


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
FUNDAMENTALS OF PRODUCING HIGH-LEVEL DYNAMIC CRACK STRENGTH AND STRENGTH IN STEEL 35H AFTER LOW TEMPERATURE RADIAL FORGING

Как известно, для получения мелкозернистой или ультрамелкозернистой структуры материала применяется холодная пластическая деформация (ХПД). Одним из промышленных методов реализации ХПД является холодная радиальная ковка (ХРК) [1 - 3]. При ХРК реализуется зерногранично-субструктурный механизм упрочнения, который позволяет одновременно повысить прочность и надежность; с другой стороны при сочетании ХРК и дополнительной термической обработки, наряду с зерногранично-субструктурным механизмом упрочнения эффективно реализуется дисперсионный механизм упрочнения, что положительно влияет на уровень характеристик механических свойств.
Цель данной работы – анализ структуры, динамической трещиностойкости, механических свойств и механизмов разрушения трубных заготовок из стали 35Х после термической и деформационно-термической обработок.
Методики проведения исследований
Исследовали образцы, полученные из трубной заготовки конструкционной стали 35Х после термической и термомеханической обработок. Химический состав стали, % (масс.): 0,38 С; 0,25 Si; 0,57 Mn; 0,82 Cr; 0,17 Ni; 0,007 Cu; 0,14 Mo; 0,008 S; 0,006 P.
Термическую обработку проводили по режиму термического улучшения (ТУ): закалка в воде с температуры 860°С и последующий отпуск при t = 570 °С с выдержкой в течение 1 часа и охлаждением в воде (режим 1). ТУ проводили на трубной заготовке, из которой в дальнейшем были вырезаны образцы. Оставшаяся часть трубы подвергалась холодной радиальной ковке (ХРК) на радиально-ковочной машине (SXP-16 фирмы GFM, Австрия) за три последовательных прохода: исходную заготовку – трубу Ø70х15мм деформировали за первый проход со степенью деформации ε1~ 21% с размерами Ø64х12,5мм. Затем за второй проход с общей степенью деформации ε1+2 ~ 39% получали трубу размером Ø59х10,5мм. Окончательный третий проход деформирования осуществляли с общей степенью деформации ε1+2+3 ~ 55% на конечный размер Ø54х8 мм. После ХРК были вырезаны образцы, которые подвергали последеформационному отжигу в лабораторной печи СНОЛ 7,5/12 при t = 600 °С в течение 1 часа с последующим охлаждением в воде (режим 2).
Испытания на ударный изгиб проводили в соответствии с требованиями ГОСТ 9454-78 на образцах с размерами 6,5х11,5х55 мм с заранее наведенной усталостной трещиной различной длины; при этом относительная длина трещины, λ, изменялась в пределах от 0,27 до 0,65. Ударные испытания проводили на маятниковом копре КМ-30. Для выращивания трещин различной длины использовали вибратор Дроздовского. При нахождении λ применяли формулу: λ = ℓ/b, где ℓ - суммарная длина основного надреза и трещины; b – ширина образца. Геометрические параметры образцов и изломов определяли с помощью стерео микроскопа Olympus SZX-16 в программном обеспечении Stream Motion 1.6 с точностью ±0,05 мм.
Ударную вязкость рассчитывали по формуле: КСТ = Ар /F, где: Ар – работа разрушения, снимаемая со шкалы копра с точностью до ±0,05 кГ· м; F– площадь живого сечения образца, см2. Оценку ударной вязкости в условиях гарантированной плоской деформации проводили на образцах с двумя дополнительными боковыми V-образными надрезами, глубина которых составляла 1,0 мм. Оценка ударной вязкости на образцах с боковыми надрезами дает возможность определять уровень удельной работы распространения трещины при разрушении в условиях плоско-деформированного состояния (ПДС), - КСТ* [4].
Оценку твердости исследуемых материалов проводили на твердомере ТК по методу Роквелла (шкалы «C» и «B») в соответствии с требованиями ГОСТ 9013-59. Значение твердости определяли как среднее арифметическое по результатам 4-6 замеров. Затем полученное среднее значение твердости по таблицам переводили в твердость по Бринеллю.
Микроструктуру исследовали на шлифах, приготовленных на поперечных сечениях ударных образцов. Для травления использовали 4%-ный раствор азотной кислоты в этиловом спирте. Травленые микрошлифы просматривали на световом микроскопе Olimpus GX-51 при увеличении х500; структуру при больших увеличениях от х8000 до х15000 исследовали на сканирующем электронном микроскопе FEI PHENOM G2 ProX при ускоряющем напряжении 15кВ.
Тонкую структуру исследовали с помощью просвечивающего электронного микроскопа FEI Tecnai 20 G2 TWIN при ускоряющем напряжении 200 кВ.
Исследование микромеханизмов разрушения проводили на сканирующем электронном микроскопе FEI PHENOM G2 ProX при увеличении х2000 и ускоряющем напряжении 15кВ. Микромеханизмы разрушения изучали на половинках ударных образцов с двумя дополнительными надрезами глубиной 1мм.
Результаты исследований и их обсуждение
Результаты оценки влияния длины трещины на ударную вязкость (КСТ) и динамическую трещиностойкость (КСТ*) исследуемой стали после режимов термической и термомеханической обработки представлены на рис. 1. Очевидно, что по мере увеличения длины трещины-инициатора на образцах с одним надрезом ударная вязкость стали 35Х после всех режимов как термической, так и термомеханической обработки линейно снижается. Максимальные значения ударной вязкости, КСТ = 115-130 Дж/см2, соответствуют относительной длине трещины λ = 0,3. По мере увеличения относительной длины трещины до λ = 0,64 ударная вязкость снижалась 75-85 Дж/см2 (табл. 1). После испытаний ударной вязкости на образцах с одним надрезом и трещиной разной длины во всех случаях отмечали наличие боковых утяжек. В свою очередь испытания на динамическую трещиностойкость на образцах с одним базовым и двумя дополнительными V-образными боковыми надрезами показывают стабилизацию свойств на одном уровне и устранение боковых утяжек.
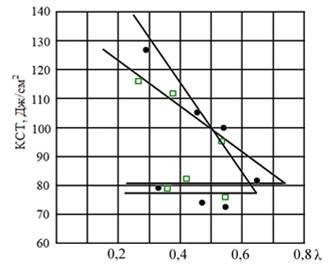
Рис. 1. Диаграмма динамической трещиностойкости для стали 35Х: ТУ (![]() ) и ТУ + РК + отжиг 600 оС (
) и ТУ + РК + отжиг 600 оС (![]() ).
).
Применение первого и второго режимов выявили минимальные отличия в показателе КСТ*, который для режима 1 равен 78 Дж/см2, а для режима 2 составляет 81 Дж/см2. Из таблицы 1 становится очевидно, что все свойства повышаются после проведения РК и отжига при t = 600 оС. Характеристики прочности, проанализированные в работе [5], свидетельствуют о том, что по сравнению с исходным состоянием предел текучести возрастает с σ0,2 = 580 МПа до 830 МПа, а предел прочности возрастает с σВ = 780 МПа до 830 МПа.
Также зафиксировано, что критическое значение относительной длины трещины (λ*) после режима 2 составляет λ* = 0,74, что на 14 % больше по сравнению с исходным состоянием. Совместный анализ свойств прочности и надежности стали 35Х в исходном и радиально-кованом состоянии свидетельствует о том, что запас прочностных свойств и свойств надежности в стали 35Х существенно увеличивается после проведения РК и высокотемпературного отжига.
Таблица 1. Механические свойства стали 35Х после исследованных режимов обработки
|
Режим обработки |
Ударная вязкость КСТ, Дж/см2 |
Динамическая трещиностойкость |
σ0,2 |
σВ |
δ |
ψ |
Твердость |
||
|
КСТ*, Дж/см2 |
R, Дж/см2 |
λ * |
МПа |
% |
HB |
||||
|
1 |
127 |
78 |
160 |
0,64 |
580 |
780 |
24 |
70 |
222 |
|
2 |
116 |
81 |
80 |
0,74 |
830 |
830 |
27 |
67 |
234 |
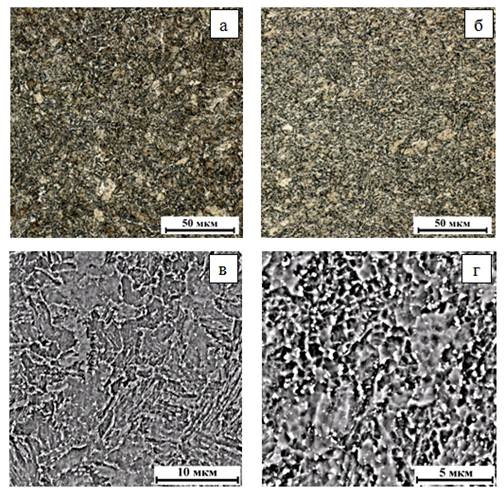
Рис. 2. Структура стали 35Х после ТУ (а, в) и ТУ + РК + отжиг 600 оС (б, г); а, б – световая металлография, х500; в, г – SEM х8000 и х15000 соответственно.
Структуру трубных заготовок из стали 35Х исследовали в поперечном направлении. Исходной структурой трубных заготовок перед радиальной ковкой была структура дисперсного сорбита отпуска (рис. 2, а).
Кроме того, в исходной структуре наблюдали участки избыточного феррита, присутствие которого свидетельствует о неполной прокаливаемости трубной заготовки при закалочном охлаждении. Также в исходной высокоотпущенной структуре трубных заготовок зафиксировано наличие отдельных небольших участков сорбита отпуска (рис. 2, в).
После ХРК и отжига при 600 оС результаты, полученные с помощью световой металлографии, показали наличие объемов, в которых отсутствует субструктура (рис. 2, б), однако результаты исследований, проведенных с помощью SEM на достаточно большом количестве полей, однозначно свидетельствуют о наличии однородной и ультрамелкой зеренной/субзеренной структуры с размером зерен/субзерен 400-600 нм (рис. 2, г). Следует отметить также присутствие большого числа карбидных частиц, причем более крупные из них располагаются на межзеренных и межсубзеренных границах, тогда как более мелкие наблюдаются внутри элементов структуры.
Результаты исследований, проведенных с помощью TEM (рис. 3, а-б), подтверждают данные, полученные на световом и сканирующем электронном микроскопах. Дополнительно следует отметить выделение карбидов на границах бывших кристаллов мартенсита в исходно высокооотпущенном состоянии (рис.3, а), а также – формирование комплекса однородных ультрамелких зерен в результате протекания процессов первичной рекристаллизации и мелких карбидных частиц внутри них после механо-термического воздействия (рис.3, б).
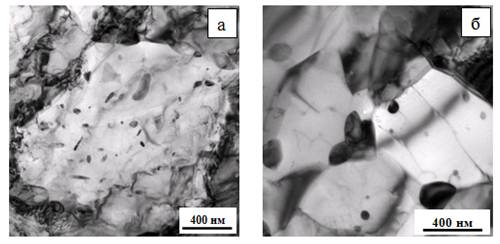
Рис. 3. ТЕМ структура стали 35Х после ТУ (а) и ТУ + РК + отжиг 600 оС (б).
Анализ микромеханизмов распространения трещины исследуемой стали после различных режимов обработки с помощью сканирующего электронного микроскопа показал, что все образцы были подвержены вязкому разрушению (рис. 4, а-б). Микрорельеф после ТУ представлен уплощенными ямками конусами и микро-ямками. Применение второго режима (РК и последеформационный отжиг при t = 600 оС) приводит к появлению большого числа глубоких ямок-колодцев; также наблюдаются уплощенные ямки - конусы.
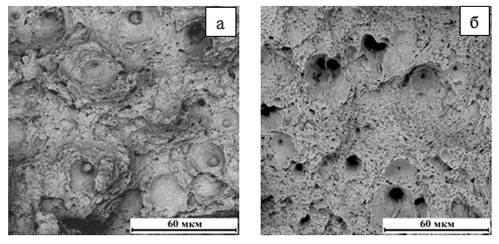
Рис. 4. Поверхность разрушения образцов, испытанных на КСТ*, из стали 35Х после ТУ (а) и ТУ + РК + отжиг 600 оС (б); х2000.
Выводы
В результате проведения холодной радиальной ковки с суммарной степенью обжатия 55% и последующего рекристаллизационного отжига (600 °С, 1 час) исходно высокоотпущенной трубной заготовки из стали 35Х получена однородная и высокодисперсная зеренная / субзеренная структура. Средний размер зерен/субзерен колеблется в пределах 400-600 нм. Участки избыточного феррита также претерпевают диспергирование и поэтому не оказывают охрупчивающего влияния.
В результате обработки по режиму ХРК 55% + отжиг 600 °С (1 час) исходно высокоотпущенной трубной заготовки из стали 35Х её предел прочности повышается на 50 МПа, а предел текучести в 1,5 раза и достигает уровня 800-850 МПа. При этом пластичность и ударная вязкость, трубных заготовок не снижаются, оставаясь на высоком уровне, характерном для исходного высокоотпущенного состояния: δ = 24-27%, ψ = 67-70%, КСТ = 115-130 Дж/см2.
Оценка динамической трещиностойкости трубных заготовок подтвердила чрезвычайно высокий уровень надежности исходно высокоотпущенных трубных заготовок, обработанных по режиму ХРК 55% +отжиг 600 °С (1 час): их динамическая трещиностойкость, КСТ*, не снизилась, а даже несколько повысилась - с 78 до 81 Дж/см2; кроме того, обработка по данному режиму привела к существенному повышению относительной длины трещины при переходе к разрушению в условиях макроплоской деформации, λ*, которая повысилась с 0,64 до 0,74.
Анализ микромеханизмов разрушения показал, что исследуемые режимы имеют вязкий (ямочный) механизм разрушения, еще раз подтвердив высокую надежность труб из стали 35Х, подвергнутых механо-термической обработке по режиму ХРК 55% +отжиг 600 °С (1 час). Особенностью рельефа изломов образцов, испытанных на КСТ*, является присутствие большого числа ямок-колодцев, способствующих сохранению высокого уровня динамической трещиностойкости.
Работа выполнена при финансовой поддержке Министерства образования и науки РФ (договор № 02.G25.31.0068 от 23.05.2013 г. в составе мероприятия по реализации постановления Правительства РФ № 218).
Рецензенты:
Шацов А.А., д.т.н., проф. каф. МТО МТФ ПНИПУ, г.Пермь;
Беленький В.Я., д.т.н., проф., декан МТФ ПНИПУ, г.Пермь.
Библиографическая ссылка
Симонов М.Ю., Юрченко А.Н., Перцев А.С., Симонов Ю.Н., Шайманов Г.С. ОСНОВЫ ПОЛУЧЕНИЯ ПОВЫШЕННОГО УРОВНЯ ДИНАМИЧЕСКОЙ ТРЕЩИНОСТОЙКОСТИ И ПРОЧНОСТИ В СТАЛИ 35Х ПОСЛЕ ХОЛОДНОЙ РАДИАЛЬНОЙ КОВКИ // Современные проблемы науки и образования. 2014. № 6. ;URL: https://science-education.ru/en/article/view?id=15946 (дата обращения: 23.07.2026).