



Введение
Несмотря на длительную историю эксплуатации в нефтегазовой отрасли бурильных труб и связанное с этим их постоянное совершенствование, остаётся риск обрыва бурильной колонны в устье. Одна из наиболее распространенных причин поломки – разрушение по телу резьбы в замковом резьбовом соединении. Прочность и долговечность резьбового соединения зависят от его конструкции, применяемого материала и точности изготовления.
Бурильные трубы изготавливают как из стали, так и из лёгких сплавов. В стандартах нормированы разные группы прочности. В настоящее время для наиболее нагруженных утяжелённых бурильных труб (УБТ) применяются легированные стали, в частности 40ХГМА, 40ХН2МА (σв ~ 950 МПа), а за рубежом их аналоги 1.2311 и 1.2312. Для большего повышения прочности применяют различные методы упрочнения, среди которых выделяется обкатка впадины резьбы роликом. Такая обработка позволяет не только повысить механические характеристики в опасной зоне, но и создать предварительные напряжения сжатия [3].
К конструкторским возможностям повышения долговечности резьбовых соединений относятся решения различной глубины: от оптимального подбора диаметров трубы и типоразмера резьбы до внесения изменений в конструкцию и создание новых соединений.
Коническая резьба треугольного профиля в сочетании с упорными торцами замка имеет множество параметров, комплексное нормирование которых является нетривиальной задачей. Это привело к введению, помимо нормирования каждого элемента профиля, интеграционного параметра – осевого натяга, который индицирует степень свинчиваемости детали с калибром. Однако существующий уровень развития металлообработки даёт возможность значительно повысить точность изготовления резьбы. Так, применение полнопрофильных твёрдосплавных пластин в сочетании с оснасткой, точно устанавливаемой на станок, позволяет достигнуть точности элементов профиля треугольной резьбы, значительно превосходящей установленной в стандартах. Использование станков с ЧПУ с независимыми приводами вместо специальных труборезных позволяет гибко варьировать такие параметры, как диаметры резьбы и конусность. В актуальных отечественных стандартах различного возраста и зарубежных приведены различные допуски на элементы резьбы, в частности различная степень несимметричности допусков на конусность. Так, в стандарте API Spec 7-2 [5] не допускается замыкание резьбы по малому торцу ниппеля (для резьбы с наружными упорными торцами) в отличие от ГОСТ Р 50864-96 [1].
Цель данной работы – оценить, как влияют различные сочетания отклонений параметров профиля (даже в рамках допуска) на поведение НДС при свинчивании ЗРС.
Материалы и методы исследования
Объектом исследования была выбрана резьба З-122 ГОСТ Р 50864-96, она же NC 46 API Spec 7 без зарезьбовой канавки. Профиль резьбы по ГОСТ Р 50864-96 представлен на рис. 1.
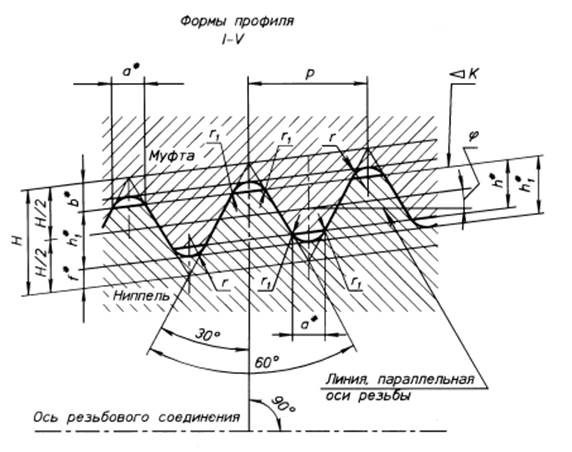
Рис. 1. Резьба по ГОСТ Р 50864-96
Предельные отклонения от номинальных значений параметров резьбы по ГОСТ Р 50864-96 не должны быть более указанных в таблице 1. Для сравнения приведены допуски API SPEC 7-2
Таблица 1
|
ГОСТ Р 50864-96 |
API Spec 7 |
|
Предельные отклонения^ - шага резьбы с полным профилем: на длине 25,4 мм между любыми двумя витками, мм ±0,04 на всей длине, мм ±0,11 - угла наклона боковой стороны профиля 30° ±40 - конусности на длине конуса с полным профилем резьбы, отнесенной к 100 мм: наружного и среднего диаметра резьбы ниппеля, мм +0,25 / -0,25 внутреннего и среднего диаметра резьбы муфты, мм -0,25 Допуск перпендикулярности упорного уступа ниппеля и упорного торца муфты к оси резьбы не должен быть более 0,10 мм, Допуск плоскостности на ширине упорного уступа ниппеля и упорного торца муфты - 0,07 м |
± 0,0015 дюйма (0,038 мм) ± 0,114 мм
среднего конуса 0,25/ –0 среднего конуса +0,00/ –0,25 мм/м
0,05 мм
0,05 мм |
Ввиду невозможности точно варьировать параметрами резьбы в столь узком диапазоне, а также большой сложности определения напряжений в натурном образце резьбы в качестве способа исследования было выбрано конечно-элементное моделирование в среде ANSYS. Такой подход хорошо себя зарекомендовал в ходе исследования НДС при обкатке резьбы роликом [3].
Для исследования были построены геометрические модели соединения З-122 с внесёнными отклонениями профиля:
№ 1. – Номинальная резьба. Для API 7 такая резьба находится на границах поля допуска на конусность.
№ 2. – С крайними отклонениями по шагу (Pмуфты = 6,36, Pниппеля = 6,34) и номинальной конусностью, на диаметр ниппеля внесена компенсация погрешностей шага.
№ 3. – С крайними отклонениями по шагу (Pмуфты = 6,34, Pниппеля = 6,36). Конусность по середине поля допуска.
№ 4. – С крайними отклонениями по шагу (Pмуфты = 6,34, Pниппеля = 6,36). Конусность – номинальная.
Момент затяжки имитировался с помощью задания предварительного натяга в геометрии, создающего сходное давление в зонах контакта.
В качестве модели материала была выбрана упругопластическая билинейная модель, т.к. известно, что при таких моментах затяжки (~ 30 кНм) возможно возникновение пластических деформаций в местах неполного контакта (точка-поверхность).
Результаты исследования и их обсуждение
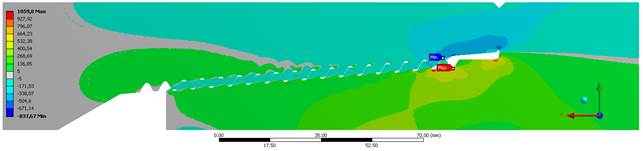
а – образец № 1
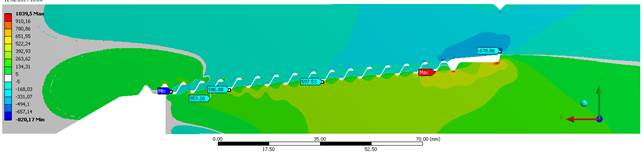
б – образец № 2
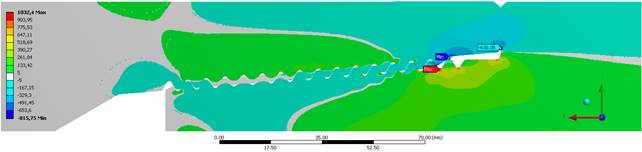
в – образец № 3
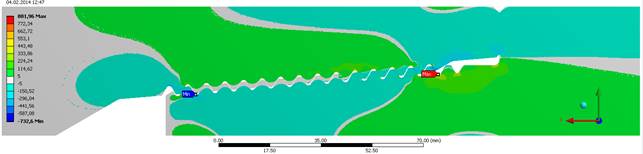
г – образец № 4
Рис. 2. Осевые растягивающие напряжения образцов № 1-4
Несимметричность допусков по конусности обуславливается опасениями возникновения больших растягивающих напряжений как от затяжки, так и от изгибающего момента на конце ниппеля, обладающего меньшим поперечным сечением. Но давно известно [2; 4], что в замковых резьбовых соединениях, как и в любых соединениях с затяжкой по торцам напряжения распределены не равномерно. Максимальные напряжения приходятся на первые витки от упорных торцов, спадая на дальнейших витках постепенно (до 0 для длинных соединений). Такое поведение напряжений отображено образцом № 1, где даже для крайнего по API случая напряжения на малом торце незначительны. Однако при введении погрешности шага (образец № 2) эти напряжения увеличиваются. Напряжения растяжения становятся чуть более равномерно распределёнными. Незначительность уменьшения напряжения в опасном сечении на фоне роста напряжений в других сечениях обуславливается несколько большим моментом затяжки, который в данном методике моделирования сложно контролировать. На образцах № 3 и 4 смоделированы противоположные образцу № 2 отклонения шага, что вызвало увеличение концентрации растягивающих напряжений в опасном сечении. Невысокий рост величины максимального растягивающего напряжения вызван созданием сжимающих напряжений на остальных витках резьбы, на создание их и тратится момент свинчивания. Моделирование образца № 4 показало, что сочетание таких погрешностей шага и конусности выполненной по номиналу вызвало высокие напряжения сжатия на малом торце. Отсутствие диаметральной компенсации погрешностей вызвало недоввинчивание деталей, что выражается в снижении напряжения на замыкающихся торцах и возможной последующей разгемертизации соединения.
Выводы
Как и ожидалось, проведённые исследования показали, что комплексное влияние погрешностей изготовления резьбы на распределение осевых напряжений в деталях замкового соединения носит сложный характер. В некоторых сочетаниях погрешностей (образец № 4) серьёзно увеличивается неравномерность распределения напряжений. Таким образом, ужесточение полей допусков в стандарте API 7 по сравнению с ГОСТ Р 50864 является оправданным.
Наиболее большое влияние на характер напряжений в соединении вносит шаг резьбы. Существующие в стандартах допуски обусловлены конструкцией классически применяемого оборудования, использующего винтовую передачу. Однако всё более широко используемые для изготовления труб нефтегазового сортамента станки с ЧПУ позволяют создавать действительный шаг резьбы более точно и вариативно. Такие технологические свойства позволяют не только повысить точность изделий, стабилизируя их эксплуатационные возможности, но и обратить отклонения шага в свою пользу.
При моделировании разноименных отклонений шага было показано, что в одних случаях (образец № 2) можно получить более равномерное распределение растягивающих напряжений, а в других (образец № 3) – возникновение благоприятных сжимающих напряжений. Для более конкретных рекомендаций требуется более подробное моделирование с совершенствованием методики в части контроля момента свинчивания и введения эксплуатационных нагрузок. Однако уже на данном этапе видно, что ни один из вариантов отклонений шага не имеет безоговорочных преимуществ. Обратить в пользу отклонения по шагу резьбы позволило бы использование на различных участках резьбы различных значений шага резьбы, что возможно на современных УЧПУ. Работы в этом направлении проводились для трапецеидальных конических резьб, однако для замковых резьб с треугольным профилем ввиду своей сложности таких работ не выявлено.
Рецензенты:
Беленький А.Я., д.т.н., профессор, декан МТФ, Пермский национальный исследовательский политехнический университет, г. Пермь.
Иванов В.А., д.т.н., профессор, зав. кафедрой МСИ, Пермский национальный исследовательский политехнический университет, г. Пермь.
Библиографическая ссылка
Халтурин О.А. АНАЛИЗ ВЛИЯНИЯ ОТКЛОНЕНИЙ ГЕОМЕТРИИ НА НАПРЯЖЕНИЯ В ЗАМКОВОМ РЕЗЬБОВОМ СОЕДИНЕНИИ // Современные проблемы науки и образования. 2014. № 2. ;URL: https://science-education.ru/ru/article/view?id=12652 (дата обращения: 30.06.2026).