


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
DETERMINATION OF THE PARAMETERS OF THE FACE MILLING CUTTER FOR ROAD CLEANING

Очистка прибордюрной зоны дорожного полотна является наиболее трудоемкой операцией поддержания необходимого для обеспечения безопасности движения в осенне-зимний период. Наиболее эффективно очистка прибордюрных зон от наледи достигается при использовании оборудования для механического срезания наледи, к которому относятся торцевые фрезы с режущими рабочими органами [1–3]. Предложена новая конструкция торцевой фрезы с клиновыми резцами, закрепленными к торцевой фрезе на гибких подвесах из отрезка стального каната [4].
Цель работы
Разработка математической модели торцевой фрезы с клиновыми резцами для определения основных параметров работы фрезы: требуемая ширина клина резца, угол наклона оси фрезы, производительность и суммарный момент сил сопротивления резанию.
Экспериментальная часть
Торцевая дисковая фреза имеет следующие основные параметры, принятые для определения параметров работы:
Dф- диаметр фрезы по внешним кромкам резцов;
z - число резцов на диске фрезы;
φ - угол расстановки резцов, ;
b - ширина резца;
α - угол заточки резца;
β - угол скоса режущей кромки резца к радиусу расстановки резцов;
lp- длина режущей кромки клина резца.
Условия взаимодействия фрезы с разрабатываемой наледью характеризуются:
h - высотой слоя наледи;
Vp - линейной скоростью резания;
L - скоростью движения льдоуборочной машины или скоростью подачи фрезы на разрабатываемый массив;
γ - углом между касательной в точке расстановки резцов и перпендикуляром к диаметру фронта резки наледи;
∆l - путем перемещения машины за 1 оборот фрезы;
S - толщиной срезаемого слоя наледи по ходу движения;
lT - длинойподвесов крепления клинового резца;
m - число подвесов крепления одного резца.
Разрабатываемая наледь как среда взаимодействия с резцами характеризуется следующими свойствами [5]:
Св- доля воды в песчано-ледяной наледи;
ρ - средняя плотность материала наледи;
ρм - насыпная плотность массы взрыхленного материала наледи.
Скорость движения льдоуборочной машины принимают равной 0,5 ÷ 2 км/час.
Результаты и их обсуждение
Вырезкой образцов кернов наледи в прибордюрной зоне уличного дорожного полотна показано [5], что толщина наледи и снежного наката меняется в пределах 20 ÷ 120 мм. Толщина смерзшегося грязе-ледового слоя, прилежащего к асфальтобетону, равна 15 ÷ 35 мм.
При наклоне оси приводного вала фрезы к очищаемой поверхности на угол δ (рисунок 1) толщина слоя, срезаемого каждым резцом, постепенно возрастает на величину![]() , при одновременном уменьшении толщины стружки на величину
, при одновременном уменьшении толщины стружки на величину![]() .
.
Тогда производительность резки наледи одним резцом (![]() равна:
равна:
![]() (1)
(1)
Где S – толщина срезаемого слоя наледи по ходу машины, м;
hx – высота срезаемого слоя наледи по вертикали, м;
ρх – средняя плотность материала срезаемого слоя, ![]() .
.
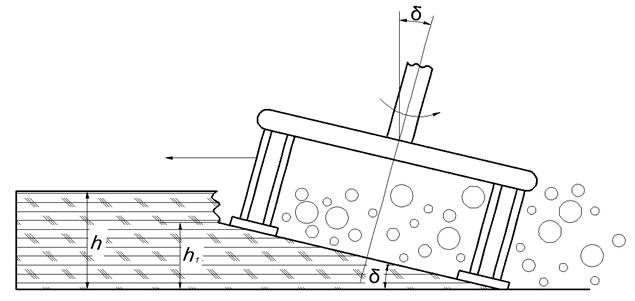
Рисунок 1. Схема резания наледи наклонной фрезой
При вращении диска фрезы на угол dφ
![]() (2)
(2)
где dφ – угловой шаг расстановки резцов на диске фрезы (z = 21, φ = 17°8'24'').
При толщине слоя наледи 120 мм и средней плотности слоя![]() экспериментально определенная производительность резцов меняется при повороте фрезы на угол φ от 0 до 0,12 кг. Средняя производительность резцов равна 0,03 кг. Коэффициент неравномерности нагрузки на резцы (k) равен:
экспериментально определенная производительность резцов меняется при повороте фрезы на угол φ от 0 до 0,12 кг. Средняя производительность резцов равна 0,03 кг. Коэффициент неравномерности нагрузки на резцы (k) равен:
![]() (3)
(3)
При увеличении угла наклона диска торцевой фрезы на δ, как видно из рисунка 2, равный 4,2 градуса, коэффициент неравномерности уменьшается до 1,8. При дальнейшем увеличении угла наклона до 6 градусов и более, коэффициент неравномерности нагружения резцов (k) вновь растет. Для δ = 6° он равен 3,2. Это связано с тем, что часть резцов, выходя за дневную поверхность слоя наледи, не несет нагрузку, и работа резания выполняется оставшимися в работе резцами, проходящими срезаемый слой.
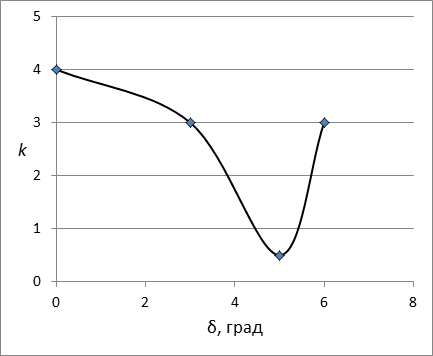
Рисунок 2. Влияние угла наклона плоскости резания фрезы (δ) на равномерность нагружения резцов (k) торцевой фрезы
Оптимальное нагружение резцов достигается для фрезы с диаметром диска 800 мм при δ = 4 ÷ 4,5°, а для диска диаметром 1200 мм при δ = 3,5 ÷ 4°. Производительность фрезы за её один оборот составляет:
![]() (4)
(4)
Она может быть определена по средней нагрузке:
![]() (5)
(5)
Часовая производительность фрезы:
![]() (6)
(6)
Необходимая ширина клина резца равна:
![]() (7)
(7)
Она обратно пропорциональна числу резцов размещенных на диске фрезы (рисунок 3)
Здесь k1 – коэффициент неравномерности хода машины (![]() );
);
k2 – коэффициент неоднородности состава наледи (![]() ).
).
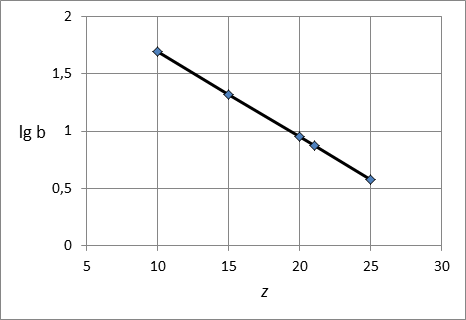
Рисунок 3. Влияние числа резцов (z) торцевой фрезы на ширину резца (b, см)
Суммарный момент сил сопротивления резанию (![]() ) равен:
) равен:
![]() (8)
(8)
где Mp – момент сил сопротивления резанию наледи;
![]() момент сил трения материала наледи по стали поверхности резцов и их подвесов;
момент сил трения материала наледи по стали поверхности резцов и их подвесов;
![]() момент сил трения материала по бетону дорожного покрытия;
момент сил трения материала по бетону дорожного покрытия;
![]() момент сил внутреннего трения частиц наледи.
момент сил внутреннего трения частиц наледи.
В среднем момент сил сопротивления резанию наледи равен:
![]() (9)
(9)
где q – удельное сопротивление резанию наледи, ![]() ;
;
![]() коэффициент трения материала наледи по стали.
коэффициент трения материала наледи по стали.
![]() (10)
(10)
где F – площадь поверхностей резца, участвующих в трении с материалом.
![]() (11)
(11)
здесь dT – диаметр троса подвеса резца.
![]() (12)
(12)
где hвс – высота взрыхленного слоя материала наледи, м;
ρм – насыпная масса взрыхленного материала наледи, т/м3;
k3 – доля поверхности, очищенной до асфальта; (![]() );
);
![]() (13)
(13)
где μ – коэффициент внутреннего трения взрыхленного материала.
Производительность по убранной массе наледи:
![]() (14)
(14)
где k4 – коэффициент неравномерности высоты наледи, ![]() .
.
Работа резания и дробления наледи равна:
![]() (15)
(15)
Необходимая мощность на валу фрезы:
![]() (16)
(16)
где ω0 – обобщенный коэффициент сопротивления перемещению материала наледи, ![]() .
.
Из рисунка 4 видно, что с увеличением высоты слоя срезаемой наледи с 20 до 120 мм, мощность на резание наледи фрезой диаметром 1200 мм возрастает с 7,4 до 14,3 кВт, а мощность на перемещение взрыхленного материала возрастает с 3,8 до 7,7 кВт. При этом производительность по массе убранной наледи возрастает с 169 до 347 т/час.
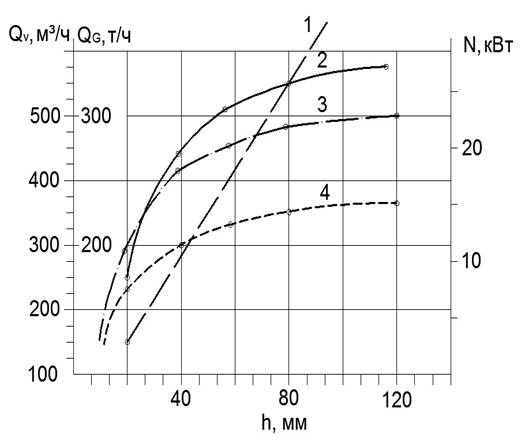
Производительность (Q): 1 – объемная и 2 – массовая. Мощность на валу фрезы (N): 3 – общая, 4 – мощность, затраченная на резание наледи.
Рисунок 4. Влияние высоты слоя смерзшейся наледи (h) на характеристику льдоуборочной машины с шириной фрезы 1200 мм и скоростью машины 2 км/час.
Заключение
На основании исследований свойств и усилий резания разработана математическая модель дисковой торцевой фрезы для механической очистки прибордюрной зоны от наледи.
Рецензенты:
Луконин В.П., д.т.н., профессор, генеральный директор НИИ Полимеров им. А.А. Каргина, г. Дзержинск.
Сажин С.Г., д.т.н., профессор, генеральный директор ООО НТЦ «АСТ», г. Дзержинск.
Библиографическая ссылка
Горшков А.С., Кулепов В.Ф., Никандров И.С., Малыгин А.Л., Шурашов А.Д. ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ ТОРЦЕВОЙ ФРЕЗЫ ДЛЯ ОЧИСТКИ ДОРОГ // Современные проблемы науки и образования. 2014. № 5. ;URL: https://science-education.ru/en/article/view?id=14651 (дата обращения: 25.06.2026).