


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
PHENOMENOLOGICAL MODEL OF PULSED ARC WELDING IN CARBON DIOXIDE LOWER POSITION

Введение
Актуальность эффективного применения импульсных способов сварки, так как данные методы создают наиболее благоприятные условия для активного управления плавлением и переносом электродного металла, тем самым позволяют повысить качество сварки и получить сварной шов с заданными свойствами, представлена в работе [4]. Технологические преимущества импульсно-дуговой сварки позволяют создавать новые более совершенные способы и разрабатывать эффективное сварочное оборудование, имеющее широкие возможности для управления технологическими процессами, а именно процессами плавления и переноса электродного металла и формирования сварного шва.
В статье представлена разработка феноменологической модели управления процессом импульсно-дуговой сварки, основанная на результатах исследований кинограмм процесса импульсно-дуговой сварки в среде углекислого газа в нижнем положении.
Для описания явлений, протекающих в процессе сварки, необходимо разработать модель, которая учитывала бы особенности выбранного способы сварки. Однако разработка модели сварочных процессов – это всего лишь приближения к оригинальному процессу, который стараются идеализировать и упростить для лучшего представления сварочных процессов. Для получения бездефектного сварного соединения сварочная дуга должна обеспечивать:
-
пространственную устойчивость;
-
управляемый перенос электродного металла;
-
требуемые геометрические размеры столба сварочной дуги;
-
необходимые величины силового и теплового воздействия.
Также необходимо установить взаимосвязь между параметрами процесса сварки. Модель управления процессом сварки должна включать в себя входные, внутренние и выходные параметры (рис. 1) [1].
Входные параметры: режим сварки (ток, напряжение, скорость подачи электродной проволоки, диаметр электрода, состав электрода, вылет электрода); защитная среда (активный газ, инертный газ, смесь газов, флюс); способ сварки (механизированная или автоматическая).
Внутренние параметры: силы, действующие на жидкий металл сварочной ванны; световое излучение; тепловое излучение.
Выходные параметры: геометрические размеры сварного шва: ширина, глубина проплавления, высота; геометрические размеры столба сварочной дуги; геометрические размеры сварочной ванны.
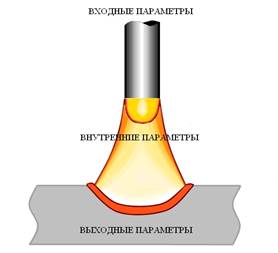
Рисунок. 1. Параметры для создания модели управления процессом импульсно-дуговой сварки
Таким образом, установление взаимосвязи между параметрами дает определенные возможности при создании модели для управления процессом импульсно-дуговой сварки.
При сварке в защитных газах на каплю электродного металла действуют следующие основные силы: сила тяжести Fт; сила поверхностного натяжения Fп.н.; электродинамическая сила Fэд; реактивное давление испаряющегося с поверхности капли металла и давления газа Fр; сила давления потоков плазмы и бомбардировки заряженными частицами Fп. [5].
Сила тяжести. Сила Fт оказывает существенное влияние только при больших размерах капель. В зависимости от пространственного расположения шва сила Fт способствует отрыву капли от электрода, если шов расположен в нижнем положении; если шов в потолочном положении, то сила тяжести препятствует отрыву; а если в вертикальном, то сила тяжести отклоняет каплю от электрода.
Сила поверхностного натяжения. Сила Fп.н. обычно препятствует переносу капель с электрода в ванну. Местом приложения силы Fп.н. может быть принято такое сечение на жидкой капле, в котором эта сила минимальна.
Электродинамическая сила. Сила Fэд возникает при прохождении тока по проводнику из-за взаимодействия тока с собственным магнитным полем. Если сечение проводника постоянно, то эта сила направлена по радиусу к оси проводника и стремится его сжать.
Реактивная сила Fр. Расплавленный металл на электроде и изделии в зоне активных пятен находится при температуре, близкой к температуре кипения. По этой причине с поверхности активных пятен происходит интенсивное испарение, а иногда и выделение различных газов. Из газов, которые могут образовываться на электроде, существенно образование окиси углерода.
Объемное действие сил и графическое отображение сил на ось электрода при сварке в нижнем положении представлено в таблице 1.
Таблица 1 – Силы, действующие на каплю электродного металла
|
Силы |
Fт |
Fп.н. |
Fр. |
Fэд |
FΣ |
|
Объемное действие сил |
|
|
|
|
|
|
Графическое отображение сил |
|
|
|
|
|










Рассмотреть в чем заключается сущность активного управления плавлением и переносом электродного металла возможно при исследовании процесса импульсно-дуговой сварки с помощью скоростной киносъемки, методика которой описана в работах [2, 3].
Полный цикл процесса плавления и переноса электродного металла при импульсно-дуговой сварке в углекислом газе в нижнем положении представлен на рисунке 2.






Рис. 2. Кинограммы процесса плавления и переноса электродного металла при импульсно-дуговой сварке в углекислом газе в нижнем положении (скорость съемки 2980 кадр/сек)
На основе анализа кинограмм процесса плавления и переноса электродного металла при импульсно-дуговой сварке в углекислом газе в нижнем положении разработана схема цикла данного процесса (рис. 3).
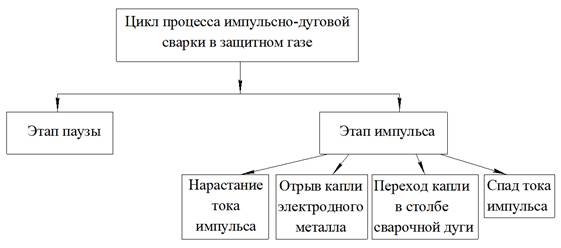
Рис. 3. Схема цикла процесса импульсно-дуговой сварки в углекислом газе
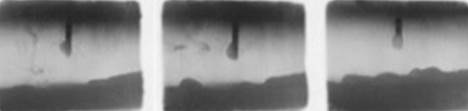
Этап паузы можно описать следующим образом (рис. 4).

1 2 3
4 5 6

7 8 9
Рис. 4. Кинограммы процесса плавления и переноса электродного металла при импульсно-дуговой сварке в углекислом газе в нижнем положении на этапе паузы (скорость съемки 2980 кадр/сек)
На кадре 1 показан небольшой столб дуги. На торце электрода находится капля. Под действием давления дуги капля вытесняется на его боковую поверхность. На кадрах 2-8 столб сварочной дуги практически не виден. На кадрах 3-4 видно, как капля начинает приподниматься относительно торца электрода. Электрод со стороны капли оплавляется косо. На кадре 5 капля электродного металла начинает выравниваться. На кадрах 6-8 наблюдается рост и смещение капли относительно оси электрода. На кадре 9 видно увеличение столба сварочной дуги. Под действием силы тяжести и поверхностного натяжения капля сформировалась на торце в виде сферы. Капля электродного металла занимает соосное положение с электродом.
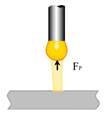
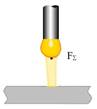
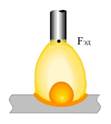
Действие сил на каплю и результирующее действие сил при импульсно-дуговой сварке в нижнем положении показано на рисунке 5. Как видно, на этапе паузы сила тяжести направлена вниз, а все остальные силы, а именно сила поверхностного натяжения, реактивная сила и электродинамическая сила, направлены вверх. Результирующая составляющая действия всех сил на каплю электродного металла будет равна нулю, т.е. капля находится в равновесном состоянии.



![]()
Рис. 5. Действие сил и результирующее действие сил при импульсно-дуговой сварке в нижнем положении на этапе паузы
Этап нарастания тока импульса можно описать следующим образом (рис. 6). На кадре 1 (появилась) показана небольшая дуга. На торце электрода хорошо видна капля. Занимает соосное положение с электродом. Диаметр столба меньше диаметра капли и электрода. На кадре 2 наблюдается увеличение столба сварочной дуги. За счет увеличения тока импульса и величины сил, действующих на каплю. На кадре 3 столб увеличился, принимает бочкообразную форму и постепенно обхватывает каплю электродного металла. Нарастание тока происходит плавно, капля втягивается в столб дуги и, не смещаясь на боковую поверхность электрода, занимает соосное с ним положение.

1 2 3
Рис. 6. Кинограммы процесса плавления и переноса электродного металла при импульсно-дуговой сварке в углекислом газе в нижнем положении на этапе нарастания тока импульса (скорость съемки 2980 кадр/сек)
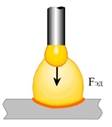
Действие сил на каплю и результирующее действие сил при импульсно-дуговой сварке в нижнем положении показано на рисунке 7. Как видно, на этапе нарастания тока импульса сила тяжести и электродинамическая сила направлены вниз, а сила поверхностного натяжения и реактивная сила направлены вверх. В этом случае результирующая составляющая действия всех сил на каплю электродного металла будет стремиться оторвать каплю электродного металла в сторону сварочной ванны.




![]()
Рис. 7. Действие сил и результирующее действие сил при импульсно-дуговой сварке в нижнем положении на этапе нарастания тока импульса
Этап отрыва капли электродного металла можно описать следующим образом (рис. 8). На кадре 1 столб дуги обхватывает каплю электродного металла. С нарастанием сварочного тока увеличивается и значение электродинамической силы, под действием которой капля втягивается в столб дуги и движется в сторону ванны. На кадре 2 видно образование шейки между электродом и каплей. Происходит оттягивание капли в направлении ванны. На кадре 3 происходит отрыв капли и ее ускорение в сторону сварочной ванны. Показана оторвавшаяся капля. После разрыва перемычки реактивное давление паров очень большое, поэтому капля сильно деформирована. При взрыве шейки и отрыве капли, дуга «прыгает» на электрод, обхватывая его, поэтому в этот момент диаметр столба имеет наибольшие размеры.

1 2 3
Рис. 8. Кинограммы процесса плавления и переноса электродного металла при импульсно-дуговой сварке в углекислом газе в нижнем положении на этапе отрыва капли электродного металла (скорость съемки 2980 кадр/сек)
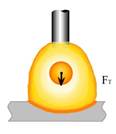
Действие сил на каплю и результирующее действие сил при импульсно-дуговой сварке в нижнем положении показано на рисунке 9. На этапе отрыва капли электродного металла все силы направлены вниз, кроме реактивной силы, которая в данный момент отсутствует. Сила тяжести, сила поверхностного натяжения и электродинамическая сила направлены вниз, причем значение электродинамической силы очень большое. В этом случае очевидно значение результирующей составляющей действия всех сил на каплю электродного металла, которая направляет каплю электродного металла в сварочную ванну.



![]()
Рис. 9. Действие сил и результирующее действие сил при импульсно-дуговой сварке в нижнем положении на этапе отрыва капли электродного металла
Этап перехода капли электродного металла в сварочную ванну можно описать следующим образом (рис. 10). На кадре 1-3 показана сильно деформированная капля, парящая в направлении сварочной ванны. Ток уменьшается. Наблюдается сужение столба сварочной дуги.

1 2 3
Рис. 10. Кинограммы процесса плавления и переноса электродного металла при импульсно-дуговой сварке в углекислом газе в нижнем положении на этапе перехода капли электродного металла в сварочную ванну (скорость съемки 2980 кадр/сек)
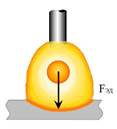
Действие сил на каплю и результирующее действие сил при импульсно-дуговой сварке в нижнем положении показано на рис. 11. На этапе перехода капли электродного металла в сварочную ванну сила тяжести, сила поверхностного натяжения и электродинамическая сила направлены вниз. В том же направлении действует результирующая составляющая действия всех сил на каплю электродного металла. Как видно, капля электродного металла входит в сварочную ванну.




![]()
Рис. 11. Действие сил и результирующее действие сил при импульсно-дуговой сварке в нижнем положении на этапе перехода капли электродного металла в сварочную ванну
Этап спада тока импульса можно описать следующим образом (рис. 12).

1 2 3
Рис. 12. Кинограммы процесса плавления и переноса электродного металла при импульсно-дуговой сварке в углекислом газе в нижнем положении на этапе спада тока импульса (скорость съемки 2980 кадр/сек)
На кадрах 1-3 видим постепенно уменьшающийся столб сварочной дуги. Капля металла перешла в сварочную ванну. На торце электрода видна вновь образованная капля расплавленного металла (кадры 1-3).
Феноменологическая модель управления процесса импульсно-дуговой сварки в среде углекислого газа в нижнем положении представлена на рисунке 13. За основу на каждом этапе взята результирующая составляющая действия сил на каплю электродного металла.
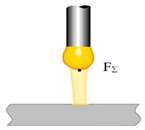

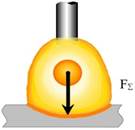

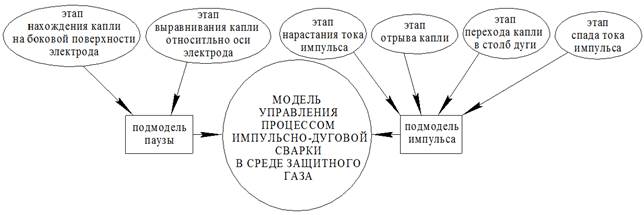
Рис. 13. Феноменологическая модель управления процесса импульсно-дуговой сварки в среде углекислого газа в нижнем положении
Таким образом, на основе анализа кинограмм процесса импульсно-дуговой сварки в среде углекислого газа в нижнем положении разработана феноменологическая модель процесса импульсно-дуговой сварки.
Выводы
-
На основе анализа кинограмм процесса плавления и переноса электродного металла при импульсно-дуговой сварке в углекислом газе в нижнем положении предложена схема цикла данного процесса, который разбит на этапы: этап паузы и этап импульса.
-
Разработана феноменологическая модель, которая учитывает особенности выбранного способа сварки с учетом получения бездефектного сварного соединения.
Рецензенты:
Петрушин С.И., д.т.н., профессор кафедры Технологии машиностроения Юргинского технологического института Томского политехнического университета, г. Юрга.
Сапожков С.Б., д.т.н., профессор кафедры Сварочного производства Юргинского технологического института Томского политехнического университета, г. Юрга.
Библиографическая ссылка
Крампит Н.Ю., Буракова Е.М., Зубенко Л.Н. ФЕНОМЕНОЛОГИЧЕСКАЯ МОДЕЛЬ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА В НИЖНЕМ ПОЛОЖЕНИИ // Современные проблемы науки и образования. 2014. № 3. ;URL: https://science-education.ru/en/article/view?id=13516 (дата обращения: 16.05.2026).