


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
PHYSICAL-MECHANICAL AND STRUCTURAL PROPERTIES OF 3D-PROTOTYPES OF GERNIOENDOPROSTESIS

Основной тенденцией использования полимеров в разных отраслях современной жизни, в частности в медицине, является их постоянная модернизация. Полимерные материалы успешно применяются в хирургической практике [1, 2]. Они обеспечивают надежный и безопасный контакт с биологическими тканями и средами организма, что обусловило их широкое применение в восстановительных операциях, при изготовлении полимерных клеев, в качестве перевязочного материала; для крове- и плазмозаменителей и т.д. [3, 4, 5]. Одновременно с этим совершенствуются способы производства изделий медицинского назначения. Одно из перспективных и инновационных направлений, которое включает в себя технологичное изготовление полимерных материалов для практического использования в эндопротезировании, – это 3D-технологии [6, 7].
Хирургические методы лечения в герниологии показывают свою эффективность, однако подходы оперативного вмешательства продолжают совершенствоваться. Во многих реконструктивных операциях передней брюшной стенки используют синтетические герниоэндопротезы. Изготовление 3D-моделей имплантов и их печать для пластики передней брюшной стенки имеют ряд преимуществ по сравнению с предыдущими подходами и могут стать востребованными нововведениями.
Во-первых, 3D-герниоэндопротезы создают по индивидуальным параметрам для каждого конкретного пациента, учитывая особенности анатомии передней брюшной стенки, размер и локализацию грыжевого дефекта. Импланты при моделировании могут быть любой прочности (в зависимости от используемых материалов), формы, гибкости, толщины [8, 9, 10]. Кроме того, задают определенные параметры: различное количество пор и их расположение, укрепление определенной области в герниоэндопротезе, выбирая точки фиксации для более прочного прикрепления в местах, где наблюдается выраженная дистрофия соединительной ткани. Во-вторых, 3D-изделия печатаются в режиме реального времени, что непосредственно влияет на скорость и удобство изготовления, а интраоперационное уточнение размеров минимизирует затраты на термопластик и позволяет сэкономить материал [11]. В-третьих, технологии усовершенствования 3D-принтеров и самой печати постоянно развиваются. Уже сейчас в 3D-принтинге нового поколения используются различные полимерные комбинации материалов для создания эндопротезов, а также применяются адсорбируемые материалы с различными лекарственными средствами, нанесенными на их поверхность [12, 13].
Полимеры, которые применяют для печати герниоэндопротезов, должны соответствовать определенным требованиям, таким как: повышенная физико-химическая стойкость, безопасная биологическая совместимость, способность выдерживать высокие температурные режимы; отсутствие токсичности, канцерогенных свойств, травматичности для живых тканей: нарушения свертывание крови, денатурации белков и ферментов. Материалы не должны вызывать сбои в системе метаболизма, деформироваться под влиянием механических и химических воздействий, претерпевать существенных изменений под действием внешних факторов [14, 15].
Внедрение 3D-технологий в повседневную практику хирургов позволяет создавать любые эндопротезы с заданными параметрами для индивидуального лечения больных. Однако первоначально необходимо оценить все свойства и безопасность изделий из полимерного материала.
Цель исследования – сравнительный анализ физико-механических и структурных свойств 3D-прототипов герниоэндопротезов.
Материалы и методы исследования
В работе исследовались 60 прототипов герниоэндопротезов из полилактида (PLA) с ячеистой структурой. Прототипы были разделены на 2 группы в зависимости от типа ячеек – 30 с ячейками прямоугольной формы, 30 – формы правильного шестиугольника (рис. 1).
Все прототипы герниоэндопротезов (ПГ) произведены путем печати в одинаковых условиях на 3D-принтере Total Z Znyform 250-G3 с использованием пакета прикладных программ Ultimaker Cura 3D. Моделирование производилось в программной среде Fusion 360.
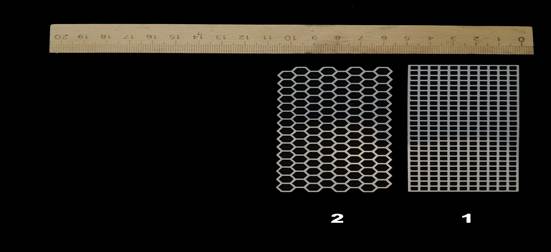
Рис. 1. Исследуемые образцы прототипов герниоэндопротезов: 1 – ПГ с прямоугольными ячейками; 2 – ПГ с шестиугольными ячейками
Примечание ПГ – прототип герниоэндопротеза; PH – prototypes of hernioendoprostheses
Таблица 1
Условия 3D-печати
|
Характеристики печати |
Показатели |
|
Диаметр сопла |
0,4 мм |
|
Высота слоев |
Первый слой – 0,3 мм; |
|
Ширина нити |
1,75 мм |
|
Коэффициент подачи |
1,0 |
|
Температура экструдера |
210ºС |
|
Температура стола |
60ºС |
|
Абсолютная скорость печати слоев |
первый слой – 5 мм/с; |
|
Относительная скорость печати слоев |
150% |
|
Длина прототипа |
100 мм |
|
Ширина прототипа |
50 мм |
|
Длина образующей стороны ячейки |
3,5 мм |
Характер исследования – экспериментально-теоретический.
Исследование проводилось в лаборатории экспериментальной хирургии и онкологии на базе НИИ Экспериментальной медицины Курского государственного медицинского университета.
В ходе исследования оценивались макро- и микроскопическая структура, а также характеристики прочности и эластичности (табл. 2).
Для оценки длины и ширины образцов, а также площади прототипов и площади их ячеек использовалось лазерное МФУ Brother 1510R совместно с программой для анализа и обработки изображений ImageJ с плагином FijiJ.
Исследуемые образцы сканировались при помощи лазерного МФУ Brother 1510R с использованием программной среды Brother ControlCenter без закрытия крышки сканера для создания контрастного двухтонного (черно-белого) изображения в соответствии с требованиями программой для анализа и обработки изображений ImageJ.
Таблица 2
Исследуемые характеристики прототипов герниоэндопротезов
|
Микроскопическая структура
|
– структура в норме и после нарушения целостности при резании, продавливании шариком и разрыва по оси; – среднее значение площади «побочных пор» (дефектов печати) при пятикратном измерении в разных участках каждого образца; – количество «побочных пор» и их процентная доля среди потенциальных локусов возникновения (потенциальные места появления дефекта – стыки образующих ячеек) |
|
Макроскопическая структура
|
– среднее значение длины и ширины исследуемых образцов после печати при пятикратном измерении в разных участках каждого образца; – среднее значение площади ячейки после печати при измерении пяти ячеек каждого образца; – среднее значение ширины образующих перегородок после печати при пятикратном измерении в разных участках каждого образца; – масса ПГ; – поверхностная плотность ПГ без учета площадей ячеек |
|
Характеристики прочности |
– прочность при продавливании шариком; |
|
Характеристики эластичности
|
– пятикратное измерение изменения длины в разных участках каждого образца после одноосного растяжения (16 Н/см) |
В программе ImageJ с плагином FijiJ после калибровки масштаба в соответствии со стандартной методикой, предусмотренной программным пакетом, производилась интенсификация цветов изображения для создания файла, состоящего из двух типов пикселей – черного и белого. После осуществлялся подсчет количества белых пикселей с последующим переводом в сантиметры для определения площади исследуемых прототипов без учета площади ячеек. Определение длины и ширины образцов, а также площади ячеек производилось с использованием стандартных инструментов программы – «полигон» и «отрезок».
Для оценки микроскопической структуры использовались: медицинский микроскоп МИКМЕД-6 с объективами Plan 10 и Plan 40 (10- и 40-кратное увеличение) и цифровая камера для микроскопии в комплекте с программным пакетом Altami Studio.
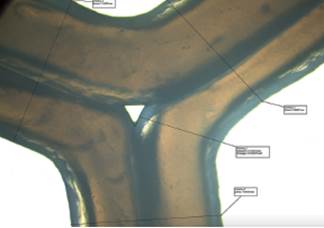 |
При микроскопии под 10- и 40-кратным увеличением делали снимки, после чего в программной среде Altami Studio производили замеры ширины образующих перегородок и площади «побочных пор» (условный термин, обозначающий поры, которые не были запрограммированы на этапе моделирования), оценивали характер краев поврежденных прототипов после резания, продавливания шариком и растяжения по оси (рис. 2).
Рис. 2. Процесс измерения толщины образующих перегородок и площади «побочных пор» ПГ с шестиугольными ячейками при 40-кратном увеличении в программной среде Altami Studio
Определение толщины производили при пятикратном измерении в различных участках исследуемых ПГ с использованием цифрового микрометра КАЛИБРОН МКЦ. Измерение массы проводили в условиях камеры аналитических весов AND GH-252.
Для определения характеристик прочности при продавливании шариком и одноосном растяжении использовалась испытательная машина РЭМ-0,2-1. Эксперимент проводился при скорости продавливания и растяжения 5 мм/мин.
Для испытания прочностных свойств при одноосном растяжении использовались ПГ с изначальными характеристиками длины и ширины – 5х10 см. Растяжение производилось в одной оси, так как понятия петельного столбика и ряда не применимы к разработанным прототипам. Для испытания продавливания шариком образцы обрезались до необходимых размеров – 5х5 см.
Для исследования характеристик эластичности и прочности каждая группа из 30 образцов (в зависимости от типа ячеек) была разделена на 3 подгруппы по 10 образцов – 10 для определения прочности при продавливании шариком, 10 – для определения прочности при одноосном растяжении, 10 – для определения изменения длины после одноосного растяжения в 16 Н/см.
Полученные нами результаты были интерпретированы с помощью методов статистической обработки (средней ошибки средней, медианы, а также расчетом среднего арифметического). С помощью критерия Манна–Уитни определяли статистическую значимость сравнений с допустимым уровнем (р≤0,05). Для проведения данной статистической обработки применялись версии лицензионных программ: редактор электронных таблиц Excel 2016 (Microsoft Office) и Statistica (версия 10.0)
Результаты исследования и их обсуждение
Таблица 3
Полученные показатели структуры ПГ
|
Показатели |
Группы |
|
|
Прямоугольные ячейки |
Шестиугольные ячейки |
|
|
Число ячеек (шт.) |
275 |
120 |
|
Длина (см) |
10,875±0,017 |
10,767±0,0139 |
|
Ширина (см) |
4,845±0,0074 |
5,073±0,0069 |
|
Толщина (мм) |
0,724±0,008 |
0,548±0,0116 |
|
Масса (г) |
1,591±0,017 |
0,895±0,0076 |
|
Поверхностная плотность, ρA (г/м2) |
673,326±15,053 |
494,523±11,204 |
|
Площадь ячейки (см2) |
0,109±0,0032 |
0,294±0,0064 |
|
Ширина образующих перегородок (мм) |
0,815±0,0475 |
1,066±0,0976 |
При сравнении толщины и поверхностной плотности исследуемых прототипов с полипропиленовыми эндопротезами (ППЭ) получены данные, позволяющие отнести ПГ к сверхтяжелым герниоэндопротезам (табл. 4).
Таблица 4
Сравнительная характеристика ПГ и ППЭ
|
Эндопротезы |
Показатели |
||
|
Толщина (мм) |
ρA (г/м2) |
||
|
ПГ |
Прямоугольная ячейка |
0,72 |
673 |
|
Шестиугольная ячейка |
0,55 |
494 |
|
|
ППЭ |
Легкий |
0,38 |
34 |
|
Стандартный |
0,5 |
62 |
|
|
Тяжелый |
0,65 |
95 |
|
При определении прочности ПГ продавливанием шариком образцы с прямоугольными ячейками были определены как более прочные в сравнении с эндопротезами, имеющими шестиугольные ячейки (табл. 5). Во время эксперимента 2 образца эндопротеза с прямоугольными ячейками продавить не удалось.
В испытании при одноосном растяжении образцы с прямоугольными ячейками также показали себя более прочными в сравнении с прототипами с шестиугольными ячейками (табл. 5), однако технические ограничения испытательной машины РЭМ-0,2-1 (200 Н/см) не позволили определить четких показателей прочности для первых – ни один из ПГ с прямоугольными ячейками не был разорван.
При сравнении исследуемых ПГ с ППЭ первые уступают в прочности в испытании с продавливанием шариком (табл. 5). Однако при одноосном растяжении образцы с шестиугольными ячейками показали значения на уровне стандартных ППЭ, а значения ПГ с прямоугольными ячейками превзошли показатели всех сравниваемых эндопротезов (табл. 5).
Таблица 5
Сравнительная характеристика ПГ и ППЭ
|
Эндопротезы |
Показатели |
||
|
Прочность при продавливании шариком, P (Н) |
Прочность при одноосном растяжении, P (Н/см) |
||
|
ПГ |
Прямоугольные ячейки |
122,8 |
200+ |
|
Шестиугольные ячейки |
43,6 |
56–61 |
|
|
ППЭ |
Легкий |
266 |
29–30,7 |
|
Стандартный |
383 |
50,1–72,4 |
|
|
Тяжелый |
532 |
83,9–96,2 |
|
Исследование эластичности проводилось путем определения изменения длины при повторном сканировании образцов ПГ после одноосного растяжения с нагрузкой 16 Н/см. ПГ с прямоугольными ячейками после растяжения изменили свою длину значительнее в сравнении с прототипами с шестиугольными ячейками (табл. 6); следовательно, эластичность последних выше.
Таблица 6
Показатели длины ПГ до и после одноосного растяжения (16 Н/см)
|
Показатели |
Группы |
|
|
Прямоугольные ячейки |
Шестиугольные ячейки |
|
|
Изначальная длина, lизн (см) |
10,875±0,017 |
10,767±0,0139 |
|
Длина после растяжения, l16 (см) |
10,896±0,0048 |
10,775±0,006 |
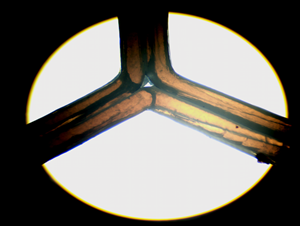
При микроскопии ПГ были обнаружены дефекты печати («побочные поры»), расположенные в местах стыков образующих ячеек (рис. 3). Данные поры могут служить причиной хронического инфицирования области пластика при размере менее 15 мкм2 (микроорганизмы имеют размеры 1–2 мкм2, макрофаги – 18–35 мкм2, лейкоциты – 15–20 мкм2), в связи с чем определялись их площадь, количество и доля среди потенциальных локусов возникновения (потенциальные места появления дефекта – стыки образующих ячеек) (табл. 7).
При анализе микроскопической структуры ПГ были обнаружены «побочные поры» с допустимыми значениями площади. Наличие дефектов печати указывает на необходимость совершенствования методов изготовления прототипов.
Таблица 7
Характеристика «побочных пор» ПГ
|
Показатели |
Группы |
|
|
Прямоугольные ячейки |
Шестиугольные ячейки |
|
|
Число пор (шт.) |
128,033±11,3 |
102,667±9,1778 |
|
Потенциальные локусы (шт.) |
312 |
527 |
|
Площадь, S (мм2) |
0,168±0,0705 |
0,013±0,0037 |
|
Сv (%) |
41,88 |
29,59 |
 |
при 10-кратном увеличении
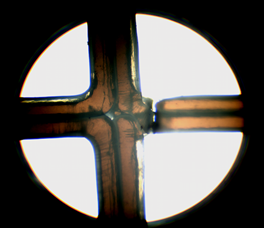
Также при микроскопии оценивался характер нарушения структуры прототипов при резании, продавливании шариком и разрыве по оси.
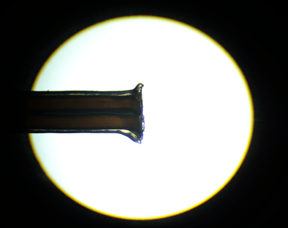 |
При разрыве по оси разрушение структуры происходило вдоль линий печати без отломков; при продавливании шариком нарушение структуры происходило не системно, с образованием единичных отломков (рис. 5). При резании ПГ линия отреза была ровной – без отломков (рис. 4).
Рис. 4. Линия отреза ПГ при 40-кратном увеличении
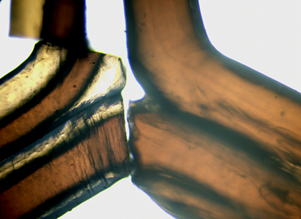
a б
Рис. 5. ПГ после одноосного растяжения и продавливания шариком: а – растяжение по оси, б – продавливание шариком
Таким образом, данные, полученные в проведенном исследовании, свидетельствуют о необходимости разработки специализированных стандартов оценки физико-механических и структурных свойств герниоэндопротезов, изготовленных методом 3D-печати, в зависимости от структуры и используемого материала. На сегодняшний день отмечается недостаточное количество аналитических литературных обзоров, которые бы регламентировали нормы подобных исследований.
Стоит отметить, что в ходе исследования были обнаружены дефекты печати, которые указывают на необходимость более точной настройки характеристик печати для данного типа изделий и использования более узкоспециализированного оборудования, соответствующего предъявляемым требованиям. Проведенное исследование является пилотным, так как в литературе нет похожих работ, из которых можно почерпнуть данные для сравнительного анализа и методологию проведения.
Технологический процесс создания герниоэндопротезов с помощью 3D-технологий находится в начале своего пути. Это не отлаженный еще процесс, он имеет большое количество сложностей – как технологических, так и юридических. Несмотря на это, модернизация материалов, используемых в 3D-печати, усовершенствование 3D-принтеров позволяют говорить о перспективности данной технологии и ее востребованности во многих отраслях хирургии.
Заключение
Прототипы герниоэндопротезов, полученные в ходе 3D-печати, при сравнении их с фабричными полипропиленовыми образцами уступают им по многим критериям. Так, необходимо добиться уменьшения веса прототипов путем калибровки 3D-принтера, использования сопла меньшего диаметра или применения более совершенной модели устройства с высокой точностью печати. Наличие побочных пор в структуре прототипов объясняется особенностью печати 3D-принтера, а конкретно «выдавливанием» термопластика на рабочий стол в месте проекции изделия. Несмотря на это, в исследовании на одноосное растяжение образцы с шестиугольными ячейками показали значения на уровне стандартных полипропиленовых эндопротезов (56–61 H/см), а значения прототипов с прямоугольными ячейками превзошли значения всех сравниваемых эндопротезов (> 200 H/см, что более чем в 2 раза превышает данный показатель тяжелых полипропиленовых эндопротезов). Стоит также отметить прочностные показатели прототипов с прямоугольными ячейками в исследовании на продавливание шариком (H=122,8) этот показатель меньше, чем у легких полипропиленовых эндопротезов (H=266), но уступает им незначительно.
Библиографическая ссылка
Иванов С.В., Иванов И.С., Объедков Е.Г., Квачахия Л.Л., Шабалин А.А., Ушанов А.А., Волобуев Р.В., Коноваленко А.В. ФИЗИКО-МЕХАНИЧЕСКИЕ И СТРУКТУРНЫЕ СВОЙСТВА 3D-ПРОТОТИПОВ ГЕРНИОЭНДОПРОТЕЗОВ // Современные проблемы науки и образования. 2022. № 3. ;URL: https://science-education.ru/en/article/view?id=31740 (дата обращения: 03.07.2026).
DOI: https://doi.org/10.17513/spno.31740