


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
RHEOLOGICAL PROPERTIES OF PAINT FORMULATIONS BASED ON EXPANDED PO-LYSTYRENE WASTE

Одним из эффективных путей научно-технического прогресса в производстве строительных материалов является использование в качестве основного сырья различных полимерных отходов.
Среди промышленных пластиков в нашей стране полистирол (ПС) и его сополимеры занимают третье место. Потенциальные ресурсы вторичного сырья для этого термопласта составляют примерно 50 тыс. т в год. Отходы ПС накапливаются в виде вышедших из употребления изделий из ПС и пенополистирола (ППС), а также в виде промышленных (технологических) отходов [5,7].
Учитывая вещественный и химический состав отходов ППС, одним из вариантов их использования может стать изготовление лакокрасочных материалов.
Критерием для определения необходимого количества пленкообразующего в красочной суспензии служит соотношение между пигментом (наполнителем) и пленкообразующим, которое определяется объемной концентрацией пигмента (наполнителя). Известно, что при определенных ее значениях резко изменяются основные свойства красочных систем. Эти значения называются критической объемной концентрацией (КОКП). Величина КОКП в большей мере определяется свойствами наполнителя, меньше – свойствами пленкообразующего и не зависит от растворителей [6,7].
Реологические свойства наполненных полимерных композитов изучали на лакокрасочных составах, приготовленных на основе 15 %-ного раствора отходов ППС в смесевом растворителе (смесь ацетона с бензином в соотношении 1:1).
На рис. 1 представлены результаты экспериментальных исследований зависимости вязкости лакокрасочных составов от концентрации наполнителей. Как видно из полученных данных, при наполнении в интервале примерно 0<φ<0,16 (наполнители – фторид кальция, оксид кальция), 0<φ<0,96 (наполнитель – оксид кремния), 0<φ<0,1 (наполнитель – отход химической полировки стекла, ОХПС), 0<φ<0,12 (наполнитель – гидроксид кальция), 0<φ<0,13 (наполнитель смесь фторида кальция с пигментом) увеличение вязкости незначительно. Очевидно, полимерная матрица лишь частично переходит в пленочное состояние, для пространственного каркаса характерна рыхлость и редкие пространственные связи.

Рис.1. Зависимость относительной вязкости лакокрасочных составов от объемной концентрации наполнителей
1 – ОХПС; 2 – гидроксид кальция; 3 – фторид кальция с пигментом; 4 – оксид кальция;
5 – фторид кальция; 6 – оксид кремния.
При дальнейшем наполнении наблюдается резкое повышение вязкости лакокрасочного состава. Очевидно, при достижении КОКП происходит структурно-фазовый переход матрицы из ее объемного состояния в пленочное, затрагивающее весь объем материала, т.е. связи через пленочную матрицу охватывают все частицы наполнителя, редкий перколяционный каркас трансформируется в жесткую матрицу [1,3].
Анализ полученных экспериментальных данных, приведенных на рис.1, позволяет сделать вывод, что полученные зависимости изменения вязкости при наполнении могут быть описаны уравнением вида:
![]() (1)
(1)
где ![]() – относительная вязкость лакокрасочного состава; φ – объемная доля наполнителя, ед.об.;
– относительная вязкость лакокрасочного состава; φ – объемная доля наполнителя, ед.об.; ![]() – коэффициенты.
– коэффициенты.
После математической обработки экспериментальных данных получены расчетные зависимости вязкости лакокрасочных составов от степени наполнения, которые имеют вид:
![]() – при наполнении ОХПС (2)
– при наполнении ОХПС (2)
![]() – при наполнении оксидом кальция (3)
– при наполнении оксидом кальция (3)
![]() – при наполнении гидроксидом кальция (4)
– при наполнении гидроксидом кальция (4)
![]() – при наполнении оксидом кремния (5)
– при наполнении оксидом кремния (5)
![]() – при наполнении фторидом кальция (6)
– при наполнении фторидом кальция (6)
![]() – при наполнении смесью фторида кальция с пигментом (7)
– при наполнении смесью фторида кальция с пигментом (7)
При значении c=0 в уравнениях (2–7) ![]() , что соответствует вязкости ненаполненной лакокрасочной системы.
, что соответствует вязкости ненаполненной лакокрасочной системы.
Адекватность уравнений (2–7) проверялась по F-критерию. Так, для уравнения (7) ![]() . При 5 % уровне значимости уравнение адекватно описывает результаты опытов
. При 5 % уровне значимости уравнение адекватно описывает результаты опытов ![]() [4].
[4].
Полученные зависимости (2–7) позволяют выбрать оптимальную степень наполнения лакокрасочного состава в зависимости от метода его нанесения на защищаемую поверхность.
На рис. 2 зависимость вязкости от концентрации наполнителя представлена в координатах lg��, c ( где c – концентрация наполнителя в системе). Эта зависимость представляет собой две пересекающиеся линии. Точка пересечения, спроецированная на ось абсцисс, и будет представлять собой КОКП (наполнителя) [8].
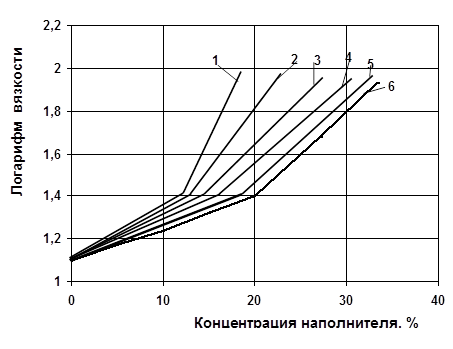
Рис. 2. Зависимость вязкости лакокрасочных составов на основе ППС
от объемной концентрации наполнителей:
1 – ОХПС; 2– гидроксид кальция; 3 – фторид кальция с пигментом; 4 – оксид кальция;
5 – фторид кальция; 6 – оксид кремния
Как видно из полученных данных, для лакокрасочных составов на основе раствора ППС, наполненных оксидом кремния, КОКП составляет 19,5 %, фторидом кальция – 16,5 %, оксидом кальция – 14,2 %, ОХПС – 11,5 %, гидроксидом кальция – 12 %, смесью фторида кальция с пигментом – 13 %.
Практически применяемая объемная концентрация пигмента (наполнителя) в лакокрасочных пленках (ОКП) ниже КОКП. Процентное отношение ОКП/КОКП называется коэффициентом лакокрасочной системы. Оптимальная степень наполнения полимерных композитов (ОКП) была рассчитана двумя теоретическими методами.
В первом случае расход компонентов для формирования единицы объема полимерного композита рассчитывался по формулам [2]:
![]() , (8)
, (8)
![]() , (9)
, (9)
при условии ![]() , (10)
, (10)
![]() , (11)
, (11)
где ![]() – объем частиц наполнителя, ед.об.;
– объем частиц наполнителя, ед.об.; ![]() – объем раствора пленкообразующего, ед.об.; �� – коэффициент раздвижки частиц наполнителя;
– объем раствора пленкообразующего, ед.об.; �� – коэффициент раздвижки частиц наполнителя; ![]() – насыпная плотность наполнителя кг/м3;
– насыпная плотность наполнителя кг/м3; ![]() – плотность наполнителя, кг/м3;
– плотность наполнителя, кг/м3; ![]() – объем монолитных частиц наполнителя, ед.об.;
– объем монолитных частиц наполнителя, ед.об.; ![]() – объем межчастичных пустот наполнителя, ед. об, рассчитывается по формуле:
– объем межчастичных пустот наполнителя, ед. об, рассчитывается по формуле:
![]() , (12)
, (12)
Коэффициент раздвижки частиц наполнителя рассчитывали по формуле:
 , (13)
, (13)
где![]() – средний размер частиц наполнителя, м;
– средний размер частиц наполнителя, м; ![]() – средняя толщина прослойки пленкообразователя, м, принималась равной 1,4 мкм.
– средняя толщина прослойки пленкообразователя, м, принималась равной 1,4 мкм.
Вторым методом расчет вели по формуле [1]:
 , (14)
, (14)
где φ – объемное содержание наполнителя; ![]() – насыпная плотность наполнителя кг/м3;
– насыпная плотность наполнителя кг/м3; ![]() – плотность наполнителя, кг/м3;
– плотность наполнителя, кг/м3; ![]() – средняя толщина прослойки пленкообразователя, 1,4 мкм (1,4∙10-6 м);
– средняя толщина прослойки пленкообразователя, 1,4 мкм (1,4∙10-6 м); ![]() – удельная поверхность наполнителя, м2/кг.
– удельная поверхность наполнителя, м2/кг.
Рассчитанный расход наполнителей в обоих случаях оказался одинаковым. Полученные в результате теоретических расчетов данные представлены в табл.1.
Таблица 1
|
Вид наполнителя |
Удельная поверхность наполнителя, |
Средний размер частиц наполнителя, |
Насыпная плотность, |
Плотность наполнителя, |
Объем частиц наполнителя, |
Объем монолитных частиц наполнителя, |
Объем раствора пленкообразователя, |
|
Фторид кальция |
517 |
4,14 |
1080 |
2800 |
0,38 |
0,15 |
0,85 |
|
ОХПС |
1466 |
1,78 |
700 |
2300 |
0,17 |
0,05 |
0,95 |
|
Оксид кальция |
545 |
3,96 |
640 |
2780 |
0,4 |
0,09 |
0,91 |
|
Оксид кремния |
430 |
5,57 |
920 |
2610 |
0,51 |
0,19 |
0,81 |
|
Гидроксид кальция |
1070 |
2,5 |
390 |
2240 |
0,26 |
0,05 |
0,95 |
|
Смесь: фторид кальция и пигмент |
700 |
2,9 |
940 |
2940 |
0,3 |
0,1 |
0,9 |
Как видно из полученных данных, теоретически рассчитанный расход наполнителей согласуется с экспериментально полученными результатами, представленными на рис.2.
Коэффициенты лакокрасочных систем (ОКП/КОКП) составят при наполнении: оксидом кремния – 97 %, оксидом кальция – 63 %, фторидом кальция – 91 %, гидроксидом кальция – 42 %, отходами химической полировки стекла – 44 %, смесью фторида кальция с пигментом – 77 %.
В результате проведенных исследований теоретически и экспериментально определено значение критического содержания дисперсных наполнителей в лакокрасочном составе. Предложена модель изменения вязкости лакокрасочных составов на основе раствора пенополистирола в зависимости от объемной доли наполнителей.
Рецензенты:
Калашников В.И., д.т.н., профессор, заведующий кафедрой «Технология строительных материалов и деревообработки» Пензенского государственного университета архитектуры и строительства, г. Пенза;
Данилов А.М., д.т.н., профессор, заведующая кафедрой «Математического моделирования и математики» Пензенского государственного университета архитектуры и строительства, г. Пенза.
Библиографическая ссылка
Логанина В.И., Кислицына С.Н. РЕОЛОГИЧЕСКИЕ СВОЙСТВА ЛАКОКРАСОЧНЫХ СОСТАВОВ НА ОСНОВЕ ОТХОДОВ ПЕНОПОЛИСТИРОЛА // Современные проблемы науки и образования. 2015. № 1-1. ;URL: https://science-education.ru/en/article/view?id=18504 (дата обращения: 14.07.2026).