


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
REGRESSION ANALYSIS OF THE DEFORMATION PROCESS OF THE FEATHER CORE CORRUGATED ROLL

При производстве перо-пуховых изделий себестоимость снижают за счет применения в составе наполнителей куриного пера. Для увеличения наполнительной способности перовой массы используют различные способы обработки. [1] При этом свойство перопухового сырья занимать определенный объем при стандартной нагрузке, в соответствие с Европейским стандартом качества DIN EN 12934 European Standard, характеризует показатель Fill Power (F.P.). Расширение ассортимента швейных изделий с куриным пером достигают применением механической деформации стержней перьев, заключающейся в их прокатке между парой валков [6,7], или в прокатке рифленым валком на подающей транспортерной ленте [3,4,5].
Деформация происходит в зазоре между вершиной рифли валка и контактной поверхностью под действием сжимающей нагрузки, в результате на вогнутой поверхности стрежней перьев формируются промины, придающие ему дополнительный изгиб. Рабочим органом устройств, реализующих эти технологии, является рифленый валок. Рекомендации по определению его диаметра приведены в работе [2]. Остальные конструктивные параметры рифленого валка целесообразно уточнить в результате регрессионного анализа процесса деформации, реализуемого на лабораторной установке. Конструкция установки предусматривает установку рифленых валков с различными параметрами. Величина зазора, в котором происходит деформация, регулируется с помощью микровинта с лимбом (цена деления 0,01 мм). Контактная поверхность обработана шлифованием (Rа 0,63 мкм).
При разработке регрессионной модели процесса деформации стержня пера рифленым валком на плоскости в качестве параметра оптимизации целесообразно рассматривать показатель F.P. перовой массы, состоящей из деформированных перьев (Y).
Факторами, влияющими на параметр оптимизации, в общем случае, являются параметры рифленого валка: шаг рифления; угол профиля рифли, ширина вершины рифли, высота рифлей; диаметр вершин рифлей, диаметр впадин рифлей, радиус закругления впадины между рифлями, радиус закругления вершины рифли (см. рисунок 1), а также, зазор между вершиной рифли и контактной поверхностью, определяющий силу давления на стержень пера при прокатке.
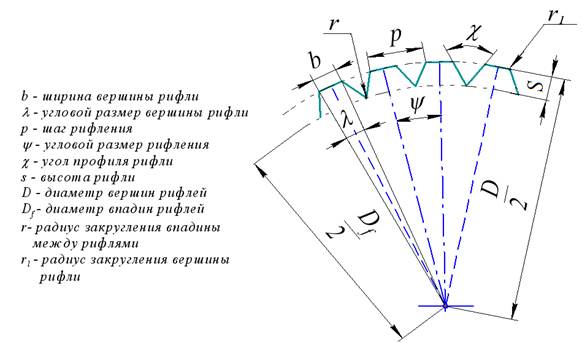
Рис.1. Конструктивные параметры рифленого валка
В результате анализа факторного пространства объекта исследования определены значимые факторы: шаг рифления (p); ширина вершины рифли (b); зазор между вершиной рифли и контактной поверхностью (h).
На основании результатов известных исследований [8,2] и анализа процесса механической деформации стержня куриного пера путем прокатки рифленым валком выбраны следующие области варьирования значимых факторов, мм:![]() ;
;![]() ;
; ![]() . Уровни и интервалы варьирования факторов в кодированных и в соответствующих им реальных переменных представлены в таблице 1.
. Уровни и интервалы варьирования факторов в кодированных и в соответствующих им реальных переменных представлены в таблице 1.
Таблица 1
Уровни и интервалы варьирования факторов
|
Факторы |
Уровни варьирования |
Интервалы
варьирования, |
||
|
-1 |
0 |
1 |
|
|
|
p – шаг рифления, мм |
2 |
3 |
4 |
1 |
|
b – ширина вершины рифли, мм |
0,25 |
0,625 |
1 |
0,375 |
|
h – зазор между вершиной рифли и поверхн., мм |
0,04 |
0,05 |
0,06 |
0,01 |
Уровни варьирования факторов p и b обеспечивались использованием набором сенных рифленых валков (см. рисунок 2).
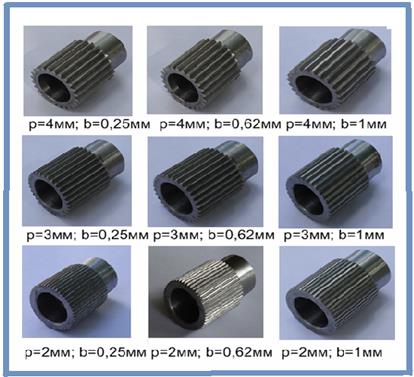
Рис.2. Параметры сменных рифленых валков
Для исследования процесса деформации использовали центральное рототабельное композиционное планирование (РЦКП) по плану Бокса – Уилсона, как наиболее отвечающее специфике решаемой задачи. Матрица планирования РЦКП после рандомизации в кодированных переменных и результаты эксперимента после прокатки приведены в таблице 2.
Таблица 2
Матрица планирования РЦКП после рандомизации в кодированных переменных и результаты эксперимента после прокатки
|
№ опыта |
х1 |
х2 |
х3 |
Параметр оптимизации Y |
|
13 |
– |
– |
– |
148 |
|
4 |
– |
– |
+ |
150 |
|
3 |
– |
+ |
– |
165 |
|
19 |
– |
+ |
+ |
147 |
|
21 |
+ |
– |
– |
155 |
|
8 |
+ |
– |
+ |
170 |
|
5 |
+ |
+ |
– |
147 |
|
2 |
+ |
+ |
+ |
147 |
|
23 |
0 |
– |
– |
169 |
|
15 |
0 |
– |
+ |
168 |
|
9 |
0 |
+ |
– |
170 |
|
12 |
0 |
+ |
+ |
164 |
|
16 |
– |
0 |
– |
161 |
|
22 |
– |
0 |
+ |
148 |
|
1 |
+ |
0 |
– |
154 |
|
20 |
+ |
0 |
+ |
161 |
|
7 |
– |
– |
0 |
166 |
|
17 |
– |
+ |
0 |
165 |
|
14 |
+ |
– |
0 |
168 |
|
6 |
+ |
+ |
0 |
155 |
|
10 |
0 |
0 |
0 |
179 |
|
11 |
0 |
0 |
0 |
180 |
|
18 |
0 |
0 |
0 |
179 |
Для проведения эксперимента были отобраны 23 навески покровного куриного пера по 3 грамма каждая, размерами от 3 до 9,5 см. Взвешивание навесок производилось на электронных весах ВСП-0,5/0,1-1 (3-ий класс точности по ГОСТ 29329 – 92), предназначенных для статических измерений массы грузов при учетных и технологических операциях в промышленности. Эти весы позволяют определять массу в диапазоне от 0,5 г до 500 г с погрешностью ![]() 0,05 г.
0,05 г.
Для каждого из 23-х опытов использовали рифленый валок требуемых конструктивных параметров. Величину зазора между вершиной рифли и контактной плоскостью выставляли микровинтом с лимбом и контролировали измерительным щупом (ТУ 2-034-225). В каждом опыте частота вращения рабочего органа оставалась неизменной и равной 57 мин-1, что соответствует рациональной скорости деформации стержня пера [9]. Величину показателя F.P. перовой массы до и после прокатки рифленым валком определяли на компактном приборе по методике, разработанной в соответствие со стандартом качества DIN EN 12934 European Standard, Это позволило значительно уменьшить материалоемкость и продолжительность экспериментальных исследований и производить оценку наполнительной способности перовой массы при доверительной вероятности Р=0,95 с погрешностью ± 4 дюйм3/унция. Показатель F.P. навесок до прокатки составлял 147 ± 2,5 %.
В соответствии с матрицей планирования при помощи пакета прикладных математических программ Maple 9.5 была рассчитана и проверена на адекватность регрессионная модель в кодированных переменных
![]() (1)
(1)
В кодированных переменных значения параметров в точке оптимума равны:
![]() ;
; ![]() ;
; ![]() .
.
Трехмерные изображения поверхности отклика при фиксированных значениях одного из факторов приведены на рисунке 3.
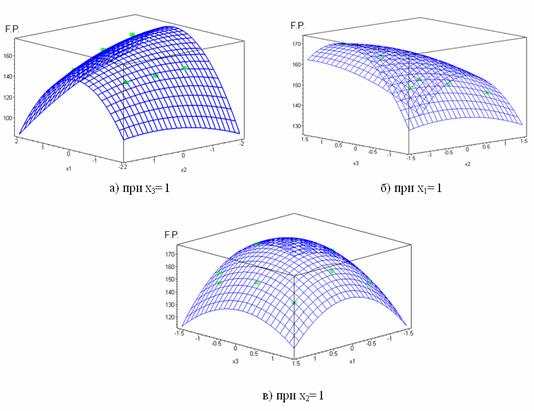
Рис. 3. Поверхности отклика при фиксированных значениях одного из факторов
На рисунке 3 приведены:
а) зависимость показателя F.P. от ширины вершины рифли (![]() ) и шага рифления (
) и шага рифления (![]() );
);
б) зависимость показателя F.P. от ширины вершины рифли (![]() ) и зазора между ве шиной рифли и контактной поверхностью (
) и зазора между ве шиной рифли и контактной поверхностью (![]() );
);
в) зависимость показателя F.P. от шага рифления (![]() ) и зазора между вершиной рифли и контактной поверхностью (
) и зазора между вершиной рифли и контактной поверхностью (![]() ).
).
В реальных переменных уравнение искомой регрессионной зависимости имеет вид
![]() (2)
(2)
Значения параметров в точке оптимума в этом случае
p = 3,165 мм; b = 0,337 мм; h = 0,052 мм.
При этом показатель F.P. перовой массы увеличивается на 23 ± 5,5 %.
Выводы:
1. В результате анализа факторного пространства объекта исследования определены значимые факторы: шаг рифления; ширина вершины рифли; зазор между вершиной рифли и контактной поверхностью.
2. Разработанная регрессионная модель позволила определить величину конструктивных параметров рифлёного валка: шаг рифления – 3,2 мм; ширина вершины рифли – 0,3 мм; и технологический параметр процесса деформации – зазор между вершиной рифли и плоскостью прокатки – 0,05 мм, которые могут быть использованы при разработке и модернизации оборудования для обработки перопухового сырья.
Рецензенты:
Бекмурзаев Л.А., д.т.н., профессор кафедры «Конструирование, технологии и дизайн» института сферы обслуживания и предпринимательства (филиала) «Донского государственного технического университета», г. Шахты;
Кожемяченко А.В., д.т.н., профессор кафедры «Технические системы ЖКХ и сферы услуг» института сферы обслуживания и предпринимательства (филиала) «Донского государственного технического университета», г. Шахты.
Библиографическая ссылка
Чертов Ю.Е., Галатов К.С., Молев М.Д. РЕГРЕССИОННЫЙ АНАЛИЗ ПРОЦЕССА ДЕФОРМАЦИИ СТЕРЖНЯ ПЕРА РИФЛЕНЫМ ВАЛКОМ // Современные проблемы науки и образования. 2015. № 2-3. ;URL: https://science-education.ru/en/article/view?id=23819 (дата обращения: 28.07.2026).