


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
DETERMINATION OF THE SURFACE PARAMETERS OF THE ABRASIVE TOOL

Геометрия рабочей поверхности абразивного инструмента влияет на ход процесса шлифования, его выходные параметры, такие как сила резания, температура, толщина единичных срезов, шероховатость обработанной поверхности, наличие повреждений поверхности и другие.
Технология производства абразивного инструмента позволяет задавать первоначальные его характеристики в широком диапазоне. В то же время абразивный инструмент характеризуется способностью изменять геометрию своей поверхности в процессе работы. Такое отличие определяет все плюсы и минусы процесса шлифования. Так постоянное обновление активных зёрен в процессе самозатачивания обеспечивает непрерывный процесс обработки, но отсутствие самозатачивания или неравномерное изнашивание требует остановки процесса и восстановления геометрии в результате правки. О стабильности процесса самозатачивания можно судить по стабильности геометрии рабочей поверхности абразивного инструмента.
Поскольку характер изменения параметров рабочей поверхности абразивного инструмента в каждом конкретном случае (вид обработки, оборудование, характеристики инструмента, обрабатываемый материал, режимы, СОЖ, правящий инструмент и др.) различный, то их получение позволяет принимать решения по оптимизации процесса обработки.
Цель исследования
Снижение трудоёмкости определения характеристик рабочей поверхности абразивного инструмента.
Материал и методы исследования
Существуют различные способы для получения информации о рельефе рабочей поверхности шлифовального круга.
Например, для определения количества зёрен существует способ прокатывания фольги с изолирующим покрытием между рабочей поверхностью инструмента и специальным роликом [3]. Способ не позволяет определять расстояние между зернами и их геометрией. Сущность другого способа заключается в получении реплики на свинцовой пластине, далее с помощью визуального осмотра определяют количество отпечатков и их размеры. Данная методика требует подготовки специальных пластин, а визуальный подсчет числа отпечатков весьма трудоемок [5].
Левин Р. В. предлагает способ определения плотности распределения вершин абразивных зерен в объеме режущего слоя абразивного инструмента, заключающийся в том, что поверхность абразивного инструмента профилируют ножевидным щупом с дугообразной кромкой, по данным профилограммы определяют количество вершин выступов на трассе в различных интервалах высоты и длину трассы, при этом определяют относительную опорную длину профиля по интервалам высоты, а искомую плотность распределения определяют по формуле [2]. Однако для осуществления данного способа необходимо использовать специальное оборудование - ножевидный щуп с дугообразной кромкой.
Степанов Ю. С. предлагает определять микрогеометрии поверхности, профилометрированием исследуемой поверхности по прямолинейной трассе в направлении, перпендикулярном следам обработки, фиксируя при этом отклонения профиля поверхности, параллельно через шаг измерения повторяют, для образования топографической базовой площадки дополнительно исследуют поверхность по прямолинейной трассе в направлении, перпендикулярном предыдущим измерениям, с шагом. По полученным отклонениям профиля выделяют координаты узлов каркаса площадки, определяют естественную кривизну топографии исследуемой площадки и аналитическое задание модулей геометрической модели [7].
Реализация данного способа возможна двумя вариантами. Первый предполагает использование специального навесного оборудования, занимающего пространство на станке для абразивной обработки. При этом требуется остановка станка на время измерения и изменение его настроек. Второй предполагает снятие абразивного инструмента со станка, что также приводит к простою оборудования. И второй вариант также не позволяет использовать обычные профилометры со стандартными приспособлениями, поскольку абразивный инструмент представляет собой «большое» тело, по сравнению с исследуемым участком поверхности, требующее надёжной фиксации, тем более при профилометрировании в различных направлениях. В обоих случаях необходимы специальные датчики профилометров, конструкция которых не позволяет «западать» игле в поры абразивного инструмента, что непременно приведёт к выходу из строя оборудования [6].
Результаты исследования и их обсуждение
Разработан способ [1], в котором на поверхность наносится масса, способная принимать её геометрию и сохранять в дальнейшем. Получаемая таким образом поверхность является отражением исходной и несет в себе интересуемые данные. При этом существенно упрощается процесс получения параметров геометрии рабочей поверхности абразивного инструмента, а перенос измерения из рабочей зоны станка позволит проводить исследования не только на опытном участке, но и в условиях производства.
Предлагаемая методика предполагает создание объёмной модели оцениваемой поверхности. Для этого используются всё те же профилограммы, но количество мест оценки увеличивается (их располагают через равные шаги Δx) и ограничивается заданной поверхностью. Траектории перемещения датчика образуют параллельные линии, замкнутые в прямоугольник. Затем, используя существующие программы объёмного моделирования, осуществляем кинематическое построение по сечениям (рисунок 1).
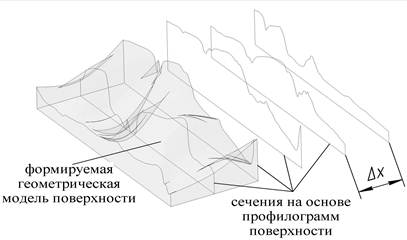
Рисунок 1. Схема построения геометрической модели поверхности реплики
Необходимо учитывать следующие составляющие погрешности предлагаемого способа [4]:
- наличие шероховатости поверхности твердеющей массы;
- наличие ограничений по проникновению массы;
- точность применяемого измерительного оборудования.
Результат профилографирования применяемой твердеющей массы показал, что её шероховатость не превышает 0,05 мкм.
Для оценки второй составляющей погрешности получали отпечатки объектов известной геометрии (проволока диаметров 100, 150, 200, 250, 300 мкм). Проволоку наматывали вплотную на «линейку» и на получаемую поверхность наносили массу. Далее профилографировали отпечаток и, из условия известных диаметров, определяли глубину затекания при расположении объектов на различных расстояниях h (рисунок 2).
Рисунок 2. Определение глубины затекания при расположении объектов на различных расстояниях h
Применяемый профилограф «СЕЙТРОНИК ПШ8-3(С.С.)», согласно паспорту, имеет основную относительную погрешность по измеряемым параметрам (Rmax, Rz) не более ±5 %. Однако о точности передачи поверхности на получаемую профилограмму данных нет. Кроме того игла щуповогопрофилографа из-за своих размеров вносит дополнительную составляющую погрешности.
Игла может проникнуть в паз определенной ширины. Зависимость предельной ширины паза от его высоты представлена на рисунке 3.
Рисунок 3. Зависимость предельной ширины паза от его высоты
При изменении направления профилографирования отпечатки объектов известной геометрии имеют искажение. В частности, при движении по нисходящей траектории происходит «запаздывание». Восходящая траектория более точно повторяет контур. При изменении направления наблюдается аналогичная ситуация (рисунок 4).
Рисунок 4. Величина максимального запаздывания опускания иглы (δ) при движении по дугообразной траектории
Суммарная погрешность будет различная на разных участках профилограммы. Причём полосы погрешностей при построении объёмной модели поверхности трансформируются в поверхность переменной толщины, и при определении параметров по математической модели поверхности это должно учитываться.
По топографии рабочей поверхности абразивного инструмента, представленной в виде массива точек, можно получать его параметры более информационного характера, отражающие его объёмное строение.
Разработаны алгоритмы определения следующих параметров:
- «наибольшая высота поверхности» - расстояние между плоскостью выступов поверхности и плоскостью впадин поверхности в пределах базового участка.
- «опорная площадь поверхности» - сумма площадей поверхностей, отсекаемых на заданном уровне в материале поверхности плоскостью, эквидистантной средней плоскости в пределах базового участка.
- «относительная опорная площадь поверхности» - отношение опорной площади поверхности к базовой площади.
- «площадь разглаженной поверхности» - площадь, получающаяся, если все выступы и впадины поверхности в пределах базового участка разгладить в плоскость.
- «относительная площадь разглаженной поверхности» - отношение площади разглаженной поверхности к площади базового участка;
- «площадь разглаженной поверхности между заданными уровнями» - площадь, получающаяся, если все выступы и впадины поверхности в пределах базового участка между заданными уровнями разгладить в плоскости (рисунок 5);
- «относительная площадь разглаженной поверхности между заданными уровнями» - отношение площади разглаженной поверхности между заданными уровнями к опорной площади поверхности нижнего уровня.
Рисунок 5. Площадь разглаженной поверхности между заданными уровнями
Выводы
- Анализ способов определения параметров рельефа рабочей поверхности абразивного инструмента показал, что наиболее эффективным является способ, основанный на получении математической модели поверхности с использованием реплик, получаемых нанесением твердеющей массы на исследуемую поверхность.
- Погрешность определения параметров рельефа рабочей поверхности абразивного инструмента не постоянна, на разных участках профилограмм. Достоверность результатов снижается при продвижении вглубь инструмента.
- Параметры геометрии рабочей поверхности абразивного инструмента, определяющие её объёмное строение, являются более информативными, по сравнению с традиционными, оцениваемыми по профилю.
- Разработаны алгоритмы определения семи параметров геометрии рабочей поверхности абразивного инструмента, определяющие её объёмное строение.
Рецензенты:
- Тишин О. А., д.т.н., профессор, зав. кафедрой «Технологические машины и оборудование» Волжский политехнический институт (филиал) ГОУ ВПО «Волгоградский государственный политехнический университет», г. Волжский.
- Носенко В. А., д.т.н., профессор, зав. кафедрой «Технология и оборудование машиностроительных производств» Волжский политехнический институт (филиал) ГОУ ВПО «Волгоградский государственный политехнический университет», г. Волжский.
Библиографическая ссылка
Дубина Д.Р., Авилов А.В. ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ ПОВЕРХНОСТИ АБРАЗИВНОГО ИНСТРУМЕНТА // Современные проблемы науки и образования. 2012. № 3. ;URL: https://science-education.ru/en/article/view?id=6361 (дата обращения: 15.06.2026).