоем и, соответственно, машинист бурового станка увеличивает нагрузку на резцы, что приводит к увеличению температуры резцов свыше 600ºС. Благодаря термостойкости нанокомпозита КНБ (1500 ºС) резцы отделяют разупрочненный слой породы, т.е. продолжают работать без потери эксплуатационных свойств в условиях высокотемпературного разупрочнения горных пород.
Благодаря возможности перекрепления срок службы двухслойных пластин возрастает в 2 раза, а монолитных – в 4 раза. Недостатком технологии изготовления коронки является многооперационность, но при этом сравнительно высокая технологичность позволяет изготавливать ее в условиях мастерских геологических экспедиций. Однако в условиях серийного производства гнезда под пластины могут быть изготовлены на долбежных станках, что значительно упрощает конструкцию коронки и сокращает технологические операции.
Заключение. Механическое крепление термостойких резцов из Нано КНБ позволяет резать крепкие горные породы в термомеханическом режиме, т.е., теплотой трения резцов порода разупрочняется, а разупрочненный слой породы отделяется от массива последующим резцом коронки. Благодаря этому предложенные коронки будут иметь высокий КПД [1], и их применение может быть перспективно в бурении геологоразведочных скважин в различных горно-геологических условиях, в том числе и в перемежающихся по крепости горных породах.
Рецензенты:
Курилко А.С., д.т.н., зам. директора по научной работе ИГДС СО РАН, г. Якутск.
Заровняев Б.Н., д.т.н., профессор, директор Горного института СВФУ им. М.К. Аммосова, г. Якутск.
Библиографическая ссылка
Федоров Л.Н., Ермаков С.А. НЕКОТОРЫЕ АСПЕКТЫ РАЗРАБОТКИ СОВРЕМЕННОЙ БУРОВОЙ КОРОНКИ ДЛЯ БУРЕНИЯ ГЕОЛОГОРАЗВЕДОЧНЫХ СКВАЖИН // Современные проблемы науки и образования. 2014. № 5. ;URL: https://science-education.ru/ru/article/view?id=14863 (дата обращения: 25.06.2026).