


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
TECHNOLOGICAL SUPPORT ACCURACYMACHINING ON CNC MACHINES

Все инструменты, в зависимости от совершения движения резания и подачи (одновременно или в разное время) делятся на группы[1]:
1. Инструмент с простым движением, при котором движение резания и движение подачи выполняются раздельно.
2. Инструмент со сложным движением, при котором движение резания и движение подачи происходят одновременно.
К резанию в условиях постоянного контакта с материалом относится точение, сверление, зенкерование, развертывание, протягивание и т.д. С помощью такого типа обработки изготавливается наибольшее количество деталей цилиндрической формы. Данный вид механической обработки является наиболее распространенным не вызывает существенных проблем. С другой стороны, выступает ряд изделий, предполагающий прерывистую обработку с переменной нагрузкой, например: фрезерования, шлицефрезерование, зубофрезерование, эксцентричное точение, точение в условиях переменной величины припуска и др. Отличительной чертой такой обработки является резание с переменной величиной нагрузки в сечении срезаемого слоя, при этом другие характеристики процесса резания испытывают постоянное изменение от минимального до наибольшего значения. Колебания нагрузки при изменении силы резания приводят к появлению вибраций, увеличению шероховатости поверхностного слоя и уменьшению точности размеров, усиленному износу режущей поверхности инструмента. Такого рода факторы, в свою очередь, вызывают снижение стойкости инструмента, появление зазоров и люфтов в технологической системе. В ряде случаев процесс прерывистой обработки с переменной нагрузкой имеет ряд преимуществ, особенно при получении большого количества разнообразных по профилю поверхностей, а также сложных объемных поверхностей, механическая обработка которых представляет трудности в современном машиностроении. В данном случае поверхность инструмента, вращаясь со скоростью резания, находится в контакте с материалом малый период времени, при этом снижается температурное воздействие на режущую кромку инструмента, повышается теплоотвод.
Методы исследования
В работеисследованы показатели процесса для условий постоянного резания с переменной величиной снимаемого слоя, а именно, качество поверхностного слоя обрабатываемой заготовки, характер колебания нагрузки на управляемые оси используемого оборудования. Данные показатели определяют характер протекания процесса резания, величину пластической деформации обрабатываемой поверхности материала, и качественные величины процесса резания.
Существует ряд факторов, таких как: неоднородность структуры материала, внутренние напряжения, коробление – которые оказывают влияние на неравномерность распределения припуска на формируемых поверхностях. Неравномерный припуск приводит к снижению стойкости инструмента (и как следствие производительности) и к отклонению формы изделий. Способ получения заготовки, её размеры, материал, геометрическая форма согласно ГОСТ7062-90 [3] может учитывать величину неравномерности профиля и принимать следующие значения:
1. для гладких поковок круглого и прямоугольного сечения, а также круглого сечения с уступами длиной до 1000 мм и диаметром до 140 мм колебания припуска (неравномерность) составит 4 мм;
2. диаметром от 140 мм до 200 мм – 5 мм;
3. диаметром от 200 мм до 280 мм – 6 мм.
Наибольшее распространение в современном машиностроении получили изделия типа «тело вращения», поэтому остановимся на рассмотрении данной группы. В зависимости от назначения для обработки таких деталей используют различные виды оборудования, обрабатывающие центры и автоматические линии. Токарная обработка занимает главное место в механообработке, используется при черновой (14 квалитет) и при высокоточной (5-6 квалитет) обработке.
Задачей исследования является получение рекомендаций для корректировки процесса резания, что позволяет полностью характеризовать стационарный и переходный процессы в условиях переменного резания. Эти показатели напрямую связаны с характеристиками точности обработки поверхностей на использованном оборудовании.

Рис.1. Профиль обрабатываемой заготовки
В качестве объектаисследования используется моделирование динамики станка в условиях переменного резания при стационарных и переходных процессах резания.
В работе исследовано влияние величины припуска на изменение нагрузок на приводе станка. Получены зависимости для оценки величины отклонения формы обрабатываемой детали.
В качестве эксперимента производилась токарная обработка цилиндрической заготовки переменного профиля, имеющей равномерные предварительно подготовленные трапецеидальные выступы. Материал заготовки – сталь 40Х. Применялось токарное оборудованиефирмы OkumaMultusB200. Мощность шпинделя 22/15 кВт, частота вращения до 5000 об/мин. В качестве инструмента использовался резец и пластина фирмы SandvikCoromant. Оправка DCLNR 2525M 12, режущая пластина CNMG 120408 PM 4225. Режимы резания были подобраны по каталогу.
Результаты исследования
Во время точения профиля можно наблюдать изменения мощности с помощью монитора нагрузи встроенного в оборудование по вращению шпинделя (ось S):
· во время точения прямого участка 12-15%,
· при точении участка переменного профиля нагрузка возрастала 42-44%;
также наблюдалось изменение значения нагрузки вдоль оси детали (ось Z):
· во время точения прямого участка 10%,
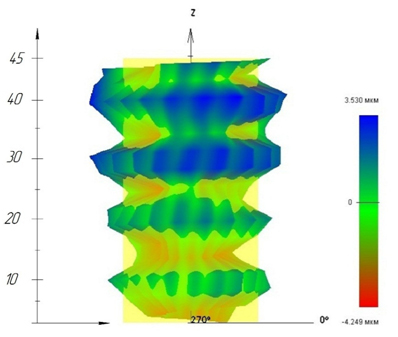
Рис.2. Объемная модель облака точек
· при точении участка переменного профиля нагрузкавозрастала до 15%.
Вследствие неравномерности снимаемого профиля была получена стружка, имеющая переменную величину. По данным образцам можно сделать вывод о величине усадки.
После проведения эксперимента шероховатость поверхности заготовки была измерена на кругломереMahrMMQ400. Полученная объемная модель облака точек переменного профиля (рисунок 2), имеющая выступы и впадины. Точки наибольших отклонений по осям X и Y приведены в таблице 1. По величине изменения профиля можно сделать вывод о изменение жесткости системы. По мере приближения к патрону с кулачками величина разброса точек уменьшается.
Таблица 1
Точки переменного профиля (X, Y– точки в двухмерном пространстве, Z – высота профиля)
|
X, мм |
Y, мм |
Z, мм |
|
24.274036 |
0.410144 |
104.038817 |
|
-0.028808 |
24.273005 |
104.778392 |
|
-24.269724 |
-0.066927 |
105.525704 |
|
0.105073 |
-24.275027 |
106.269870 |
|
24.278331 |
-0.066527 |
107.010762 |
|
0.028385 |
24.273367 |
107.758742 |
|
-24.272152 |
-0.009743 |
108.505335 |
|
0.047881 |
-24.277650 |
109.249464 |
|
24.280177 |
0.086025 |
109.994653 |
|
0.085585 |
24.275474 |
110.738413 |
|
-24.273909 |
0.047450 |
111.485165 |
В качестве результата исследования используется не действительная, а комплексная форма записи, как спектральное расположение случайной функции, так и её характеристики: спектральная плотность и корреляционная функция. Линейные операции над функциями, принимающие вид дифференциальных, интегральных и др. колебаний, осуществляются проще, когда такие колебания записаны в виде комплексной формы, в качестве показательной функции. Комплексная форма корреляционной функции и спектральнаяплотность применяется также, когда сама случайная функция (а, следовательно, и её корреляционная функция и спектральная плотность) действительна.
На примере спектрального разложения случайной функции [2] можно перейти от действительной формы к комплексной.
Приведем примерспектрального разложения
случайной функции![]() ,
на участке (0, T):
,
на участке (0, T):
![]() (1)
(1)
где
![]() –
некоррелированные случаи величины, причем для каждой пары
–
некоррелированные случаи величины, причем для каждой пары ![]() с
одинаковыми индексами дисперсии равны:
с
одинаковыми индексами дисперсии равны:
![]() (2)
(2)
Выводы
Из анализа установлено, что при токарной обработке переменного профиля возникают значительные по величине переменные нагрузки. Математическая модель на основе спектральной плотности и корреляционной функции данного процесса характеризует протекающие в технологической системе изменения и, как следствие, выявляетвлияниепараметров профиля на изменение нагрузки на приводах станка и получение выходных характеристик обрабатываемой поверхности. Использованиеполученной математической модели может найти применение в черновой и чистовой токарной обработке различных групп изделий цилиндрических с элементами переменного профиля и конических поверхностей.
Рецензенты:Иванов В.А., д.т.н., проф., зав. каф. МСИ, МТФ ПНИПУ, г. Пермь;
Сиротенко Л.Д., д.т.н., проф., каф. МТ и КМ, ПНИПУ, г. Пермь.
Библиографическая ссылка
Кузнецов А.С., Дроздов А.А. ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ТОЧНОСТИ ПРИ ОБРАБОТКЕ НА СТАНКАХ С ЧПУ // Современные проблемы науки и образования. 2015. № 2-1. ;URL: https://science-education.ru/en/article/view?id=20533 (дата обращения: 04.07.2026).