



Введение
Большинство предприятий применяют технологии пакетной резки листовых металлов с целью снижения затрат на производство годной продукции. Широкое применение в этой области нашли гидроабразивная и лазерная резки. Однако данные методы не могут быть применимы для обработки высокоточных деталей, так как имеют ряд существенных недостатков [1,7]. В связи с этим на предприятиях все чаще применяют технологию обработки пакетированных заготовок методом электроэрозионного вырезания (ЭЭВ). Процесс электроэрозионного вырезания осуществляется на проволочно-вырезных электроэрозионных станках. Высокая точность и качество обработанных поверхностей делают данный вид обработки незаменимым в современном машиностроении.
Для обеспечения точности процесса ЭЭО пакетированных заготовок необходимо определить величину межэлектродного и межслойного зазоров.
При разработке управляющей программы для проволочно-вырезных электроэрозионных станков оператору необходимо внести в управляющую программу коррекцию траектории движения электрода. Величина коррекции складывается из радиуса электрода-инструмента и величины межэлектродного зазора (рис.1).
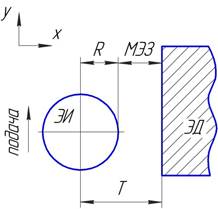
Рис.1. Формирование величины коррекции Т в плоскости обработки XY: R – радиус электрода (м); МЭЗ – межэлектродный зазор (м); ЭИ – электрод-инструмент; ЭД – электрод-деталь; Т – коррекция (м)
При расчете величины межэлектродного зазора необходимо учитывать физическую сущность процесса электроэрозионной обработки, которая заключается в преобразовании электрической энергии искрового разряда, возникающего между электродом-деталью и электродом-инструментом в тепловую энергию, за счет которой происходит разрушение некоторой массы материала.
Так как основной принцип пакетной электроэрозионной обработки заключается в одновременной обработке по заданному контуру нескольких деталей, собранных в единый пакет, следовательно, большое значение для обеспечения точности пакетной резки имеет подготовка листов и правильная сборка пакета.
Листы, предназначенные для пакетной резки, тщательно выправляются, очищаются от грязи, ржавчины, окалины. Особое внимание уделяется состоянию кромок заготовок. Для обеспечения плотного прилегания листов друг к другу необходимо обеспечить отсутствие на них местных отгибов, зазубрин и крупных заусенцев.
При подготовке пакета заготовок, предназначенных для дальнейшей проволочно-вырезной обработки, листы предварительно шлифуются для получения заданной по чертежу толщины детали, а также с целью уменьшения величины межслойного зазора при сборке пакета. Наличие зазоров между заготовками способствует образованию воздушных прослоек, в результате чего снижается стабильность процесса ПВЭЭО.
В работах [1-7] установлено, что межслойный зазор между шлифованными заготовками, собранными в пакет, не превышает 0,10–0,16 мм (рис. 2).
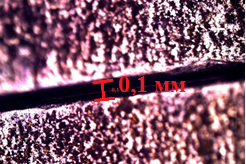
Рис. 2 Межслойный зазор, х100
Подготовленные листы стягиваются между собой струбцинами, либо сварными швами, наложенными по торцам (рис. 3).
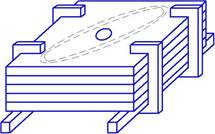
Рис. 3. Схема скрепления заготовок в единый пакет
В настоящее время влияние межслойного зазора между заготовками на стабильность процесса обработки исследовано недостаточно.
Целью работы является исследование процесса ПВЭЭО пакетированных заготовок и разработка технологии, обеспечивающей стабильный процесс резания и заданные показатели точности.
Материалы и методы исследования
В качестве экспериментального оборудования выбран проволочно-вырезной электроэрозионный станок EcoCut. В качестве электрода инструмента выбрана латунная проволока марки BercoCut диаметром 0,25 мм. В качестве рабочей жидкости используется чистая дистиллированная вода. Измерение полученных размеров осуществлялось на координатно-измерительной машине (КИМ) CarlZeissConturaG2 с поворотной головкой RDS. Для эксперимента выбрана заготовка из стали 40Х по ГОСТ 4543-71.
В ходе работы был проанализирован процесс пакетированного вырезания криволинейной поверхности детали статор. Эскиз контура детали представлен на рис. 4. Точность линейных и диаметральных размеров задана по 7 квалитету.
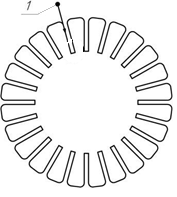
Рис. 4. Траектория движения ЭИ при изготовлении детали статор:
1 – начало программы
Для изучения влияния межслойного зазора на качество и стабильность процесса ЭЭО проведен эксперимент. Обрабатываемые заготовки были собраны в пять отдельных пакетов. В каждом пакете одновременно обрабатывалось по пять заготовок. Размеры и конструктивные особенности пакетов представлены на рис. 5. Зазор между заготовками создавался при помощи стальных вставок.

а б в г д
Рис. 5. Размеры и конструктивные особенности обрабатываемого пакета: а) межслойный зазор 0,1 мм; б) межслойный зазор 0,25 мм; в) межслойный зазор 0,5 мм; г) межслойный зазор 1 мм; д) межслойный зазор 2 мм
Детали, представленные на рис.5а, собирались в пакет с минимальным зазором, не превышающем 0,1 мм. Максимальный межслойный зазор, рассмотренный в эксперименте, не превышал 2 мм (рис.5д).
По данным технологических таблиц фирмы Electra были подобраны режимы, обеспечивающие производительность резки стальной заготовки высотой 10 мм со скоростью 1 мм/мин без обрыва электрода-проволоки. Согласно выбранным режимам: время действия импульса ton = 21 мкс, время бездействия импульса toff = 60 мкс, напряжение в зазоре U = 50 В.
Для определения диапазона режимов обработки, при котором наблюдается стабильная обработка без обрыва электрода, были произведены эксперименты. Режимы обработки и результаты эксперимента представлены в табл. 1, где toffиton параметры импульсов (мкс), I – рабочая сила тока (А), Q – производительность обработки (мм/мин), межслойный зазор не превышает 0,1 мм.
Табл. 1. Результаты эксперимента
|
Количество заготовок в пакете, шт |
Параметры импульсов, мкс |
||||
|
ton=21;toff=60 |
ton =1; toff =30 |
ton =30; toff =51 |
|||
|
1 |
I=2 |
Q = 2.5 |
I=0.5 |
Q= 0,7 |
Обрыв ЭИ |
|
5 |
I=2 |
Q= 1.1 |
I=0.5 |
Q= 0.6 |
Обрыв ЭИ |
|
10 |
I=2.2 |
Q= 0.9 |
I=0.4 |
Q= 0.3 |
Обрыв ЭИ |
|
15 |
I=2.2 |
Q= 0.7 |
I=0.4 |
Q= 0.2 |
Обрыв ЭИ |
|
20 |
I =2.2 |
Q=0,5 |
I=0.4 |
Q=0.1 |
Обрыв ЭИ |
Расчет величины коррекции Т осуществлялся по формуле:
![]()
где К = ![]() ); ств – удельная теплоемкость твердого металла (Дж/кг·К); сж – удельная теплоемкость жидкого металла (Дж/кг·К); m – масса материала (кг);
); ств – удельная теплоемкость твердого металла (Дж/кг·К); сж – удельная теплоемкость жидкого металла (Дж/кг·К); m – масса материала (кг); ![]() – разности температур начальной и конечной для каждого из этапов нагрева, (К); λп – удельная теплота плавления металла (Дж/кг); r – удельная теплота парообразования металла (Дж/кг); ηи – коэффициент, учитывающий долю полезного использования энергии импульса; h – высоты собранного пакета (м); ρ – плотность обрабатываемого материала (кг/м3); Qл(q,h) – линейная скорость обработки, заданная функцией, зависящей от скважности импульсов и высоты обработки (м/с).
– разности температур начальной и конечной для каждого из этапов нагрева, (К); λп – удельная теплота плавления металла (Дж/кг); r – удельная теплота парообразования металла (Дж/кг); ηи – коэффициент, учитывающий долю полезного использования энергии импульса; h – высоты собранного пакета (м); ρ – плотность обрабатываемого материала (кг/м3); Qл(q,h) – линейная скорость обработки, заданная функцией, зависящей от скважности импульсов и высоты обработки (м/с).
Результаты исследования и их обсуждение
При обработке пакетированных заготовок с межслойным зазором, не превышающим 0,1 мм (рис.5а), наблюдалось стабильное синее искрообразование, характерное для резки сплошных стальных заготовок. Скорость резания составляла 1 мм/мин, что соответствовало технологической документации. Таким образом, влияние межслойного зазора на процесс резания отсутствовало.
Обработка пакетированных заготовок с межслойным зазором 0,25 мм (рис. 5б) сопровождалась красным искрением на входе и выходе электрода-инструмента. Процесс характеризовался нестабильностью искрообразования, в процессе резания наблюдались остановки электрода-инструмента, обрывов электрода не наблюдалось. Неоднократные остановки проволоки приводят к повышению времени обработки. Скорость резания составила 0,9 мм/мин.
При обработке заготовок с межслойным зазором, превышающим 0,25 мм (рис.5б-д), процесс резания был нестабильным. Красное искрение наблюдалось в течение всего времени обработки. Наблюдались неоднократные обрывы электрода инструмента. В местах обрыва электрода, на обработанной поверхности наблюдались глубокие следы, в результате этого снижалось качество обработки. Нестабильность процесса резания при наличии межслойного зазора объясняется попаданием в межэлектродный промежуток воздуха. Скорость резания составляла 0,7–0,8 мм/мин.
Из результатов эксперимента (табл.1) следует, что при ПВЭЭО пакетированных заготовок с межслойным зазором, не превышающим 0,1 мм, факторами, влияющими на обрыв электрода, являются параметры импульсов. Увеличение высоты собранного пакета ведет к снижению производительности обработки, в результате чего процесс ПВЭЭО становится экономически не выгоден. В результате экспериментов установлено, что обработку листов статора целесообразнее проводить на режиме ton= 21 мкс;toff= 60 мкс при сборке в пакет 15 заготовок. Пользуясь выражением (1), для полученного режима резания рассчитывается величина коррекции траектории, T = 0,165 мм. При обходе контура против часовой стрелки коррекция T будет внесена в управляющую программу командой G41 d = 0,165.
Выводы
Стабильность процесса ПВЭЭО пакетированных заготовок с минимальным межслойным зазором объясняется тем, что рабочая жидкость, подаваемая в межэлектродный промежуток со скоростью Vрж, не разбрызгивается и проникает по всей высоте обрабатываемой детали. В результате на протяжении всего времени обработки между электродом-инструментом и электродом-деталью возникает стабильный канал проводимости с постоянной энергией импульса.
Рассчитанная коррекция внесена в управляющую программу.
Полученные режимы резания позволяют изготавливать деталь в соответствии с заданной точностью без обрыва электрода инструмента.
Рецензенты:
Беленький В.Я., д.т.н., профессор, декан МТФ Пермский национальный исследовательский политехнический университет, г. Пермь.
Синани И.Л., д.т.н., профессор кафедры СПиТКММТФ Пермский национальный исследовательский политехнический университет, г. Пермь.
Библиографическая ссылка
Иванов В.А., Абляз Т.Р. ЭЛЕКТРОЭРОЗИОННАЯ ОБРАБОТКА ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ, СОБРАННЫХ В ЕДИНЫЙ ПАКЕТ // Современные проблемы науки и образования. 2014. № 2. ;URL: https://science-education.ru/ru/article/view?id=12609 (дата обращения: 30.06.2026).