



Введение
Целью данной работы является анализ конструкции современных КИМ, а также выявление наиболее рационального метода (стратегии) измерения отклонения от параллельности поверхностей корпусной детали на координатно-измерительной машине CarlZeissConturaG2.
Координатно-измерительная машина – это средство измерения, предназначенное для проведения координатных измерений в общем случае не менее чем по трем линейным и угловым координатам, причем хотя бы 1 из координат должна быть линейной [1-6].
Работа КИМ основана на поочередном измерении координат определенного числа точек поверхности детали и последующих расчетов линейных и угловых размеров, отклонений формы и расположения поверхностей.
Для выполнения координатных измерений КИМ оснащают комплексом аппаратных и программных средств.
Базовая аппаратная часть КИМ содержит узлы координатных перемещений:
- измерительные преобразователи (датчики обратной связи);
- измерительные головки;
- управляющий вычислительный комплекс.
Основанием КИМ обычно служит гранитная плита, обладающая наименьшим коэффициентом температурного расширения.
На гранитном основании устанавливаются узлы координатных перемещений (УКП), которые обеспечивают перемещение в трех взаимно перпендикулярных направлениях (рис.1) [1-6].
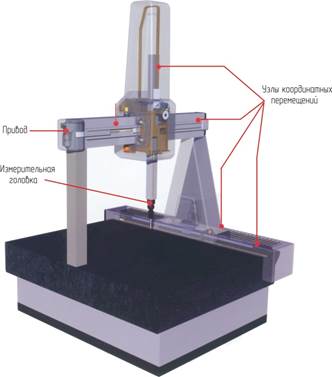
Рис.1. Устройство координатно-измерительной машины
Базовая аппаратная часть обеспечивает перемещение элементов КИМ или детали в системе координат КИМ.
Движение УКП может осуществляться вручную оператором или автоматически по управляющей программе (УП), в этом случае система ЧПУ или управляющий компьютер задают направление и скорость перемещения узлов, которое обеспечивается приводами, в основном электромеханическими.
Современные КИМ обладают высокой точностью измерения и являются одними из самых распространенных средств измерения во всем мире, однако точность измерения на КИМ зависит от многих факторов, одним из которых является стратегия измерения [1-4].
Определение различных размеров и нормируемых геометрических параметров (отклонение расположения, отклонение формы и т. д.) получается не измерением, а расчетом при использовании данных о координатах определенного числа координат измеренных точек [2-5].
В ручном и автоматическом режиме перемещение узлов контролируется измерительными преобразователями (датчиками обратной связи) в направлении всех управляемых координат машины, как линейных, так и угловых (рис. 2).
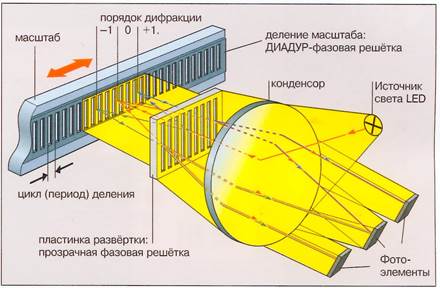
Рис. 2. Устройство датчика обратной связи
Наибольшее распространение имеют измерительные преобразователи, основанные на фотоэлектрическом принципе (шаг современных стеклянных линеек составляет 1 мкм или 0,1 мкм, за счет использования считывания отраженного света, проходящего через фазовую решетку, и учета величины сдвига фаз точность считывания информации повышается на порядок).
Расчеты различных геометрических показателей и размеров осуществляются с помощью ЭВМ, без которой не может работать КИМ. Все ЭВМ, входящие в состав КИМ, имеют набор измерительных программ (алгоритмов). Другими словами, алгоритм применительно к задачам измерения содержит формулы или набор формул, по которым осуществляется расчет определенных параметров по результатам измерения координат отдельных точек.
Задачей оператора является разработка оптимальной стратегии измерения детали, написание программы измерения и анализ полученных результатов.
Корпусные детали машин являются базовыми и достаточно ответственными элементами изделий. В корпусах устанавливают различные детали, механизмы, сборочные единицы, точность взаимного положения которых должна быть обеспечена в процессе работы машин. Корпусные детали должны быть выполнены с требуемой точностью, обладать необходимыми жесткостью и виброустойчивостью, чтобы обеспечить правильное относительное положение соединяемых деталей и узлов, качественную работу механизмов и изделия [2].
Материалы и методы исследования
В качестве измеряемого объекта в работе выбрана деталь корпус. Так как большинство корпусных деталей являются ответственными элементами, то все отклонения размеров и формы ее поверхностей скажутся на дальнейшей собираемости узла или машины, и на самой точности сборки. Собираемость – способность сопрягаемых деталей входить при сборке в сборочную единицу (узел), а сборочных единиц в изделие без каких-либо пригоночных работ, не предусмотренных технологией изготовления [2-4]. Собираемость находится в прямой зависимости от степени совершенства конструкторских, технологических и производственных мероприятий, производимых относительно детали. Поэтому целесообразно будет в качестве измеряемого параметра выбрать непараллельность поверхностей (боковых сторон) данной корпусной детали (рис. 3).
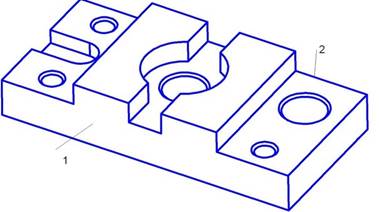
Рис. 3. Корпусная деталь, исследуемые поверхности 1–2
Отклонение от параллельности плоскостей представляет собой разность наибольшего и наименьшего расстояния между прилегающими плоскостями на заданной площади или длине.
Отклонение от параллельности измерялась на КИМ ConturaG2 по следующим стратегиям:
1) расстояние между плоскостью 1 и противоположной плоскостью 2, измеренной по 4 точкам;
2) расстояние между плоскостью 1 и 2 по 8 точкам;
3) расстояние между плоскостью 1 и 2 с помощью функции «Поле линии» – упорядоченный ряд из 40 связанных друг с другом точек.
Процедура контроля осуществлялась в следующей последовательности:
- Установка детали на стол КИМ;
- Базирование детали;
- Измерение необходимого параметра тремя разными стратегиями;
- Распечатка протокола контроля.
Результаты исследования и их обсуждение
Результаты измерения представлены в табл. 1.
Табл1. Результаты измерений
|
Наименование стратегии |
Действительный Размер, мм |
Затраченное время, сек |
|
Пл1 - Пл2 4 точки |
0.0126 |
40 |
|
Пл1 - Пл2 8 точек |
0.0101 |
60 |
|
«Поле линии» 40 точек |
0.0069 |
15 |
Из табл. 1 установлено, что процесс измерения отклонения от параллельности плоскости 1 относительно противоположной плоскости 2 с помощью стратегии «Поле линии», при которой измеряются сразу 40 точек на обеих плоскостях, является наиболее точным и рациональным, так как аппроксимация плоскостей происходит с двух сторон измеряемой детали.
При этом время, затраченное на измерение параметра (15 сек), значительно меньше, чем в предыдущих двух случаях (40 и 60 сек), что является еще одним положительным показателем данной стратегии.
Анализируя таблицу, можно сделать вывод, что из действительных размеров ближе всех к заданному оказался размер, полученный с использованием третьей стратегии – «Поле линии». Это обусловлено в первую очередь большим количеством взятых точек, что значительно увеличивает вероятность получения более точного результата. Данный метод однозначно способен обеспечить точность в заданном поле допуска.
Выводы
Из анализа технологии координатных измерений на КИМ следует, что результат измерения – это только приближение или оценка значения измеряемого параметра, таким образом, результат будет полным только при количественной оценке его неопределенности. Точная формулировка неопределенности становится все более и более важным моментом, поскольку все больше и больше компаний стремятся поддерживать единство измерений в соответствии с ISO 9000. Стремление измерять ответственные детали с высокой точностью является актуальной задачей современного машиностроения. В работе показано, что применение координатно-измерительных машин позволяет с высокой точностью, без применения дополнительной оснастки измерять отклонения от параллельности корпусных деталей.
Доказано, что увеличение количества точек, измеряемых в процессе контроля, ведет к увеличению точности контроля. При измерении партии деталей целесообразнее производить автоматизированный контроль по методике измерения плоскости по линии по 40 точкам.
Рецензенты:
Беленький В.Я., д.т.н., профессор, декан МТФ Пермский национальный исследовательский политехнический университет, г. Пермь.
Иванов В.А., д.т.н., профессор, зав. кафедрой МСИ Пермский национальный исследовательский политехнический университет, г. Пермь.
Библиографическая ссылка
Плюснина С.С., Абляз Т.Р. КОНТРОЛЬ ОТКЛОНЕНИЯ ОТ ПАРАЛЛЕЛЬНОСТИ ПОВЕРХНОСТЕЙ ДЕТАЛИ НА КИМ // Современные проблемы науки и образования. 2014. № 2. ;URL: https://science-education.ru/ru/article/view?id=12611 (дата обращения: 30.06.2026).