


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
ORGANIZATION A STATISTICAL ACCEPTANCE INSPECTION QUALITY PRODUCTS AT THE QUANTITATIVE TRAIT

Приёмочный статистический контроль продукции широко распространён среди предприятий, руководствующихся в своей деятельности стандартами серии ИСО 9000. Он основан на случайном отборе для контроля определённой части продукции, что позволяет значительно сократить время и расходы на выполнение контрольных мероприятий[1].
Контроль по количественному признаку подразумевает определение значений контролируемых параметров продукции, а контроль по альтернативному признаку основан на установлении годности продукции, прошедшей контроль. Контроль по количественному признаку позволяет получить более детальную и объективную информацию и провести более тщательный анализ действующих на предприятии процессов.
План статистического (выборочного) контроля должен включать размер партии изделий (генеральная совокупность), подлежащих передаче потребителю, и размер выборки, на основании контроля которой делается вывод о годности/негодности генеральной совокупности. Принимается, что распределение параметров изделий в выборке отражает распределение параметров изделий, образующих генеральную совокупность.
На практике для анализа процессов предпочитают пользоваться нормальным законом распределения, который является предельным законом для других законов распределения. В то же время опыт построения гистограмм (кривых) распределения показывает, что соответствие распределений, построенных по экспериментальным данным, нормальному закону распределения в значительной степени зависит от принятого количества числа классов группирования данных.
Основные методырасчета оптимального количества классов группирования
Для построения кривых распределения случайных величин существует несколько подходов определения оптимального числа m классов группирования. Наиболее широко распространены предложенные Старджесом, Бруксом и Каррузеном, Хайнхольдом, Гаеде и др. [4].Для определения характера распределения выборка должна быть представлена в форме гистограммы состоящей из столбцов с определенной протяженностью соответсвующих им интервалов.
По мнению М. Кендалла и А. Стюарта [3] эти интервалы должны быть одинаковыми. Это необходимо для того, чтобы количество попаданий в различные интервалы были сравнимы.А. Хальд [5] считает, что существует оптимальное количество класс-итервалов группирования, при котором ступенчатая огибающая гистограммы наиболее близка к плавной кривой распределения генеральной совокупности.
Исходя из предположения, что генеральная совокупность, из которой взята исследуемая выборка, имеет гладкую кривую распределения, следует, что появляющиеся при группировании провалы и всплески являются случайным «шумом» порождаемым случайностью попадания значений ![]()
![]() в малую выборку [4]. Для фильтрации этого «шума» укрупняют интервалы группирования. Однако чрезмерное укрупнение класс-интервалов приведет уже к фильтрации самого «сигнала», т.е. сгладятся особенности искомого закона распределения.
в малую выборку [4]. Для фильтрации этого «шума» укрупняют интервалы группирования. Однако чрезмерное укрупнение класс-интервалов приведет уже к фильтрации самого «сигнала», т.е. сгладятся особенности искомого закона распределения.
Современные успешные предприятия с сертифицированной системой менеджмента качества руководствующиеся стандартами ИСО 9000 осуществляют оценку качества продукции при передаче потребителю на основе выборочного контроля.
ОАО «НПП «ТиМОД-Пресс» (г. Калуга) производит исходные заготовки для кузнечно-штамповочного производства. Продукция передается потребителю партиями по 500 штук. Для выборочного контроля предоставляется 80 штук. Результаты измерений массы заготовок из выборки приведены в таблице 1.
Табл. 1. Масса исходных заготовок ![]()
![]() , кг
, кг
|
17,37 |
17,06 |
16,96 |
16,83 |
17,34 |
|
17,45 |
17,60 |
17,30 |
17,02 |
16,73 |
|
17,08 |
17,28 |
17,08 |
17,21 |
17,29 |
|
17,47 |
16,84 |
17,39 |
16,95 |
16,92 |
|
17,59 |
17,28 |
17,31 |
17,25 |
17,43 |
|
17,30 |
17,18 |
17,26 |
17,19 |
17,09 |
|
16,61 |
17,16 |
17,17 |
17,06 |
17,09 |
|
16,83 |
17,17 |
17,06 |
17,59 |
17,37 |
|
17,09 |
16,94 |
16,76 |
16,98 |
16,70 |
|
17,27 |
17,48 |
17,21 |
16,74 |
17,12 |
|
17,33 |
17,15 |
17,56 |
17,45 |
17,49 |
|
16,94 |
17,28 |
17,09 |
17,39 |
17,05 |
|
16,97 |
17,16 |
17,38 |
17,23 |
16,87 |
|
16,84 |
16,94 |
16,90 |
17,27 |
16,93 |
|
17,25 |
16,85 |
17,41 |
17,37 |
17,50 |
|
17,13 |
17,16 |
17,05 |
16,68 |
17,56 |
В данной работе решается задача экспериментального определения оптимального числа класс-интервалов ![]()
![]() , а также определение кривой, характер которой наиболее близко соответствует нормальному закону распределения с учетом указанных выше условий.
, а также определение кривой, характер которой наиболее близко соответствует нормальному закону распределения с учетом указанных выше условий.
Построение выборочных кривых распределения
В исследованиях использованы исходные заготовки, изготовленные резанием из проката для кузнечно-штамповочного производства. Из пятисот заготовок случайным образом было отобрано 80 штук и измерена их масса (табл.1). К заготовкам предъявляется требование по массе: ![]()
![]() кг.
кг.
Среднее арифметическое значение массы заготовок:
![]()
![]() кг,
кг,
где n=80 – объём выборки,
Xi – массы исходных заготовок в выборке, i=1,…,n.
Выборочное стандартное отклонение:
Определение количества классов группирования определялось по следующим методикам:
1. По формуле Старджеса[4]:
![]()
Произведя вычисления для представленной выборки получим:
![]()
![]() .
.
Гистограмма из семи столбцов с огибающей кривой представлена на рис.1.
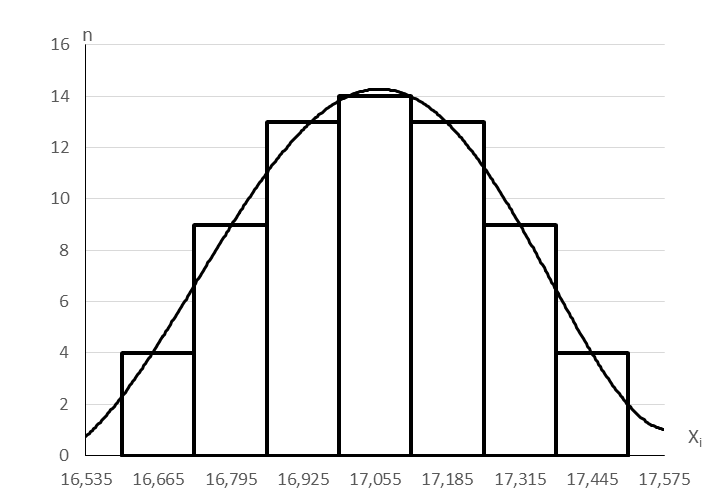
Рис. 1. Кривая распределения выборки при ![]()
![]()
2. По формуле Брукса и Каррузера[4]:
![]()
![]() .
.
Для рассматриваемой выборки:
![]()
![]() .
.
В этом случае теоретическая кривая распределения представлена на рис.2
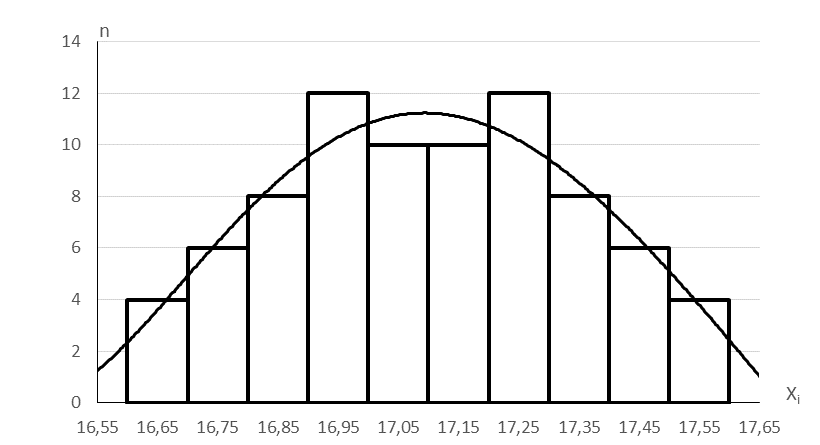
Рис. 2. Кривая распределения выборки при ![]()
![]()
3. По формуле И. Хайнхольда и К. Гаеде[4]:
![]()
![]() .
.
Количество интервалов группирования:
![]()
![]() .
.
Теоретическая кривая нормального распределения, соответствующая девяти класс-интервалам, представлена на рис.3.
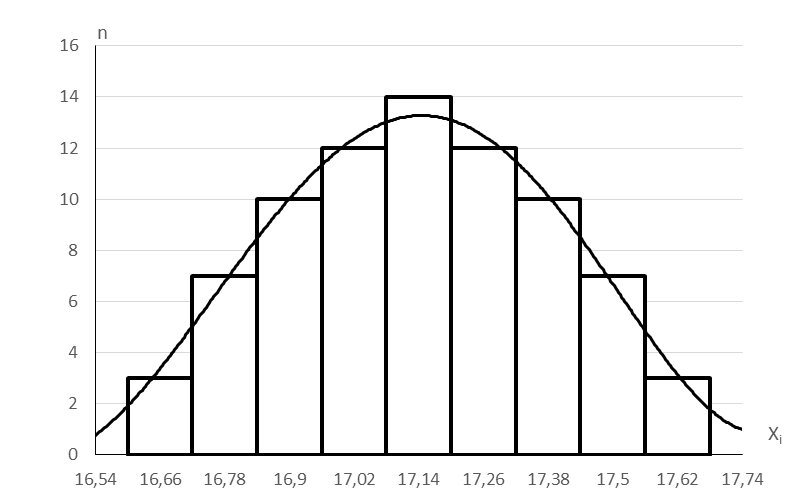
Рис. 3. Кривая распределения выборки при ![]()
![]()
4. По формуле З. Таушанова[4]:
![]()
![]() .
.
В результате расчета получится:
![]()
![]() .
.
Характер огибающей гистограммы аналогичен представленной на рис.1.
5. По формуле Е. Тоневой [4]:
![]()
![]() .
.
При ![]()
![]() :
:
![]()
![]() .
.
Полученная гистограмма с теоретической кривой распределения представлена на рис.4.
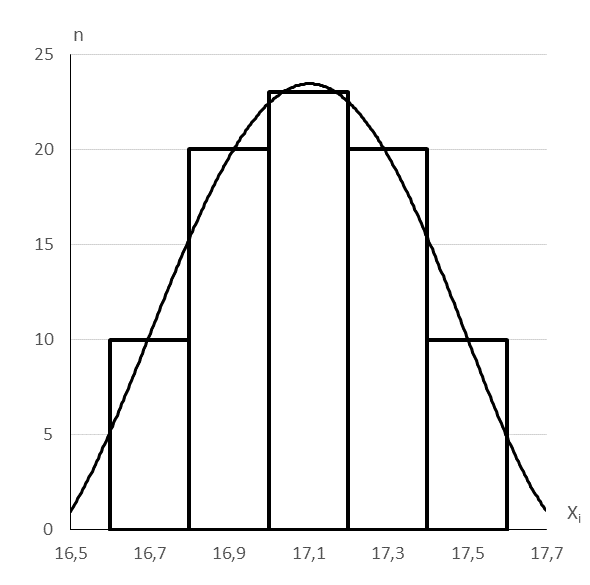
Рис. 4. Кривая распределения выборки при ![]()
![]()
6. По формуле К. Уильямса[4]:
![]()
![]() ,
,
где ![]()
![]() и
и![]()
![]() – некоторые задаваемые квантили, а b – принимается между 2 и 4.
– некоторые задаваемые квантили, а b – принимается между 2 и 4.
Так при ![]()
![]() и
и![]()
![]() принимается:
принимается:
![]()
![]() .
.
Характер кривой представлен на рис.5.
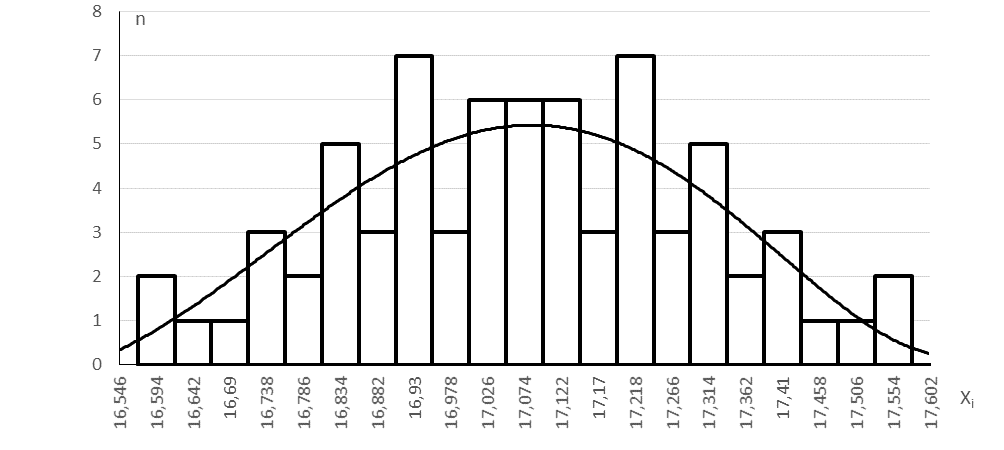
Рис. 5. Кривая распределения выборки при ![]()
![]()
Рекомендуемым способом оценки близости распределения выборки экспериментальных данных к принятой аналитической модели закона распределения является использование критериев согласия [2,4]. Критерий ![]()
![]() Пирсона позволяет произвести сравнение моделей в том случае, когда в них используется разное количество класс-интервалов (столбцов). Использование критерия согласия Пирсона заключается в вычислении величины:
Пирсона позволяет произвести сравнение моделей в том случае, когда в них используется разное количество класс-интервалов (столбцов). Использование критерия согласия Пирсона заключается в вычислении величины:
![]()
![]() .
.
где ![]()
![]() – экспериментальные значения частот (
– экспериментальные значения частот (![]()
![]() );
); ![]()
![]() – значения частот в том же столбце, соответствующее выбранной модели; m-число столбцов гистограммы.
– значения частот в том же столбце, соответствующее выбранной модели; m-число столбцов гистограммы.
Первой теоретической кривой (рис.1.) соответствует критерий ![]()
![]() , второй (рис.2.) –
, второй (рис.2.) – ![]()
![]() , третьей (рис.3.) –
, третьей (рис.3.) – ![]()
![]() , четвертой (рис.1.) –
, четвертой (рис.1.) – ![]()
![]() , пятой (рис.4.) –
, пятой (рис.4.) – ![]()
![]() , шестой (рис.5.) –
, шестой (рис.5.) – ![]()
![]() .
.
Критерии согласия Пирсона соответствующие каждой из рассмотренных методик равны:
![]()
![]() ;
; ![]()
![]() ;
; ![]()
![]() ;
; ![]()
![]() ;
; ![]()
![]() ;
; ![]()
![]() .
.
Заключение
Исходя из численных значений критерия Пирсона, можно заключить, что при минимальной величине критерия наблюдается наименьшая разница между кривой характеризующей генеральную совокупность и выборку. Теоретической кривой Гаусса ближе характер распределения при разбиении по методике И. Хайнхольда и К. Гаеде. Дальнейшее увеличение интервалов приводит к меньшему соответствию характеру нормального распределения.
В ходе выполненных исследований проведен обстоятельный сравнительный анализ различных вариантов определения оптимального количества классов группирования экспериментальных данных при интервальных оценках в решении практической производственной задачи – организации выборочного контроля при передаче продукции потребителю. Такой подход может найти применение подобных задач на предприятиях машиностроения, работающих в соответствии со стандартами серии ИСО 9000.
Рецензенты:
Астахов М.В., д.т.н., профессор, заведующий кафедрой «Прикладная механика», Калужский филиал ФГБОУ ВПО «Московский государственный технический университет им. Н.Э. Баумана», г. Калуга.
Шаталов В.К., д.т.н., профессор, заведующий кафедрой «Технологии обработки материалов», Калужский филиал ФГБОУ ВПО «Московский государственный технический университет им. Н.Э. Баумана», г. Калуга.
Библиографическая ссылка
Калмыков В.В., Антонюк Ф.И., Зенкин Н.В., Малышев Е.Н. ОРГАНИЗАЦИЯ СТАТИСТИЧЕСКОГО ПРИЕМОЧНОГО КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ ПО КОЛИЧЕСТВЕННОМУ ПРИЗНАКУ // Современные проблемы науки и образования. 2014. № 6. ;URL: https://science-education.ru/en/article/view?id=16120 (дата обращения: 24.07.2026).