


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
REGULATION OF PROCESS FORMATION COAGULATION OF CERAMIC STRUCTURES BASED ON POORLY COMPRESSIBLE MATERIAL

Введение
Теория физико-химической механики дисперсных фаз выявила основные факторы, влияющие на процессы формирования изделий из керамических масс. Для оценки реологических (формовочных) свойств керамических масс принято использовать такие параметры, как вязкость, модули быстрой и замедленной обратимой деформации, эластичность, время релаксации, пластичность. С целью регулирования структурно-механических свойств в увлажненную пастообразную керамическую массу вводят технологические добавки, обволакивающие каждую частицу твердой фазы и образующие коагуляционную структуру, в которой связь между твердыми частицами образуется за счет молекулярных (ван-дер-ваальсовых) и ионных сил. В коагуляционных структурах взаимодействие частиц ограничивается их соприкосновением - непосредственным или через слои дисперсионной среды. Прослойка между твердыми частицами благоприятствует их подвижности и дополнительному развитию пластических свойств структурированной дисперсной системы [6].
На основе физико-химической механики развиваются представления о возможности и эффективности управления структурно-механическими свойствами дисперсных систем и материалов не только за счет механических воздействий, но и, в значительной мере, за счет физико-химических факторов, прежде всего состава среды и малых добавок поверхностно-активных веществ. Последние, концентрируясь на границах раздела (адсорбируясь на поверхности частиц), позволяют при правильном их выборе радикально изменять свойства данной границы в нужном направлении, обеспечивая хорошее сцепление частиц.
Специфической особенностью производства керамических стеновых материалов в Сибирском регионе является использование в качестве основного компонента шихты низкопластичных суглинков с высоким содержанием кварцевых включений. Получение керамических изделий высокого качества на основе наиболее широко распространенного метода пластического формования требует улучшения и направленного регулирования свойств глинистого сырья за счет применения эффективных пластифицирующих добавок с целью придания массе необходимой формуемости при изготовлении изделия и механической прочности, достаточной для дальнейших операций с отформованным изделием.
Методика исследований
Изучение структурно-механических свойств опытных систем с электролитами- минерализаторами проведено по методикам С. И. Ничипоренко методом продольного смещения пластинок на приборе Толстого. В качестве объектов исследования глинистого сырья изучены полиминеральные суглинки Садового и Бадалыкского месторождений (Красноярский край). Экспериментальное определение семейства кривых под воздействием постоянного напряжения проведено по отношению к заводской шихте, состоящей из полиминеральной глины Садового месторождения (масс. %): глины (76), опилок (18) и лигнина (6).
Обсуждение результатов
Для технологии самообжигающихся анодов характерно образование таких отходов производства алюминия, как шламы газоочистки, пыль электрофильтров, хвосты флотации угольной пены, сбрасываемые растворы регенерации вторичного криолита, смывные воды зумпфов, образующие смешанные отходы шламового поля (шламы), а также шамотная и угольная футеровка электролизеров [1,2]. Химический состав перспективных отходов промышленности в виде смешанных отходов шламового поля для их использования в качестве пластифицирующих добавок приведен в таблице 1.
Выбор растворов регенерации вторичного криолита как перспективного техногенного продукта базировался на их минералогическом составе, отличительной особенностью которого является содержание натриевых соединений (г/л) в виде: NaF (20,4), Na2CO3 (29,68), Na2SO4 (56,8), NaHCO3 (35,28).
Таблица 1. Химический состав отходов алюминиевого производства
|
Наименова-ние отходов |
Содержание компонентов, масс. % |
||||||||
|
SiO2 |
Al2O3 |
Fe2O3 |
CaO |
MgO |
Na2O |
SO42- |
F- |
п.п.п. |
|
|
Смешанные отходы шламового поля |
0,68 |
12,53 |
1,13 |
0,73 |
0,6 |
15,89 |
0,64 |
16,38 |
51,42 |
Добавки растворов регенерации и шламов газоочистки являются сильными электролитами - pH 1 % раствора равен 9-10, что позволяет предопределить воздействие растворов данных добавок на сорбированный комплекс глинистых частиц. При вводе в глинистую массу электролита в виде раствора солей NaF, Na2CO3,Na2SO4, NaHCO3 происходит диссоциация его молекул на Na+, (CO3)2-, (SO4)2-, (HCO3)-, F-. Катион Na+ в силу более низкой энергии адсорбции, оказавшись в суспензии, вытесняет из сорбированного комплекса катионы Ca2+, замещая их, в основном, в диффузионном слое, как менее прочно связанные, и создавая тем самым отрицательный заряд в глинистом зерне и способствуя диспергации, обусловленной отталкиванием зерен друг от друга [3]. Вытесненный из сорбированного комплекса Ca2+ вместе со своей гидратной оболочкой мигрирует в суспензию за пределом диффузионного слоя и там взаимодействует с анионами (CO3)2-, (SO4)2-, (HCO3)-, F- по реакциям: Ca2++(CO3) 2-= CaCO3, Ca2++(SO4)2-=CaSO4 (малорастворим), Сa2+ + 2F- = CaF2, Ca2++ 2(HCO3)-= Ca (HCO3) (растворим). Карбонат и фторид кальция нерастворимы в воде и, выпадая в осадок, тем самым освобождают гидратную оболочку связанной воды, обладателем которой является Ca2+. В результате соединения Ca2+ с (CO3)2-, F-, (SO4)2- и выпадения в осадок CaCO3 и CaF2 при неизменном общем количестве воды в глинистой массе увеличивается количество свободной и обладающей большой подвижностью воды за счет уменьшения количества связанной. Такое перераспределение воды способствует разжижению глинистых композиций, что приводит к более интенсивному раскрытию пластических свойств глинистых масс, снижению их нормальной формовочной влажности (рисунок 1). Для сравнения эффективности действия электролитов-минерализаторов рассмотрена широко распространенная в промышленности добавка - электролит в виде сульфитно-спиртовой барды.
а б
Рисунок 1. Зависимость нормальной формовочной влажности (а) и пластичности (б) керамических масс на основе садовой глины с добавкой ССБ (ряд 1) и раствора регенерации (ряд 3), бадалыжской глины с добавкой ССБ (ряд 2) и раствора регенерации (ряд 4)
Так, добавка 1,5 % раствора регенерации приводит к повышению пластичности садовой и бадалыкской глины на 4,5-4,6 единицы, в то время как эффективность действия ССБ вдвое ниже. Одновременно с вводом электролитов-минерализаторов происходит значительное снижение оптимальной формовочной влажности. Добавка 1,5 % раствора регенерации снижает влажность на 3,5 %, добавка 6,3 % шлама - на 2 %. Снижение пластической прочности Pm системы с вводом электролитов в виде растворов регенерации и шламов, представленное на кривых Pm=fW (пластическая прочность - абсолютная влажность) (рисунок 2), также свидетельствует о более значительной пластификации керамических масс и улучшении их формовочных свойств, что является важным технологическим фактором.
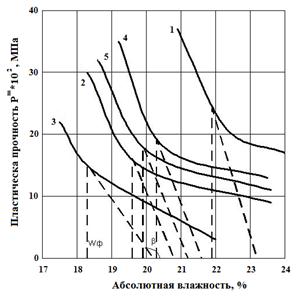
Рисунок 2. Зависимость пластической прочности керамических масс от ее состава и абсолютной влажности:1 - заводская шихта (ctgb=2,5); 2 - с добавкой 0,6% раствора (ctgb=3,8); 3 - с добавкой 1,5% раствора (ctgb=4,2); 4 - с добавкой 6,3% шлама (ctgb=2,8); 5 - с добавкой 10% шлама (ctgb=3,7)
Исходя из кривых Pm=fW, ctg b, можно оценить формуемость заводской шихты, а также с добавкой электролитов-минерализаторов по углу наклона b верхнего прямолинейного участка кривой Рm=fW к оси абсцисс. Критерием для оценки являются данные практики: максимально допустимый предел колебаний давления, передаваемого массе ленточным прессом, выражающийся как предел колебаний пластической прочности массы Pm , и соответствующий ему максимально допустимый предел колебаний влажности W приняты равными 0,1МПа и 2 % соответственно, а ctg b не должен быть меньше 2. С введением в состав заводской шихты 0,6-1,5 % растворов регенерации происходит значительное увеличение b (ctg b= 3,8-4,2), добавка 6,3-10 % шлама также увеличивает угол наклона ( ctg b=3,7), что свидетельствует о хорошей формуемости данных масс с электролитами на ленточных прессах при пониженных влажностях формования. Экспериментально определено семейство кривых под воздействием постоянного напряжения. Расчетные структурно-механические и деформативные характеристики представлены на рисунке 3, а также в таблице 2.
а б
Рисунок 3. Изменение структурно-механических характеристик - эластичности (а) и пластичности (б) от количества электролита-минерализатора
Добавка раствора регенерации до 1,6 % в заводскую шихту приводит по сравнению с исходной глинистой системой к резкому увеличению вязкости h, условного предела текучести Рк1, эластичности l, пластичности Рк1/h1 и значительному уменьшению истинной релаксации q и способствует большему развитию медленных эластических и пластических деформаций. К еще большему повышению вязкости системы, а также условного предела текучести приводит добавка шлама до 10 %. Менее эффективно она воздействует на повышение эластичности, пластичности и периода релаксации исходной глинистой системы, что приводит к снижению пластических деформаций, но увеличению медленных эластических деформаций и может быть связано с превалированием отощающей функции шлама за счет углеродсодержащего компонента (до 50 %) над функцией электролита в деформационном процессе коагуляционной структуры. С вводом электролитов получают большее развитие эластические деформации при снижении упругих, что повышает эластичность исходной глинистой системы в целом. В связи с этим не требуется значительных усилий для деформации массы, при этом происходит достаточная компенсация внутренних напряжений, возникающих при деформации без нарушения сплошности бруса. Значительное снижение периода истинной релаксации приводит к быстрому рассасыванию внутренних напряжений, что повышает вероятность сохранения сплошности бруса без дефектов.
По оптимальным реологическим свойствам керамических масс с пластифицирующими добавками, соответствующим их оптимальным гидрофильным свойствам, выявлены оптимальные количества электролита, составившие для раствора регенерации 1,4 % и для шлама 10 % по массе.
Таблица 2. Константы и основные характеристики упруго-пластично-вязких свойств опытных масс
|
Структурно-механические константы, размерности, обозначения. |
Составы опытных масс, % |
||
|
Заводская шихта |
Предлагаемые шихты |
||
|
Глина 76 Опилки 18 Лигнин 6 |
Глина 76 Опилки 18 Лигнин 6 Раствор регенерации 1,5 |
Глина 84 Шлам 10 Опилки 6 |
|
|
Нормальная формовочная влажность Wф, % |
21,8 |
18,3 |
19,8 |
|
Модуль медленной эластической деформации Е1,МПа |
3,16 |
32,6 |
19,6 |
|
Модуль быстрой эластической деформации Е2, МПа |
1,92 |
3,56 |
5,76 |
|
Вязкость h× 107, Па× с |
366 |
621 |
1318 |
|
Условный предел текучести РК1×103, МПа |
1 |
4 |
5 |
|
Эластичность l |
0,622 |
0,902 |
0,772 |
|
Пластичность φ, сек-1 |
0,273 |
0,48 |
0,36 |
|
Период истинной релаксации q,сек |
720 |
229 |
519 |
|
Быстрая эластическая деформация e′ 1, % |
29,8 |
7,5 |
18,5 |
|
Медленная эластическая деформация e′ 2, % |
48,7 |
70,7 |
62,9 |
|
Пластическая деформация e′ 1τ,, % |
21,6 |
22,2 |
18,5 |
|
Структурно-механический тип |
1 |
11 |
1 |
Выявленный эффект пластификации керамических малопластичных масс для производства кирпича за счет использования отходов алюминиевого производства распространен на получение керамических облицовочных материалов, содержащих в составе шихты до 70 % непластичных материалов [4,5]. Получение облицовочных материалов разработанного состава требует применения высоких давлений прессования. С целью снижения прессового давления без ухудшения физико-технических свойств в состав шихты введены сбрасываемые растворы регенерации вторичного криолита и смешанные отходы шламового поля алюминиевого производства.
Разработанные составы масс, параметры прессования и физико-технические свойства облицовочных керамических материалов приведены в таблице 3.
Таблица 3. Составы, параметры формования и свойства облицовочных масс
|
Состав массы, % |
Давление формования, МПа |
Формовочная влажность,% |
Температура обжига,0С |
Предел прочности при изгибе, МПа |
Водопглощение, % |
|
Глина-25 Стеклобой-20 Горелая формовочная земля-55 |
40 |
8 |
950 |
72 |
8 |
|
Глина-25 Стеклобой-20 Горелая формовочная земля-50 Смешанные отходы шламового поля-5 |
35 |
6 |
950 |
75 |
8 |
|
Глина-25 Стеклобой-20 Горелая формовочная земля-53 Растворы регенерации вторичного криолита-2 |
32 |
5 |
950 |
84 |
5 |
Заключение
Таким образом, разработанный способ пластификации грубых керамических масс за счет ввода электролитов-минерализаторов способствует совершенствованию коагуляционных структур глинистых систем и, как следствие, обеспечивает улучшение процесса формования керамических изделий. По оптимальным реологическим свойствам керамических масс с пластифицирующими добавками, соответствующим их оптимальным гидрофильным свойствам, выявлены оптимальные количества электролита-минерализатора, составившие для раствора регенерации 1,4 % и для шлама 10 % по массе.
Рецензенты:
- Толкачев В.Я., д.т.н. профессор, главный технолог ЦПК ООО «Сибирский элемент», г. Красноярск.
- Трифанов И.В., д.т.н. профессор зав. кафедрой «Управление качеством и сертификация» ФГБОУ ВПО «Сибирский государственный аэрокосмический университет им. М.Ф. Решетнева» Министерства образования и науки России, г. Красноярск.
Библиографическая ссылка
Никифорова Э.М., Еромасов Р.Г., Васильева М.Н., Таскин В.Ю. РЕГУЛИРОВАНИЕ ПРОЦЕССОВ ФОРМИРОВАНИЯ КОАГУЛЯЦИОННЫХ КЕРАМИЧЕСКИХ СТРУКТУР НА БАЗЕ МАЛОПЛАСТИЧНОГО СЫРЬЯ // Современные проблемы науки и образования. 2011. № 6. ;URL: https://science-education.ru/en/article/view?id=5191 (дата обращения: 02.07.2026).