



В современном машиностроении происходит постоянное усложнение конструкций, увеличение номенклатуры, сокращение сроков и снижение затрат на изготовление изделий. В работе [19] утверждается, что при такой тенденции развития машиностроения происходит частичная загрузка оборудования, не эффективное использование, а режимы обработки, не форсированные даже для инструмента со сменными твердосплавными пластинами. При этом создаются предпосылки нерациональной эксплуатации инструмента и повышенного его расхода, так как типичной становится ситуация, при которой инструмент отправляется на заточку, хотя он еще находится в рабочем состоянии [19]. По исследованиям А.Л. Плотникова, на практике часто оказывается так, что назначенная стойкость режущего инструмента больше действительной стойкости на 5–60 % и более процентов [6]. Результаты исследований в работах [12, 25] показывают, что затраты времени на выявление и ликвидацию преждевременного износа инструмента в среднем составляют 10 % общего времени работы станочного оборудования. Лезвийная обработка деталей на автоматизированном станочном оборудовании подразумевает сложные физические процессы резания материалов, в которых можно отметить целый комплекс более простых процессов – это механическое взаимодействие компонентов системы резания (деформация и разрушение материала, образование новой поверхности), теплообмен между компонентами системы резания и рассеяние энергии. Процессы резания при лезвийной обработке деталей протекают в динамическом характере с возникновением вибраций в системе резания.
Динамический характер процесса резания в работах [2, 4, 5, 21] объясняется протеканием с различной скоростью процессов вибраций, износа РИ, распределения тепла между компонентами системы резания. В работах [3, 9] рассматривается процесс резания как сложная динамическая система, где протекают нелинейные процессы, характерными особенностями которых являются изменения во времени свойств обрабатываемого и инструментального материалов. В работе [24] М.Е. Эльясберг установил, что появление возмущения в упругой системе должно привести к изменению состояния деформированной зоны и к соответствующему изменению сил резания. Это изменение не может распространяться мгновенно на всю зону, что вызывает запаздывание во времени сил резания. Автоколебания возникают в результате наличия запаздывающих сил во времени, раскачивающих систему, что также подтверждается в работах [7, 22]. Одной из существенных причин авторы работы [7] указывают на запаздывание сил резания по отношению к соответствующим возмущениям, возникающим при деформации материала в локальной зоне при резании материалов.
Н.А. Дроздов впервые опроверг трактовку вибраций при резании материалов как вынужденных колебаний и показал, что наблюдаемые вибрации нельзя объяснить резонансом вследствие совпадения частоты скалывания элементов стружки с частотой собственных колебаний обрабатываемого материала. Возникновение колебаний при резании им впервые было объяснено воздействием периодических сил резания и трения на систему резания [37].
Из теории резания [8, 13, 14, 15, 16] известно, что при силовом взаимодействии материалов в зоне контакта образуются деформации, приводящие к колебаниям контактирующих тел. Внедрение клина инструмента сопровождается сжатием обрабатываемого материала [8, 14, 23]. При достижении критического значения действующего напряжения у режущей кромки начинается отделение срезаемого слоя от материала заготовки, что сопровождается сдвигом материала. Образовавшаяся стружка перемещается вдоль поверхности сдвига с большим ускорением и интенсивным уменьшением сопротивления сдвигу, а также вверх вдоль передней грани инструмента. При этом она претерпевает дополнительные деформации, которые приводят к неоднородному упрочнению стружки по сечению [20]. Затем сдвиг прекращается, а движение стружки вдоль передней поверхности становится более равномерным и продолжается до момента ее удаления из зоны контакта.
В силу различия характера деформационных процессов сила резания не является постоянной величиной [1, 8] и претерпевает периодические изменения, что порождает слабое магнитное поле [18]. Но скорость, глубина резания и подача в сочетании со свойствами обрабатываемого материала оказывают существенное влияние на характер деформационных процессов [1]. В результате варьируются объем зоны деформирования, скорость сжатия, скорость сдвига, скорости упрочнения и разупрочнения элементов системы резания [20]. Весьма существенное влияние на эти процессы оказывает скорость тепло- и массообмена между элементами системы резания [2]. В конечном итоге это приводит к образованию различных видов стружки и разному качеству обработанной поверхности [20].
А.Д. Макаров экспериментально установил, что интенсивность процесса изнашивания инструмента находится в сложной зависимости от контактных процессов, происходящих на поверхностях инструмента. А.Д. Макаров выделил основные факторы, влияющие на интенсивность процесса изнашивания инструмента: адгезионные и диффузионные процессы между обрабатываемым и инструментальным материалами, механическое зацепление и разрушение неровностей контактных поверхностей, удаление и перенос инструментального материала на поверхность обрабатываемого материала, наклеп обработанной поверхности, силы и коэффициенты трения на поверхностях инструмента и др. [16].
Одной из причин снижения стойкости инструмента авторы в литературе [11] указывают на изменение физико-механических свойств инструмента одной марки как внутри партии, так и между партиями одного завода-изготовителя или разных заводов, которые достигают двукратного уровня и более. При этом все партии твердосплавных инструментов укладываются в допуски, установленные нормативно-технической документацией.
На рис. 1 представлены данные (гистограммы и теоретические кривые) о разбросе термоэлектрических свойств твердосплавных режущих пластин Т15К6 (ГОСТ 190044-80, 01114, Ø15,875 мм), полученные в результате сортировки трех партий спекания различных предприятий-изготовителей при точении стали 45 на режимах резания V = 100 м/мин, S = 0,1 мм/об, t = 1 мм [17]. Данные показывают, что изменение значений термоЭДС лежит в широких пределах, а, следовательно, и физико-механических свойств инструмента [6].
По данным [6], «…ТУ или ГОСТ на режущие свойства твердого сплава допускает 1.5-2-кратное изменение режущих свойств внутри марочного состава из-за изменения качества связующей кобальтовой фазы (количество растворенного в ней вольфрама) …», причем «…между партиями спекания эти изменения достигают 2–3-кратной величины…».
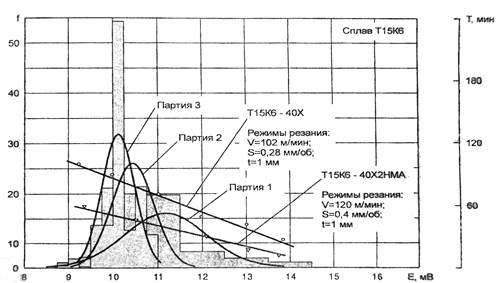
Рисунок 1. Разброс термоэлектрических свойств и стойкости различных партий твердосплавных пластин марки Т15К6 [6]
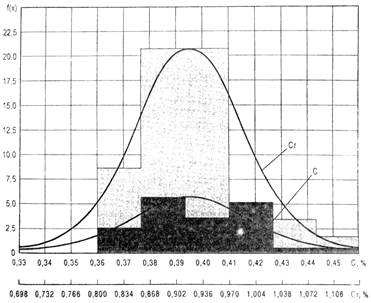
Рисунок 2. Разброс химического состава стали марки 40Х по углероду и хрому [6]
Разброс физико-механических свойств сталей, как и разброс свойств твердого сплава, порожден технологическими особенностями металлургического производства. На рис. 2 приведены данные о разбросе химического состава стали 40Х. Представленные кривые (гистограммы и теоретические кривые) были получены обработкой результатов химического анализа по углероду и хрому тридцати пяти плавок стали. Изменение содержания углерода находится в пределах 0.36–0.44 %, хрома 0.8–1.14 %, что соответствуют ГОСТ 4543-71, но вместе с тем порождает изменение физико-механических свойств и обрабатываемости партии стали. Для стали 40ХН2МА изменение содержания углерода находится в пределах 0.37–0.44 %, хрома 0.6–0.9 % по ГОСТ 4543-71. Диапазон колебаний термоэлектрических свойств при обработке РИ Т15К6 стали 40ХН2МА на режимах (V= 120 м/мин, S= 0.4 мм/об, t= 1 мм) составляет 9–14 мВ, причем стойкость РИ варьируется от 60 до 25 мин (рис. 1) [6].
Для автоматизированного станочного оборудования неоднородность режущих свойств твердосплавного инструмента и изменение физико-механических свойств сталей приводят к вынужденным простоям для замены изношенного раньше времени инструмента, а при отсутствии активного размерного контроля к появлению брака в обработке [6].
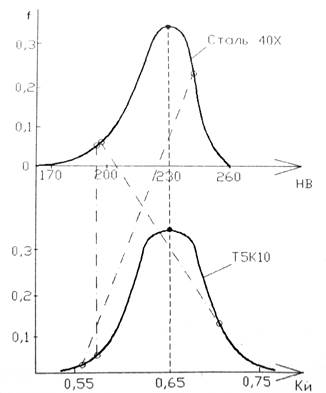
Рисунок 3. Варианты собираемости контактных пар «Сталь 40Х – Твердый сплав Т5К10» [6]
В работе [17] указывается, что в производственных условиях формирование контакта в паре, например, «сталь – твердый сплав» происходит неорганизованно, случайно (рис. 3). При назначении режимов резания авторы, как правило, принимают средние, наиболее вероятные значения параметров обрабатываемого и инструментального материалов (пунктирная линия), хотя в реальных условиях состыковываться могут абсолютно любые пары (штрихпунктирные линии). Худшим вариантом для выполняемого процесса резания на автоматизированном станочном оборудовании является сочетание низких режущих свойств инструмента (Ки = 0.55) и высокой твердости обрабатываемой стали (НВ = 260). Величина термоЭДС в этом случае будет иметь высокое значение, а назначенный период стойкости инструмента по наиболее вероятным параметрам будет намного отличаться от действительного периода стойкости инструмента.
Для контактируемой пары «сталь 45 – Т5К10» при режимных параметрах (V = 168 м/мин, S = 0.34 мм/об, t = 2 мм, hз = 0,8 мм, резание без СОЖ) по данным [6] назначенный период стойкости составил 60 мин, при этом действительный период стойкости лежал в диапазоне от 5 до 57 мин. Все партии испытуемых пластин соответствовали техническим условиям на изготовление и не содержали брака [6].
Таким образом, исходя из вышесказанного, можно выделить основные причины снижения стойкости режущего инструмента:
- Неоднородность структуры обрабатываемого и инструментального материалов;
- Изменение физико-механических и теплофизических свойств обрабатываемого и инструментального материалов одной марки как внутри партии, так и между партиями одного завода-изготовителя или разных заводов;
- Неоднородность пластической деформации обрабатываемого материала;
- Неустойчивый характер стружкообразования (формирование различных типов стружек, образование нароста, цикличность стружкообразования);
- Изменение сил во времени при резании материалов;
- Нарастающий во времени износ инструмента;
- Колебания технологической системы.
Не все причины можно явно изменять в процессе резания материалов, так нельзя изменять неоднородность и пластическую деформацию обрабатываемого материала, но можно изменять силы резания, нарастающий во времени износ инструмента, вибрации с помощью варьирования режимов резания. Дополнительно можно производить оперативный контроль физико-механических и теплофизических свойств обрабатываемого и инструментального материалов, непосредственно перед процессом резания или в процессе резания и вводить коррекцию на режим резания.
Рецензенты:
Плотников А.Л., д.т.н., профессор, заместитель декана по научной работе, Волгоградский государственный технический университет, г. Волгоград.
Игнатьев А.А., д.т.н., профессор, заведующий кафедрой «Автоматизация, управление, мехатроника», Саратовский государственный технический университет, г. Саратов.
Библиографическая ссылка
Иващенко А.П. АНАЛИЗ И СИНТЕЗ ПРИЧИН, ПРИВОДЯЩИХ К СНИЖЕНИЮ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА ПРИ РЕЗАНИИ МАТЕРИАЛОВ // Современные проблемы науки и образования. 2013. № 6. ;URL: https://science-education.ru/ru/article/view?id=11435 (дата обращения: 17.07.2026).