


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
STATISTICAL ANALYSIS OF THE INFLUENCE OF DELAY LINES MANUFACTURING INACCURACIES ON THE PROPERTIES OF FIBER-OPTIC BASED CHIRP GENERETOR

Введение
Область применения сложных радиосигналов с линейной частотной модуляцией (ЛЧМ) значительно расширилась за последние десятилетия. В областях, связанных с высокой скоростью обработки информации и не требующих высокой дальности действия устройств, наиболее целесообразным видится применение наносекундных широкополосных ЛЧМ-сигналов [1, 5].
Поскольку существующие методы формирования сигналов с ЛЧМ не позволяют обеспечить наносекундную длительность формируемых радиоимпульсов при высоких значениях девиации частоты, актуальным становится использование оптических методов обработки сигналов, в том числе применение для этих целей волоконно-оптических структур [4, 6].
Таким образом, актуальной задачей является разработка и анализ формирователя наносекундных частотно-модулированных радиосигналов с использованием волоконной оптики, а также анализ параметров такого устройства.
В [2] определены перспективы использования волоконной оптики для формирования ЛЧМ-сигналов, а также синтезирована схема устройства, однако не проанализированы вопросы, связанные с влиянием свойства ОВ на функционирование устройства.
Способ формирования радиосигнала с ЛЧМ на бинарных волоконно-оптических структурах (БВОС), проанализированный в [2], предусматривает в составе формирователя источник оптических импульсов (ИОИ) пикосекундной длительности, волоконно-оптический разветвитель (ВОР) на ![]() выходов,
выходов, ![]() волоконно-оптических линий задержек (ВОЛЗ), волоконно-оптический соединитель (ВОС) с
волоконно-оптических линий задержек (ВОЛЗ), волоконно-оптический соединитель (ВОС) с ![]() входами, оптический усилитель (ОУ), приемный оптический модуль (ПОМ), полосовой фильтр (ПФ), амплитудный ограничитель (АО), электронный усилитель (ЭУ) и фильтр низких частот (ФНЧ). Структурная схема формирователя ЛЧМ-сигналов на БВОС приведена в [2].
входами, оптический усилитель (ОУ), приемный оптический модуль (ПОМ), полосовой фильтр (ПФ), амплитудный ограничитель (АО), электронный усилитель (ЭУ) и фильтр низких частот (ФНЧ). Структурная схема формирователя ЛЧМ-сигналов на БВОС приведена в [2].
В свою очередь![]() -я БВОС состоит из Q разделительных направленных волоконных ответвителей (НВО) Y-типа (разд. НВОi1, разд. НВОi2,…, разд. НВОiQ), Q суммирующих НВО Y-типа (соед. НВОi1, соед. НВОi2,…, соед. НВОiQ), Q дополнительных ВОЛЗ (ВОЛЗi1, ВОЛЗi2, ВОЛЗiQ) с временем задержки
-я БВОС состоит из Q разделительных направленных волоконных ответвителей (НВО) Y-типа (разд. НВОi1, разд. НВОi2,…, разд. НВОiQ), Q суммирующих НВО Y-типа (соед. НВОi1, соед. НВОi2,…, соед. НВОiQ), Q дополнительных ВОЛЗ (ВОЛЗi1, ВОЛЗi2, ВОЛЗiQ) с временем задержки
![]() ,
, ![]() , (1)
, (1)
где ![]() – номер дополнительной ВОЛЗ.При этом
– номер дополнительной ВОЛЗ.При этом ![]() .
.
Время задержки ![]() -й ВОЛЗ, соединяющей
-й ВОЛЗ, соединяющей ![]() -ю БВОС с
-ю БВОС с ![]() -м входом ВОС, определяется по формуле
-м входом ВОС, определяется по формуле
![]() , (2)
, (2)
где ![]() – число формируемых БВОС копий.
– число формируемых БВОС копий.
Конструктивные особенности БВОС определяются параметрами формируемого ЛЧМ-сигнала: начальной частотой ![]() , скоростью частотной модуляции
, скоростью частотной модуляции ![]() и длительностью
и длительностью ![]() .
.
Если задано количество копий ![]() , формируемых каждой из БВОС, то число выходов ВОР определяется целой частью отношения [5]
, формируемых каждой из БВОС, то число выходов ВОР определяется целой частью отношения [5]
![]() , (3)
, (3)
где ![]() – центральная частота ЛЧМ-сигнала.
– центральная частота ЛЧМ-сигнала.
При этом частота следования копий в ![]() -й БВОС составит
-й БВОС составит
 . (4)
. (4)
Тогда ![]() .
.
Следует учитывать, что количество копий ![]() , формируемых в БВОС, всегда кратно двум
, формируемых в БВОС, всегда кратно двум ![]() . Причем должно выполняться условие [4]
. Причем должно выполняться условие [4]
 . (5)
. (5)
Цель исследования
Целью исследования является анализ влияния физических факторов на качество формирования ЛЧМ-сигналов наносекундной длительности в диапазоне частот порядка 13 ГГц, результатом которого станет возможность уточнения требований к узлам формирователя, подтверждения реализуемости устройства, определения граничных условий применимости устройства, а также для подтверждения работоспособности синтезированной структуры, сопоставления полученных теоретических выкладок с практическим результатом и уточнения требований к используемой волоконно-оптической и электронной элементной базе.
Материал и методы исследования
Рассмотренный выше метод формирования ЛЧМ-сигналов представляет собой некое идеализированное устройство, не учитывающее особенностей реального промышленного изготовления. При физической реализации неизбежно возникнут проблемы точного отреза оптического волокна. Для получения ЛЧМ-сигналов наносекундной длительности требуются ОВ длиной порядка единиц сантиметров, что накладывает серьезные ограничения на уровень погрешности при изготовлении ОВ. Следовательно, анализ влияния данных погрешностей на качество формируемого сигнала является актуальной задачей.
В реальных условиях неточность изготовления ВОЛЗ – случайная величина, подчиняющаяся нормальному закону распределения. Поэтому целесообразным является проведение статистического анализа зависимости уровня боковых лепестков АКФ ЛЧМ-сигнала от нормально распределенной неточности изготовления ВОЛЗ. При этом следует учитывать, что экспериментальная оценка такой зависимости достаточно затруднительна, поскольку предусматривает многократное произведение точнейших отрезов ОВ и проверку параметров выходных сигналов. Таким образом, единственным методом к оценке влияния данного фактора является моделирование.
В рамках исследования рассматриваемого формирователя ЛЧМ-сигналов проведен синтез и анализ модели подобного устройства со следующими параметрами: длительность формируемого импульса ![]() = 2,2 нс, центральная частота
= 2,2 нс, центральная частота ![]() = 10 ГГц, девиация частоты
= 10 ГГц, девиация частоты ![]() = 5,89 ГГц.
= 5,89 ГГц.
В качестве основного критерия качества формируемого ЛЧМ-сигнала используется критерий минимума боковых лепестков огибающей автокорреляционной функции сигнала.
Согласно заданным параметрам и в соответствии с (1) – (5) была синтезирована модель формирователя ЛЧМ-сигналов на основе БВОС, учитывающая шумы устройства, в частности амплитудные шумы ПОМ, шумы оптического усилителя, дробовые, тепловые, темновые шумы фотодиода ПРОМ, тепловые шумы электронного усилителя; изменения температуры окружающей среды и неточность изготовления ВОЛЗ, входящих в состав БВОС. Структура модели имеет вид, изображенный на рис. 1.
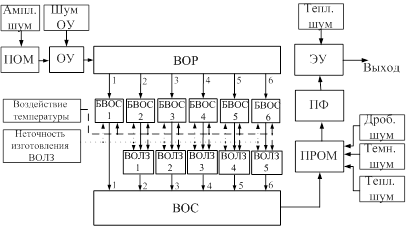
Рис. 1. Структурная схема модели формирователя ЛЧМ-сигналов на основе БВОС
Наиболее распространенной формой представления выборочных данных являются вариационные ряды и графические изображение распределений.
Для построения графических изображений распределений использованы встроенные возможности пакета MATLAB. В рамках исследования проведено по 100 испытаний для различных граничных значений погрешности изготовления линий задержки.
Входным параметром при проведении испытаний является случайная величина погрешности изготовления ВОЛЗ при постоянстве шумовых и температурных факторов, учитываемых моделью, представленной на рис. 1.
Результаты исследования
При максимальной погрешности изготовления ВОЛЗ ![]() = 0,01 мм диапазон изменения времени задержки ВОЛЗ dτ = 9,76∙10-14 с. Функция плотности нормального распределения изменения времени задержки ВОЛЗ
= 0,01 мм диапазон изменения времени задержки ВОЛЗ dτ = 9,76∙10-14 с. Функция плотности нормального распределения изменения времени задержки ВОЛЗ ![]() при этом принимает вид [1]:
при этом принимает вид [1]:
![]() , (6)
, (6)
где ![]() – дисперсия плотности распределения изменения времени задержки ВОЛЗ,
– дисперсия плотности распределения изменения времени задержки ВОЛЗ, ![]() – математическое ожидание плотности распределения изменения времени задержки ВОЛЗ.
– математическое ожидание плотности распределения изменения времени задержки ВОЛЗ.
При dτ = 9,76∙10-14 с распределение будет иметь параметры ![]() =0, а
=0, а ![]() = 23,81∙10-28. Статистический анализ уровня боковых лепестков АКФ на выходе формирователя ЛЧМ-сигналов на БВОС без амплитудного взвешивания (а) и с амплитудным взвешиванием (б) при такой неточности изготовления ВОЛЗ изображен на рис. 2.
= 23,81∙10-28. Статистический анализ уровня боковых лепестков АКФ на выходе формирователя ЛЧМ-сигналов на БВОС без амплитудного взвешивания (а) и с амплитудным взвешиванием (б) при такой неточности изготовления ВОЛЗ изображен на рис. 2.
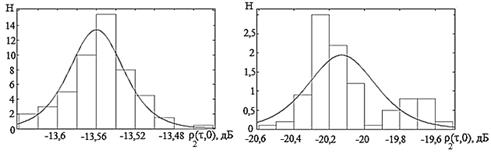
Рис. 2. Гистограмма распределения значения боковых лепестков огибающей АКФ при нормальном распределении неточности изготовления ВОЛЗ при ![]() =0,
=0, ![]() = 23,81∙10-28
= 23,81∙10-28
Гистограммы, изображенные на рис. 2, характеризуют статистический анализ зависимости уровня боковых лепестков огибающей АКФ ЛЧМ-сигнала, сформированного согласно модели формирователя на основе БВОС, от нормально распределенной неточности изготовления ВОЛЗ с мат. ожиданием![]() =0 и дисперсией
=0 и дисперсией ![]() = 23,81∙10-28.
= 23,81∙10-28.
Анализ показал, что распределение значений уровня боковых лепестков огибающей АКФ при заданном распределении неточности изготовления ВОЛЗ, приближается к логистическому закону распределения с мат. ожиданием ![]() = -13,56 и дисперсией
= -13,56 и дисперсией ![]() = 0,0011 для формирователя без амплитудного взвешивания и с мат. ожиданием
= 0,0011 для формирователя без амплитудного взвешивания и с мат. ожиданием![]() = -20,12 и дисперсией
= -20,12 и дисперсией ![]() = 0,05 для формирователя с амплитудным взвешиванием.
= 0,05 для формирователя с амплитудным взвешиванием.
При максимальной погрешности изготовления ВОЛЗ ![]() = 0,1 мм диапазон изменения времени задержки ВОЛЗ dτ = 9,76∙10-13 с. Функция плотности нормального распределение изменения времени задержки ВОЛЗ
= 0,1 мм диапазон изменения времени задержки ВОЛЗ dτ = 9,76∙10-13 с. Функция плотности нормального распределение изменения времени задержки ВОЛЗ ![]() описывается выражением (6), при этом
описывается выражением (6), при этом ![]() =0, а
=0, а ![]() = 23,81∙10-26. Статистический анализ уровня боковых лепестков АКФ на выходе формирователя ЛЧМ-сигналов на БВОС без амплитудного взвешивания (а) и с амплитудным взвешиванием (б) при такой неточности изготовления ВОЛЗ изображен на рис. 3.
= 23,81∙10-26. Статистический анализ уровня боковых лепестков АКФ на выходе формирователя ЛЧМ-сигналов на БВОС без амплитудного взвешивания (а) и с амплитудным взвешиванием (б) при такой неточности изготовления ВОЛЗ изображен на рис. 3.
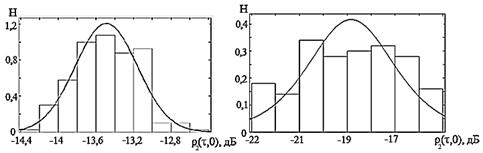
Рис. 3. Гистограмма распределения значения боковых лепестков огибающей АКФ при нормальном распределении неточности изготовления ВОЛЗ при ![]() =0,
=0, ![]() = 23,81∙10-26
= 23,81∙10-26
Гистограммы, изображенные на рис. 3, характеризуют статистический анализ зависимости уровня боковых лепестков огибающей АКФ ЛЧМ-сигнала, сформированного согласно модели формирователя на основе БВОС, от нормально распределенной неточности изготовления ВОЛЗ с мат. ожиданием![]() =0 и дисперсией
=0 и дисперсией ![]() = 23,81∙10-26.
= 23,81∙10-26.
Анализ показал, что распределение значений уровня боковых лепестков огибающей АКФ при заданном распределении неточности изготовления ВОЛЗ, подчиняется логистическому закону распределения с мат. ожиданием![]() = -13,48 и дисперсией
= -13,48 и дисперсией ![]() = 0,11 для формирователя без амплитудного взвешивания и с мат. ожиданием
= 0,11 для формирователя без амплитудного взвешивания и с мат. ожиданием![]() = -19,90 и дисперсией
= -19,90 и дисперсией ![]() = 0,1 для формирователя с амплитудным взвешиванием.
= 0,1 для формирователя с амплитудным взвешиванием.
При максимальной погрешности изготовления ВОЛЗ ![]() = 0,5мм диапазон изменения времени задержки ВОЛЗ dτ = 4,88∙10-12 с.
= 0,5мм диапазон изменения времени задержки ВОЛЗ dτ = 4,88∙10-12 с.
Функция плотности нормального распределения изменения времени задержки ВОЛЗ ![]() описывается выражением (6), при этом
описывается выражением (6), при этом ![]() =0, а
=0, а ![]() = 23,8∙10-24 Статистический анализ уровня боковых лепестков АКФ на выходе формирователя ЛЧМ-сигналов на БВОС без амплитудного взвешивания (а) и с амплитудным взвешиванием (б) при такой неточности изготовления ВОЛЗ изображен на рис. 4.
= 23,8∙10-24 Статистический анализ уровня боковых лепестков АКФ на выходе формирователя ЛЧМ-сигналов на БВОС без амплитудного взвешивания (а) и с амплитудным взвешиванием (б) при такой неточности изготовления ВОЛЗ изображен на рис. 4.
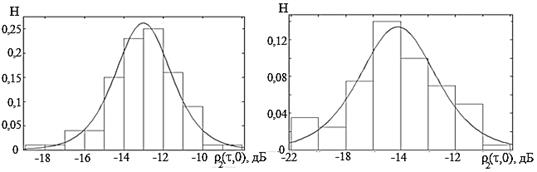
Рис. 4. Гистограмма распределения значения боковых лепестков огибающей АКФ при нормальном распределении неточности изготовления ВОЛЗ при ![]() =0,
=0, ![]() = 23,8∙10-24
= 23,8∙10-24
Гистограммы, изображенные на рис. 4, характеризуют статистический анализ зависимости уровня боковых лепестков огибающей АКФ ЛЧМ-сигнала, сформированного согласно модели формирователя на основе БВОС, от нормально распределенной неточности изготовления ВОЛЗ с мат. ожиданием![]() =0 и дисперсией
=0 и дисперсией ![]() = 23,8∙10-24.
= 23,8∙10-24.
Анализ показал, что распределение значений уровня боковых лепестков огибающей АКФ при заданном распределении неточности изготовления ВОЛЗ, подчиняется логистическому закону распределения с мат. ожиданием![]() =-13,07 и дисперсией
=-13,07 и дисперсией ![]() = 2,9941 для формирователя без амплитудного взвешивания и с мат. ожиданием
= 2,9941 для формирователя без амплитудного взвешивания и с мат. ожиданием![]() =-14,20 и дисперсией
=-14,20 и дисперсией ![]() = 1,86 для формирователя с амплитудным взвешиванием. Обобщим полученные данные в табл. 1.
= 1,86 для формирователя с амплитудным взвешиванием. Обобщим полученные данные в табл. 1.
Табл. 1. Зависимость статистических параметров уровня боковых лепестков АКФ ЛЧМ-сигнала от нормально распределенной неточности изготовления ВОЛЗ
|
Погрешность |
0,01 |
0,1 |
0,2 |
0,5 |
|
|
-13,56 |
-13,48 |
-13,49 |
-13,07 |
|
|
-20,12 |
-19,90 |
-19,40 |
-14,20 |
|
|
0,0011 |
0,11 |
0,5408 |
2,9941 |
|
|
0,05 |
0,1 |
0,16 |
1,86 |
Графический вид зависимости статистических параметров распределения значений уровня боковых лепестков огибающей АКФ при заданном распределении неточности изготовления ВОЛЗ приведен на рис. 5.
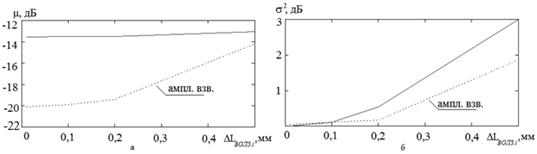
Рис. 5. Зависимость математического ожидания (а) и дисперсии значений уровня боковых лепестков огибающей АКФ (б) при заданном распределении неточности изготовления ВОЛЗ
Выводы
Из полученных данных можно сделать вывод, что с увеличением значения неточности изготовления ВОЛЗ происходит плавное увеличение математического ожидания уровня боковых лепестков АКФ и рост дисперсии. При этом распределение уровня боковых лепестков АКФ стремится к логистическому закону. Согласно данным анализа модели формирователя с амплитудным взвешиванием при увеличении неточности изготовления ВОЛЗ, мат. ожидание и дисперсия изменяются аналогично случаю без амплитудного взвешивания, при этом уровень боковых лепестков ограничен значением 20,1 дБ, что на 6 дБ меньше значения при идеальном изготовлении ВОЛЗ.
При увеличении неточности изготовления ВОЛЗ происходит увеличение уровня боковых лепестков огибающей АКФ, при этом для ЛЧМ-сигнала длительностью 2,2 нс граничными значения точности изготовления ВОЛЗ с точки зрения соответствия сигнала критерию, сформулированному в главе 2, являются минус 0,01 мм снизу и 0,1 мм сверху.
Рецензенты:
Румянцев К.Е., д.т.н., профессор, заведующий кафедрой ИБТКС, Южный федеральный университет, г. Таганрог.
Веселов Г.Е., д.т.н., доцент, директор института компьютерных технологий и информационной безопасности, Южный федеральный университет, г. Таганрог.
Библиографическая ссылка
Зачиняев Ю.В., Горбунов А.В. СТАТИСТИЧЕСКИЙ АНАЛИЗ ВЛИЯНИЯ НЕТОЧНОСТИ ИЗГОТОВЛЕНИЯ ЛИНИЙ ЗАДЕРЖКИ НА СВОЙСТВА ФОРМИРОВАТЕЛЯ СИГНАЛОВ С ЛИНЕЙНОЙ ЧАСТОТНОЙ МОДУЛЯЦИЕЙ НА ОСНОВЕ БИНАРНЫХ ВОЛОКОННО-ОПТИЧЕСКИХ СТРУКТУР // Современные проблемы науки и образования. 2014. № 3. ;URL: https://science-education.ru/en/article/view?id=13784 (дата обращения: 27.06.2026).