


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
THE DISTRIBUTION OF IMPURITIES DURING CRYSTALLIZATION SEMIMODULE OF DISODIUMPHOSPHATE

Семиводный динатрийфосфат является перспективным концентрированным продуктом доля основного вещества, в котором в 1,34 раза выше, чем в ранее выпускавшемся двенадцативодном динатрийфосфате [1].
Предложено получать семиводный динатрийфосфат по циркуляционной безупарочной энергосберегающей технологии [2, 3]. При рецикле маточного раствора на стадию приготовления нейтрализующей содовой суспензии в нейтрализованном растворе постепенно происходит накопление примесей, и концентрация их растет. Одновременно повышается и доля примесей в выделяемых кристаллах семиводного динатрийфосфата до значений превышающих допустимый уровень примесей в двухзамещенном фосфате натрия, используемом в пищевой, и фармацевтической промышленности [3, 4]. Для оптимизации технологического режима получения семиводного динатрийфосфата необходимо получить данные по межфазному распределению примесей при выделении из раствора кристаллов двухзамещенной соли.
Цель работы
Получение, отсутствующих в литературе, сведений по распределению примесей в равновесных маточных растворах и кристаллах семиводного динатрийфосфата выпадающего из раствора.
Экспериментальная часть
Исходные растворы готовили нейтрализацией термической фосфорной кислоты [5], суспензией соды в маточном растворе фосфата натрия до значения рН 8,3. 100 гр нейтрализованного раствора охлаждали со скоростью 2±0,2 град/час от 48,30С до 35,40С. По достижении конечной температуры охлаждения суспензию выпавших кристаллов выдерживали при конечной температуре в течение 1 часа и разделяли фильтрацией. Отжатые кристаллы промывали 20 мл ацетона, сушили при температуре 1050С и анализировали на содержание примесей мышьяка по методике [5]. Одновременно на содержание мышьяка анализировали исходный раствор и полученный маточник для составления баланса. Коэффициент распределения примесей мышьяка (Кр) определили по уравнению:
 , (1)
, (1)
где mK и mК – массы равновесных соответственно раствора и кристалла;
сМ и сК – доли мышьяка в равновесных фазах, % масс.
Маточник использовали для приготовления содовой суспензии, применяемой для нейтрализации кислоты.
Результаты и их обсуждение
Анализ баланса поступления примесей, наличие которых в динатрийфосфате ограничено стандартом, показывает, что 97,5% хлоридов, 75,8% железа и нерастворимых в воде веществ приходит с содой (табл.1).
Таблица 1
Состав сырья и семиводного динатрийфосфата
|
Показатель |
Термическая кислота по ГОСТ 10678-86 |
Экстракционная кислота «улучшенная» |
Вода по ГОСТ 5100-73 |
Динатрийфосфат |
|
|
по ТУ 2143-021-5761689-98 |
после 7 циклов возврата маточника |
||||
|
Доля хлоридов, % не более |
0,01 |
- |
0,5 |
0,05 |
0,03 |
|
Сульфатов, % не более |
0,015 |
0,35 |
0,05 |
0,03 |
0,013 |
|
Нитратов, % не более |
0,0005 |
- |
- |
0,003 |
0,0005 |
|
Железа, % не более |
0,01 |
0,04 |
0,003 |
0,003 |
0,0022 |
|
Тяжелых металлов, % не более |
0,002 |
0,001 |
- |
0,002 |
0,00016 |
|
Мышьяка, % не более |
0,005 |
0,0005 |
- |
0,0002 |
0,00011 |
|
Фторсоединения, % не более |
- |
0,005 |
- |
0,0002 |
0,0002 |
|
Взвешенные вещества, % не более |
0,01 |
0,05 |
0,04 |
0,0002 |
0,002 |
Примеси нитратов, сульфатов, соединений фтора, свинца и тяжелых металлов, мышьяка полностью приходят с используемой фосфорной кислотой. При достижении рН раствора 3,8-4,5 в ходе нейтрализации кислоты содой фосфаты полуторных окислов и соединения фтора, тяжелых металлов осаждаются и удаляются на фильтре вместе со взвешенными веществами. В фильтрованном растворе остаются примеси хлоридов и соединений мышьяка. Они при рецикле маточного раствора на содорастворение будут постепенно копиться в нейтрализованном растворе. В результате доля этих примесей может расти и в полученных кристаллах фосфата. Поскольку доля хлоридов в кристаллах существенно ниже допустимой нормы содержания в динатрийфосфате, то качество определяется примесями соединений мышьяка.
Исследование дробной кристаллизации семиводного динатрийфосфата показало, что в интервале температур 48-450С выпадающие кристаллы содержат примеси мышьяка меньше чем при кристаллизации в интервале температур 38-350С (табл. 2). С понижением средней температуры кристаллизации с 480С до 350С коэффициент межфазного распределения примеси мышьяка уменьшается с 44 до 27 в 1,6 раза. Одновременно уменьшается и выход кристаллов в расчете на 1 градус охлаждения раствора с 29 % до 22 % от общей массы кристаллов, выпадающих за весь интервал охлаждения раствора с 480С до 350С.
Таблица 2
Влияние температурного интервала кристаллизации на выход кристаллов и коэффициент распределение примеси мышьяка
|
Скорость охлаждения, град/час |
Температура кристаллизации, 0С |
Выход кристаллов, в % от общего |
Коэффициент распределения, Кр |
|
|
Начальная |
Конечная |
|||
|
2 |
48 |
34,5 |
100 |
36 |
|
3 |
48 |
34,5 |
100 |
35 |
|
4 |
48 |
34,5 |
100 |
27 |
|
6,4 |
48 |
34,5 |
100 |
11 |
|
11 |
48 |
34,5 |
100 |
15 |
|
2 |
48 |
45 |
29 |
44 |
|
2 |
45 |
42 |
24,5 |
36 |
|
2 |
42 |
39 |
22,5 |
29 |
|
2 |
38,5 |
35,5 |
21,6 |
27 |
С понижением средней температуры выделения фракции кристаллов с 46,50С до 36,50С доля примесей мышьяка в получаемых кристаллах возрастает практически с 0,0002% масс. до 0,0031% масс.
Динатрийфосфат, полученный при охлаждении раствора в интервале 48-350С, имеет состав, приведенный в табл. 3.
Исследование влияния скорости охлаждения раствора на содержание примеси мышьяка в кристаллах показало, что с увеличением ее с 2 до 11 град/час коэффициент распределения примеси уменьшатся с 35 до 11 (при скорости охлаждения 6,4 град/час), а далее возрастает вновь до 15 при скорости охлаждения 11 град/час. Вероятно, это связано с увеличением доли маточных включений в кристаллы, формирующиеся в ходе полинуклеарной кристаллизации семиводного динатрийфосфата. Уменьшение захвата маточника можно объяснить уменьшением размера кристаллов при скоростях охлаждения более 7 град/час. Следовательно, в качестве оптимальной, следует рекомендовать, скорость охлаждения 3-5 град/час.
Таблица 3
Качество семиводного динатрийфосфата
|
Показатель качества |
Состав динатрийфосфата после числа циклов возврата маточника |
ДНФ двенадцативодный по ГОСТ квалификации «чистый» |
||
|
1 |
3 |
7 |
||
|
Доля основного вещества, % |
99,3 |
99,3 |
99,3 |
не менее 99 |
|
рН раствора |
9,2 |
9,2 |
9,2 |
9,1-9,5 |
|
Нерастворимые в воде, % не более |
0,006 |
0,006 |
0,007 |
0,01 |
|
Сульфаты, % не более |
0,02 |
0,024 |
0,03 |
0,03 |
|
Хлориды, % не более |
0,003 |
0,005 |
0,008 |
0,005 |
|
Железа, % не более |
0,0023 |
0,0026 |
0,0026 |
0,003 |
|
Магний, % не более |
0,002 |
0,0028 |
0,0031 |
0,003 |
|
Мышьяка, % не более |
0,00018 |
0,0012 |
0,003 |
0,001 |
|
Тяжелых металлов, % не более |
0,0016 |
0,0014 |
0,00023 |
0,002 |
Как видно из таблицы 3, получаемый динатрийфосфат за счет преимущественного распределения примесей в равновесном растворе удовлетворяет требованиям к качеству динатрийфосфата двенадцативодного реактивной квалификации «чистый» по всем показателям качества после подсушки до остаточной влажности не более 0,5% масс. даже после 3 циклов возврата маточного раствора на содорастворение.
Снижение коэффициента распределения примесей при понижении средней температуры кристаллизации объясняется увеличением пересыщения [4] в растворе и его вязкости.
Анализ отдельных фракций кристаллов после рассева единого образца показал, что максимальное содержание примесей мышьяка характерно для кристаллов с размером частиц 100-150 мкм (0,00034%). При размере частиц от 50 до 300 мкм (рис.1) доля примеси мышьяка в кристаллах превышает среднее содержание мышьяка в использованном общем образце динатрийфосфата (0,00014%).
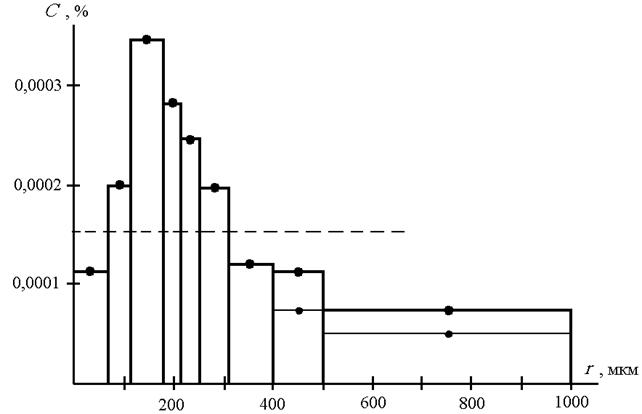
Рис. 1. Влияние размера частиц ( r ) кристаллов во фракции на долю ( С ) примеси мышьяка в них
В более крупных кристаллах (400-1000 мкм) содержание примеси мышьяка понижается. Эти данные косвенно подтверждают полинуклеарный механизм кристаллизации динатрийфосфата. При формировании кристаллов соответствующих устойчивым зародышам (30-50 мкм) захват маточного раствора относительно мал. Во фракциях кристаллов соответствующих коагуляции устойчивых ассоциатов до момента образования стабильных кристаллов ( > 200-250 мкм) захват маточных включений резко возрастает ( > 0,0002%). При дальнейшем росте кристаллов маточных включений становится относительно меньше. При размере частиц 500-1000 мкм доля мышьяка примерно в 2 раза меньше по сравнению со средним содержанием мышьяка в общей навеске.
Заключение
- Кристаллизация семиводного динатрийфосфата проходит по полинуклеарному механизму.
- Более чистые кристаллы получаются при скорости охлаждения раствора 3-5 град/час.
- Дробной кристаллизацией в интервале температур 48 - 44 градуса может быть выделена соль реактивной квалификации «чистый».
Рецензенты:
Луконин В.П., д.т.н., профессор, генеральный директор ФГУП «НИИ полимеров им. академика В.А. Каргина», г. Дзержинск;
Ширшин К.В., д.т.н., профессор, заместитель директора по НИР НИИ Полимеров им. академика В.А. Каргина», г. Дзержинск.
Библиографическая ссылка
Никандров М.И., Никандров И.С., Суровегина Т.Ю. РАСПРЕДЕЛЕНИЕ ПРИМЕСЕЙ ПРИ КРИСТАЛЛИЗАЦИИ СЕМИВОДНОГО ДИНАТРИЙФОСФАТА // Современные проблемы науки и образования. 2014. № 6. ;URL: https://science-education.ru/en/article/view?id=16335 (дата обращения: 29.05.2026).