



При диффузионном режиме протекания реакции восстановления металла из оксида диффузионный поток определяется известным уравнением
![]() , (1)
, (1)
где b – коэффициент массопереноса, м/с; С, С* – концентрация вещества в объеме и на границе раздела фаз, моль/м3.
Коэффициент массопереноса b в соответствии с теорией обновления поверхности [1] определяется из уравнения ![]() , (2)
, (2)
где D – коэффициент диффузии, м2/c; U – скорость конвективного потока, м/с; l – характерный размер конвективного потока, м.
При расчете коэффициента массопереноса сделали два допущения.
1. Отношение скоростей потоков металла и шлака обратно пропорционально динамической вязкости ![]() , (3)
, (3)
где hМе hШл – динамическая вязкость металла и шлака, Па×с.
2. Отношение характерных размеров конвективных потоков металла и шлака прямо пропорционально отношению условных высот металла (hМе) и шлака (hшл)
![]() , (4)
, (4)
где mМе и mшл – масса металла и шлака, кг; ρМе, ρшл – плотность металла и шлака, кг/м3.
Принятые допущения позволяют учитывать существенные условия протекания процесса – вязкость шлака и его количество.
Вязкость шлака (hшл) определяем по уравнениям, связывающим основность и вязкость шлака. Уравнения связи получены в результате обработки данных, приведенных автором [2]. Повышение основности свыше 2,5 – область гетерогенных шлаков, в которых затруднены диффузионные процессы. Получены зависимости для температур 1500 и 1600 °С (рис. 1).
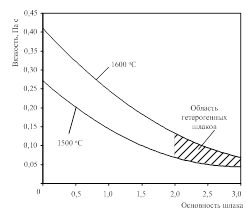
Рисунок 1 – Зависимость вязкости шлака от его основности
hшл = 0,0062B2 – 0,1069B + 0,511, (5)
hшл = 0,00664B2 – 0,0893B + 0,3543, (6)
где В – основность шлака.
Скорость окисления восстановителя при введении на поверхность шлакового расплава для случаев лимитирования процесса диффузией элемента-восстановителя к поверхности раздела фаз металл/расплав и оксидов взаимодействующих элементов в шлаковом расплаве можно рассчитать по уравнениям применительно к марганцу и кремнию:
 , (7)
, (7)
 , (8)
, (8)
 , (9)
, (9)
где![]() – коэффициенты массопереноса, м/с; (% SiO2), (% MnO) – концентрация SiO2 и MnO в шлаке соответственно, масс. %; [% Si] – концентрация кремния в ферросилиции, масс. %; (% SiO2)*, (% MnO)* – равновесные концентрации SiO2 и MnO в шлаке соответственно, масс. %; [Si] – концентрация кремния в ферросилиции, масс. %; [Si]* – равновесная концентрация кремния, масс. %; Ѕ – поверхность раздела фаз, м2; Vшл. – объем шлака, м3.
– коэффициенты массопереноса, м/с; (% SiO2), (% MnO) – концентрация SiO2 и MnO в шлаке соответственно, масс. %; [% Si] – концентрация кремния в ферросилиции, масс. %; (% SiO2)*, (% MnO)* – равновесные концентрации SiO2 и MnO в шлаке соответственно, масс. %; [Si] – концентрация кремния в ферросилиции, масс. %; [Si]* – равновесная концентрация кремния, масс. %; Ѕ – поверхность раздела фаз, м2; Vшл. – объем шлака, м3.
Исходя из предположения о равновесии системы на границе раздела фаз равновесные значения концентраций кремния, марганца, SiO2, MnO определяются по константам равновесия.
Эта система уравнений решается совместно с уравнением константы равновесия методом последовательных приближений.
Время перемещения капель ферросилиция может быть определено из уравнения, с
![]() , (10)
, (10)
где hшл – высота шлакового расплава, м; w – скорость перемещения частиц, м/с.
Для оценки скорости перемещения жидких капель в шлаковом расплаве использовали формулу Рыбчинского-Адамара [3]
![]() , (11)
, (11)
где hм – динамическая вязкость жидкой капли ферросилиция, Па×с; hш – динамическая вязкость оксидного марганецсодержащего расплава, Па×с; r – радиус частиц металла, м; g – ускорение свободного падения, м/с; rм – плотность капли, кг/м3; rш – плотность шлака, кг/м3.
Довосстановление металла из оксидов, находящихся в шлаковом расплаве, идет на границе сталь – оксидный расплав. В этом случае скорость окисления кремния может быть описана уравнением
 , (12)
, (12)
где b[Si] – коэффициент массопереноса кремния, м/с; [%Si] – концентрация кремния в стали, масс. %; [Si]* – равновесная концентрация кремния, масс. %.
Для связывания образующегося SiO2 вводят свежеобожженную известь.
Скорость растворения дисперсных частиц извести определяется законами конвективной диффузии [4; 5], в частности уравнением
![]() , (13)
, (13)
где (СаО)нас и (СаО) – концентрация оксида кальция в шлаке соответственно у поверхности кусков извести (концентрация насыщения) и в основной массе шлака; S – суммарная поверхность кусков извести, м2; V – объем шлака, м3.
Суммарная поверхность для частиц сферической формы может быть выражена уравнением [5]: ![]() , (14)
, (14)
где М – общая масса частиц, кг; rтв. – плотность частиц, кг/м3; d – диаметр частиц, м.
Для моделирования процесса перемешивания применена модель последовательно расположенных ванн [4]. Изменение во времени концентрации вещества С для последующих ванн выражается уравнением: ![]() , (15)
, (15)
где ri и ri-1 – плотность металла в i-й и i-1 последовательной ванне, кг/м3; Q – поток металла между ваннами, м3/с; Vm – объем одной ванны, м3; ![]() – коэффициент массопереноса вещества через пограничный слой металл-шлак,
– коэффициент массопереноса вещества через пограничный слой металл-шлак, ![]() (где Р – величина, численно характеризующая мощность перемешивания расплава), м/с.
(где Р – величина, численно характеризующая мощность перемешивания расплава), м/с.
Обязательным условием для составления математической модели является выполнение закона сохранения массы, на основе которого составляются мгновенные материальные балансы.
Блок-схему модели условно можно разделить на несколько частей, включающих расчеты следующих показателей – времени взаимодействия раскислителя с оксидами шлака; количества раскислителя, пошедшего на восстановление металла из оксидов шлака; состава металла в объеме и состава оксидного расплава; активности компонентов металлической и шлаковой фаз; скорости реакций взаимодействия раскислителей с оксидами шлака; коэффициентов массопереноса взаимодействующих элементов в металле и шлаке; массы шлаковой и металлической фаз; скорости растворения извести в шлаке; состава металлической и шлаковой фаз; основности шлака.
Структурная схема модели представлена на рисунке 2.
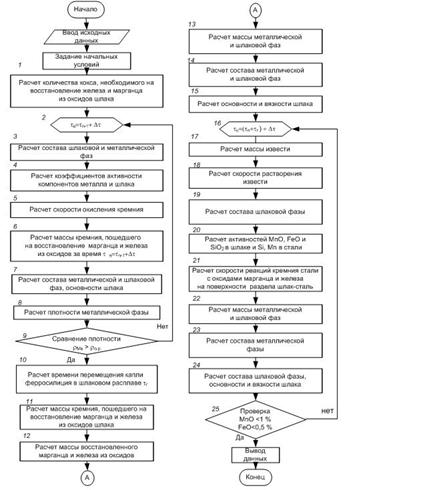
Рисунок 2 – Блок-схема математической модели
Ниже приведены значения заданной погрешности вычисления для различных параметров, принятые при расчетах (табл. 1).
Таблица 1 – Заданная погрешность вычислений опытных параметров
|
Параметр |
Заданная погрешность расчета |
|
Масса металла, кг |
10 |
|
Масса шлака, кг |
10 |
|
Содержание марганца в металле, % |
0,001 |
|
Содержание кремния в металле, % |
0,001 |
|
Содержание марганца в шлаке, % |
1,0 |
|
Содержание кремния в шлаке, % |
1,0 |
|
Содержание железа в шлаке, % |
0,1 |
|
Основность шлака |
0,1 |
|
Масса присадки, кг |
1,0 |
Исходными данными для начала работы системы «Советчик мастера» служат:
- параметры состояния металла: масса на момент времени t1, кг; температура, оС, состав, масс. %;
- параметры состояния шлака: масса окислительного шлака на момент времени t1, кг; основность, единицы; состав, масс. %;
- химический состав кокса;
- параметры ферросилиция: химический состав, масс. %; масса, кг;
- параметры футеровки: масса смываемой за плавку футеровки, кг; состав, масс. %;
- параметры извести: масса извести, кг; время полного растворения извести в шлаке, мин; состав извести, масс. %;
- параметры агрегата, диаметр ванны на уровне шлакового пояса, м, глубина ванны, м;
- дискретность выполнения расчетов, с.
Принцип выполнения расчетов выглядит следующим образом: зная состав металла и шлака, можно рассчитать состав этих фаз после введения кокса. Этот состав является исходным на момент времени t1.
После введения ферросилиция можно рассчитать состав металла и шлака на момент времени t2 = t1 + Dt, где Dt - дискретность выполнения расчетов (блок 1, 2, 3).
В блоке 4 выполняется расчет коэффициентов активности элементов металлической фазы по методике, предложенной авторами [6], и шлаковой фазы [7]. Скорость окисления кремния ферросилиция рассчитывается в блоке 5 по уравнению (12). В блоке 6 производится расчет количества кремния, пошедшего на восстановление оксидов шлака. В блоке 7 производится расчет состава металлической и шлаковой фаз, блок 8 – рассчитывается плотность металлической фазы
Блок 9 – производится сравнение плотности металлической фазы и плотности жидкого шлакового расплава. При выполнении условия rМе > rо.р. переходим к расчету времени перемещения капли металла в оксидном расплаве (блок 10).
В блоке 11 производится расчет массы кремния, которая расходуется на восстановление металлов из оксидов шлака и массы восстановившегося элемента (блок 12). Затем рассчитываются массы металла и шлака путем решения системы трех балансовых уравнений: суммарный материальный баланс, баланс восстановленного элемента, баланс кремния (блок 13), состав металла и шлака (блок 14) и основность и вязкость шлака (блок 15).
Затем производится расчет массы, скорости и времени растворения извести (блоки 17, 18).
Далее выполняется расчет состава шлаковой фазы и коэффициентов активностей компонентов металлической и шлаковой фаз (блоки 19, 20). Активности элементов в металлической фазе рассчитывали с использованием параметров взаимодействия первого порядка, а активности компонентов шлаковой системы оценивали по методике, разработанной авторами [6], и скорости реакции восстановления оксидов, растворенных в стали.
После прохождения блока 20 производится расчет скоростей реакции восстановления металлов из оксидов шлака кремнием, растворенным в стали (блок 21). Далее производится расчет массы и состава металлической и шлаковой фаз (блок 22, 23, 24).
Вычисления производятся до тех пор, пока содержание металла в виде оксида в шлаковой фазе не будет меньше заданной величины точности расчета по данному компоненту.
Для доказательства адекватности модели провели опытные плавки на агрегате «ковш-печь» ОАО «НкМК». Плавление и окислительный период плавки проводили в соответствии с действующей в цехе технологической инструкцией. После выпуска плавки из печи ковш с металлом подавали на агрегат «ковш-печь», где производили замер количества шлака в ковше. После этого на поверхность шлака присаживали коксовую мелочь в количестве 50 – 100 кг и делали выдержку 10–20 мин. Затем присаживали ферросилиций ФС65, ФС75 в количестве, обеспечивающем содержание кремния в стали ближе к верхнему пределу. Одновременно с присадкой кремния вводили известь в количестве, обеспечивающем получение жидкоподвижных шлаков. Присадку материалов производили в условиях перемешивания металла инертным газом. Длительность периода обработки составляла 40–70 мин. В ходе экспериментов контролировали химический состав стали путем отбора проб металла и шлака с хронометрированием всех технологических операций.
Исходные данные каждой плавки были введены для расчета в программу «Советчик мастера». Результаты изменения содержания марганца и кремния по ходу некоторых плавок в отобранных пробах металла и содержание марганца и кремния, полученные расчетным путем для тех же контрольных точек по времени, приведены в таблице 2.
Таблица 2 – Изменение содержания марганца и кремния при выплавке стали марки 25Г2С, %
|
№ плавки |
№ * пробы |
Опытные плавки |
Расчетные данные |
Невязка |
|||
|
Mn |
Si |
Mn |
Si |
Mn |
Si |
||
|
1 |
1 |
0,98 |
0,85 |
1,01 |
0,90 |
0,02 |
0,05 |
|
2 |
1,11 |
0,75 |
1,15 |
0,70 |
0,04 |
0,04 |
|
|
3 |
1,35 |
0,69 |
1,36 |
0,74 |
0,01 |
0,05 |
|
|
4 |
1,45 |
0,66 |
1,46 |
0,70 |
0,01 |
0,04 |
|
|
5 |
1,47 |
0,64 |
1,46 |
0,70 |
0,01 |
0,06 |
|
|
2 |
1 |
0,94 |
0,86 |
0,98 |
0,92 |
0,04 |
0,06 |
|
2 |
1,07 |
0,77 |
1,12 |
0,80 |
0,05 |
0,03 |
|
|
3 |
1,31 |
0,63 |
1,33 |
0,70 |
0,02 |
0,06 |
|
|
4 |
1,39 |
0,61 |
1,41 |
0,68 |
0,02 |
0,07 |
|
|
5 |
1,42 |
0,60 |
1,41 |
0,68 |
0,02 |
0,08 |
|
|
3 |
1 |
1,22 |
1,10 |
1,18 |
0,72 |
0,04 |
0,03 |
|
2 |
1,29 |
0,89 |
1,25 |
0,82 |
0,04 |
0,07 |
|
|
3 |
1,37 |
0,79 |
1,33 |
0,77 |
0,02 |
0,02 |
|
|
4 |
1,47 |
0,70 |
1,48 |
0,75 |
0,01 |
0,05 |
|
|
5 |
1,47 |
0,70 |
1,48 |
0,75 |
0,01 |
0,05 |
|
|
* - пробы 1, 2, 3, 4, 5 – рафинировочные, взятые через 10, 20, 30, 40 и 60 мин после присадки ферросилиция. |
|||||||
Невязка содержания для марганца равна 0,01–0,04%, а для кремния 0,01–0,08%. Относительная ошибка составляет 2–4% для марганца, а для кремния – 6–8%, что находится в допустимых пределах (не более 10%).
Таким образом, можно сказать, что разработанная модель адекватно отражает основные особенности рассматриваемого процесса и позволяет спрогнозировать процесс восстановления металлов из оксидов, а также оценить окисленность шлака.
Рецензенты:
Сапожков С.Б., д.т.н., профессор, заведующий кафедрой естественно-научного образования Юргинского технологического института (филиал) Томского политехнического университета, г. Юрга.
Сенкус В.В., д.т.н., профессор кафедры экологии и техносферной безопасности, Новокузнецкий институт (филиал) Федерального государственного бюджетного образовательного учреждения высшего профессионального образования «Кемеровский государственный университет», г. Новокузнецк.
Библиографическая ссылка
Гизатулин Р.А., Валуев Д.В., Серикбол А.С. ПОВЫШЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ВОССТАНОВИТЕЛЬНЫХ ПРОЦЕССОВ ПРИ ОБРАБОТКЕ СТАЛИ В АГРЕГАТЕ «КОВШ-ПЕЧЬ» // Современные проблемы науки и образования. 2014. № 3. ;URL: https://science-education.ru/ru/article/view?id=12800 (дата обращения: 27.06.2026).