


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
DEVELOPMENT SYSTEM FOR MANUFACTURING SPRUE GRINDING BODIES

Разработка литниковой системы для изготовления мелющих тел с определенным технологическим выходом годного (ТВГ) и минимальным использованием ручного труда является актуальной проблемой, так как процесс охлаждения и затвердевания сплава в отливке сферической формы приводит к образованию усадочной раковины и пористости, исходящей из центра шара.
К материалу для изготовления мелющих тел предъявляют ряд требований, обусловленных спецификой их эксплуатации. Мелющие тела должны иметь высокую твердость и абразивную износостойкость и, кроме того, сопротивление ударам.
Целью данной работы является разработка литниковой системы для изготовления мелющих тел с ТВГ 75±2 %.
Материалы и методы исследования
Химический состав исходного исследуемого сплава приведен в таблице 1.
Таблица 1
Химический состав исследуемого сплава, % (масс.)
|
Элемент |
С |
Mn |
Si |
Ni |
Mo |
Cu |
P |
S |
|
Содержание, % |
0,77 |
0,65 |
0,4 |
0,2 |
0,06 |
0,2 |
0,05 |
0,05 |
Производились теоретические расчеты плотности сплава с учетом добавления по 1% каждой примеси с целью получения сплава заданного химического состава.
Теоретический расчет плотности сплава был произведен по формуле
![]() , г/см3, (1)
, г/см3, (1)
где r – плотность определенного сплава, г/см3; rж – плотность железа, г/см3; х – содержание примесей в % по весу; Dr – изменение плотности на 1% добавки.
Параллельно было проведено моделирование процессов кристаллизации сплава с использованием программного комплекса ProCAST. После этого был проведен анализ на предмет соответствия расчетных данных и результатов компьютерного моделирования.
Результаты и их обсуждение
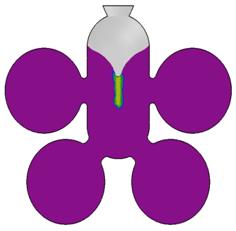
В настоящее время мелющие тела изготавливают в металлическом неокрашиваемом кокиле по литниковой системе, представленной на рисунке 1.
Изменение плотности сплава на 1%
каждой примеси представлено в
таблице 2.
Таблица 2
Изменение плотности сплава на 1% каждой примеси
|
Элементы |
С |
Mn |
Si |
Cr |
Ni |
Mo |
Cu |
P |
S |
|
Изменение плотности сплава на 1 % добавки, Dr |
–0,04 |
–0,016 |
–0,073 |
+0,001 |
+0,004 |
+1 |
+0,011 |
–0,117 |
–0,164 |
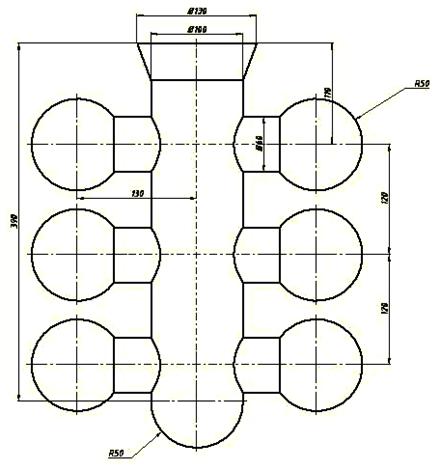
Рис. 1. Существующая литниковая система
Используя формулу (1), рассчитали плотность исследуемого сплава.
r = 7,88 – 0,77х0,04 – 0,65х0,016 – 0,4х0,073 + 0,2х0,004 + 0,06х1 + 0,2х0,011 –
– 0,05х0,117 – 0,05х0,164 = 7,85896 г/см3 » 7,86 г/см3
В системе ProCAST плотность сплава при различных температурах составила: при 20°С – 7,85 г/см3; при 1580°С – 6,83 г/см3.
При расчете данной литниковой системы за тепловой узел принята половина шара, диаметр теплового узла – 50 мм, диаметр шейки увеличен на 20% и равен 60 мм с предложением о возможности вывода раковины Æ 50 мм. Диаметр стояка рассчитан исходя из длины шейки Æ 60 мм, равной 30 мм, и объема полушара V = 262 см3. Отсюда диаметр стояка составляет
![]() см » 100 мм,
см » 100 мм,
где Dст – диаметр стояка, см; V – объем полушара, см3; Н – длина шейки, см.
Особенности технологии литья стали в кокиль обусловлены ее плохими литейными свойствами и высокой скоростью охлаждения расплава и отливки, что не учтено при расчете существующей литниковой системы.
Для работы прибылей при получении бездефектной отливки должно соблюдаться условие:
tзатв. стали > tзатв. шейки > tзатв. отливки (2)
где t – время затвердевания, с.
Для определения времени кристаллизации сплава, протекающей в интервале температур, использовали формулу А.И. Вейника
 , ч,
, ч,
где G1 – вес отливки, кг;
С1пр – приведенная теплоемкость отливки с учетом скрытой теплоты кристаллизации r1, Дж/кг:
![]()
где С1ж и С1т – теплоемкости сплава отливки в жидком и твердом состояниях;
Т2нач – температура формы.
Исходные данные для расчета:
|
Gотл = 3,96 кг; |
С1пр = 3478,6 Дж/кг×К; |
||
|
Тликв = 1733 К |
Тсол = 1638 К |
Т2нач = 423 К |
|
|
С1ж = 920 Дж/кг×К; |
С1т = 753 Дж/кг×К; |
||
|
r1 = 251000 Дж/кг; |
b = 720000 Дж/м2×К |
||
|
F1 = 0,0283 м2; |
Fшейки = 0,0085 м2; |
Fст = 0,14 м2; |
|
|
Gшейки = 1,082 кг; |
Gст = 27,765 кг. |
||
 0,05 ч = 3 мин.
0,05 ч = 3 мин.
Боковая поверхность шейки, которая соприкасается с формой Fшейки = 0,0085 м2:
 0,046 ч = 2,78 мин.
0,046 ч = 2,78 мин.
 0,06 ч = 3,6 мин.
0,06 ч = 3,6 мин.
Условие прибыли (2) не соблюдается, так как 3,6 > 2,78 < 3.
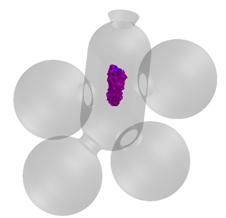
Это подтверждается моделированием при использовании программного продукта ProCAST (рис. 2).
|
|
|
|
|
а |
б |
в |
|
Рис. 2. Визуализация этапов моделирования: а – направленность кристаллизации; б – усадочные дефекты в сечении; в – усадочные дефекты в объеме |
||
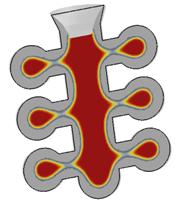
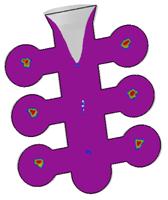
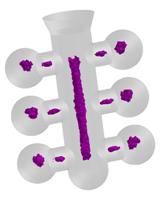
В мелющих шарах остаются дефекты – раковины усадочного характера размером » 25 ´ 25 ´ 20 мм. Кроме этого, отливки шаров требуют трудоемкой механической обработки, а ТВГрасчет = 41%.
Для получения бездефектных отливок мелющих тел с высоким ТВГ была разработана литниковая система, где интенсивность теплового взаимодействия между кокилем и отливкой регулируется созданием определенного термического сопротивления на поверхности раздела отливки (расплав) и рабочей поверхности кокиля. Для этого на рабочую поверхность кокиля наносят слой огнеупорной облицовки. Для создания направленного затвердевания и регулирования скорости охлаждения облицовку наносят не на всю поверхность кокиля.
Разработка чертежа литниковой системы
Для разработки чертежа литниковой системы необходимо рассчитать следующие ее параметры:
– металлоемкость формы для данной конфигурации литниково-питающей системы:
![]() (3)
(3)
где GB – масса воронки ![]() , где VB – объем воронки
, где VB – объем воронки
![]()
![]()
Масса
воронки составила ![]()
Масса шара составила

Объем и
масса полушара – ![]() ;
; ![]()
Объем и
масса цилиндра – ![]() ;
; ![]()
Объем и
масса питателя – ![]() ;
; ![]()
Объем и
масса прибыли – ![]()
![]()
![]()
–
технологический выход годного составил ![]()
Разработанная литниковая система представлена на рисунке 3.
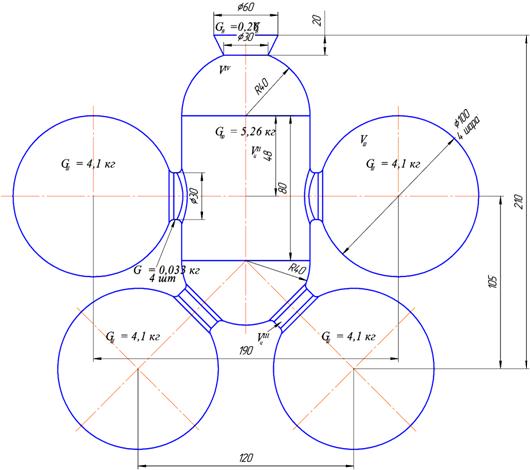
Рис. 3. Чертеж разработанной литниковой системы
|
|
|
|
|
а |
б |
в |
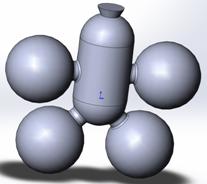
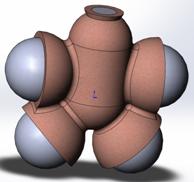
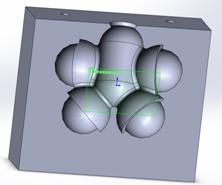
Рис. 4. 3D-модели, используемые при моделировании: а – 3D-модель блока отливок; б – 3D-модель блока отливок с нанесенной облицовкой; в – 3D-модель кокиля
Расчет прибыли
Минимальная высота от верхней кромки шара до верха кокиля при массе отливки 11–25 кг составляла 60 мм.
Расчет объема прибыл произведен по методу Пржибыла.
 , (4)
, (4)
где ![]() –
суммарная относительная объемная усадка затвердевания = 0,05;
–
суммарная относительная объемная усадка затвердевания = 0,05;
![]() – коэффициент прибыли = 9;
– коэффициент прибыли = 9; ![]() – объем теплового узла отливки.
– объем теплового узла отливки.
![]()
Объем
прибыли: 
Из конструктивных соображений при
проектировании литниковой системы для получения ТВГ согласно заданию![]() , объем прибыли был увеличен:
, объем прибыли был увеличен:
![]()
Визуализированные отливки с литниково-питающей системой при моделировании в программном продукте ProCAST представлены на рисунке 5.
|
|
|
|
а |
б |
|
Рис. 5. Усадочные дефекты в отливке: а – в сечении; б – в объеме |
|
Выводы
По результатам расчетов и компьютерного моделирования можно сделать следующие выводы.
1. В объеме пористость видна только в зоне стояка, что никак не сказывается на качестве получаемых отливок шаров.
2. Технологический выход годного (ТВГ) для разработанной системы составил 74,36%.
3. Время заполнения кокиля составило: рассчитанное в программном продукте ProCAST – 7,83 с.
4. Время выдержки в кокиле до выбивки: рассчитанное в программном продукте ProCAST – 30,86 мин.
Таким образом, при расчете ЛПС (литниково-питающей системы) в программном продукте ProCAST вероятность получения бездефектных отливок высока, и предложенный способ получения мелющих тел оправдан.
Рецензенты:Беленький В.Я., д.т.н., профессор, декан МТФ ПНИПУ, г. Пермь;
Сиротенко Л.Д., д.т.н., профессор кафедры МТиКМ ПНИПУ, г. Пермь.
Библиографическая ссылка
Лабутин В.Н., Пустовалов Д.О., Белова С.А., Кайгородов А.К. РАЗРАБОТКА ЛИТНИКОВОЙ СИСТЕМЫ ДЛЯ ИЗГОТОВЛЕНИЯ МЕЛЮЩИХ ТЕЛ // Современные проблемы науки и образования. 2015. № 2-2. ;URL: https://science-education.ru/en/article/view?id=22934 (дата обращения: 01.07.2026).