


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
ELEMENTAL CHIPPING: MODERN STATE OF THE PROBLEM

Процесс стружкообразования представляет интерес для исследователей в области обработки материалов резанием на протяжении уже десятков лет. Однако большее внимание было уделено образованию сливной стружки. Хотя вопросом элементного стружкообразования занимаются уже не один год, он до настоящих дней остаётся актуальным, и с каждым годом эта актуальность увеличивается. Это связано с широким применением на сегодняшний день материалов с особыми физико-механическими свойствами, обработка которых сопровождается образованием элементной стружки и связана с определенными трудностями. Элементная стружка образуется и при обработке конструкционных материалов на повышенных скоростях резания, что также актуально в условиях современного производства. Поэтому элементное стружкообразование не представляет собой какую-то особую сторону свойств новых материалов, а является процессом, сопровождающим резание большинства известных пластичных конструкционных материалов. Изучение данного вопроса необходимо для увеличения производительности обработки резанием, обеспечения качества обработанной на станке поверхности, стойкости инструмента и эффективности его использования. Изучение данных процессов позволит также решать вопросы обрабатываемости специальных сталей и сплавов, вопросы затрат энергии при обработке материалов, а также раскрыть резервы повышения эффективности обработки материалов [6].
Для более полного представления об элементном стружкообразовании необходимо изучение причин и условий образования данного вида стружки. Как правило, образование элементной стружки происходит при высоких скоростях (температурах) резания, и этот процесс не является стабильным. Физические причины превращения сливной стружки при определенной скорости резания в суставчатую, а затем в элементную, до сих пор полностью неясны, а существующие предположения противоречивы.
Бобров и Седельников [2] в своей работе заявили, что чем выше прочность обрабатываемого материала, меньше передний угол резца и больше толщина срезаемого слоя, тем при меньшей скорости резания происходит превращение стружки из сливной в элементную. Эти утверждения верны, и никто не пытался их опровергнуть. Но помимо этих факторов существуют и другие.
В работе [5] показано, что причиной образования суставчатой стружки при резании титановых сплавов является охрупчивание срезаемого слоя вследствие поглощения кислорода и азота воздуха, причем указано, что интенсивность процесса возрастает с увеличением скорости (температуры) резания. Бобров и Седельников в своих экспериментах уточнили, что этот фактор справедлив только для обработки титановых сплавов.
Лоладзе [7] предположил, что суставчатая и элементная стружка образуется вследствие колебаний системы СПИД. Примерно такого же мнения придерживаются и другие исследователи (Дроздов Н.А., Каширин А.И., Кудинов В.А.), указывая, что элементный характер стружкообразования является причиной автоколебаний механизмов станка, возникающих вследствие колебания силы резания. Малая жесткость системы СПИД, по-видимому, может только усилить цикличность стружкообразования, но не является основной причиной образования элементной и суставчатой стружки.
Рехтом [9] при точении мягкой углеродистой стали со скоростью v=4880 м/мин была получена стружка, состоящая из отдельных элементов. Все это свидетельствует о том, что превращение сливной стружки в суставчатую и элементную не исключение, свойственное обработке только некоторых материалов, а является общей закономерностью процесса образования стружки, в основе которого лежит деформация сдвига. Конечный сдвиг или скол элемента происходит при напряжении, равном пределу текучести на сдвиг упрочненного до предела металла. В процессе образования одного элемента происходит деформация материала последующего элемента. Поверхность конечного сдвига близка по своей форме к плоскости [8]. Такого же мнения придерживаются и другие исследователи, наблюдавшие переход сливной стружки в суставчатую, а затем в элементную при обработке различных материалов. В зависимости от условий обработки (в частности от свойств обрабатываемого материала) данный переход наблюдается при разных скоростях резания. Это говорит в пользу влияния не собственно скоростного фактора на процесс резания, а, скорее, температурно-скоростного.
Наиболее убедительное объяснение превращения сливной стружки в элементную впервые, по-видимому, дал М.И. Клушин [3], а впоследствии Р.Ф. Рехт [9]. С их точки зрения, основной причиной цикличности стружкообразования является эффект адиабатического разогревания зоны сдвига теплом, образующимся при пластическом деформировании срезаемого слоя с высокой скоростью деформации. При высокой скорости резания выделившееся тепло локализуется в тонком сдвигаемом слое и тем самым способствует интенсификации разупрочнения материала срезаемого слоя в самом процессе его деформирования. В результате этого остается локализованной также деформация, не распространяющаяся в окружающий материал, а сопротивление деформации снижается (аналогичные результаты были получены при обработке жаропрочных сплавов в работе [4]). Последнее и приводит к нарушению сплошности стружки с образованием отдельных элементов. Чем выше скорость резания, тем выше скорость деформации, и тем вероятнее действие разрушающего сдвига, приводящее к цикличности процесса стружкообразования. Зависимость коэффициента сплошности стружки (отношение сплошного участка стружки к общей высоте стружки) от скорости резания на примере обработки жаропрочных и титановых сплавов была исследована в работе [1], где также показана тенденция к уменьшению сплошности с увеличением скорости резания. С увеличением подачи и скорости резания намечается переход от сливной стружки к стружке скалывания – сплошность стружки уменьшается. Однако толщина среза оказывает большее влияние на сплошность стружки, чем скорость резания.
Элементная стружка ввиду нарушения сплошности длиннее сливной. При резании поперечная усадка стружки всегда больше единицы. При малых подачах продольная и поперечная усадки практически одинаковы; при подачах S > 0,26 мм/об и малых скоростях резания они также совпадают. С увеличением скорости резания поперечная усадка несколько больше продольной, что также указывает на то, что при оценке деформации стружки продольная усадка более подходит для характеристики сливных стружек. Для элементной стружки в качестве основного параметра процесса стружкообразования целесообразно использовать угол сдвига в момент конечного скола элемента.
При образовании элементной (суставчатой) стружки имеет место нестабильность в зоне сдвига элементов. Это связано с периодическим изменением напряжений сжатия, растяжения, сдвига, а также с нестабильностью в зоне вторичной деформации, обусловленной процессами трения и схватывания в контактном слое. Скорость резания на шаг элементов стружки влияет незначительно. С увеличением подачи шаг элементов растет, но большее влияние оказывают механические свойства обрабатываемого материала [1].
Адиабатическое разогревание зоны сдвига позволяет также объяснить влияние переднего угла инструмента и толщины срезаемого слоя на тип стружки. Очевидно, сливная стружка будет превращаться в элементную при скорости резания тем меньшей, чем больше толщина срезаемого слоя и меньше передний угол, т.е. чем выше температура резания. Немаловажную роль здесь будут играть теплофизические характеристики обрабатываемого материала: чем меньше коэффициент теплопроводности, тем быстрее стружка превращается в элементную (локализация тепла происходит быстрее) [6].
В процессе обработки жестким инструментом получается непрерывная стружка, сформированная без воздействия колебаний, в процессе образования которой напряжение, сдвиг, скорость сдвига и температура остаются постоянными на протяжении всей обработки (рис. 1a) [10]. Прерывистая или сегментная стружка характеризуется колеблющимся профилем с видными вершинами чешуек на вершине (рис. 1b). Тип стружки и метод обработки, так же как метод отвода стружки по поверхности наклона, влияют на важные параметры процесса обработки, такие как долговечность инструмента и качество обработанной поверхности детали. Поэтому важно установить модели, которые в состоянии предсказать переход стружки от непрерывной в сегментную форму при различных условиях и для различных материалов. Такая модель формирования сегментной стружки была в центре внимания многочисленных исследователей. Модель образования стружки представлена на рис. 2 [10].
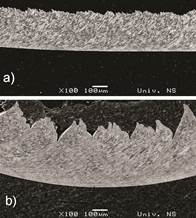
Рисунок 1. Модель формирования стружки и ее сегментация для отпущенной стали:
a) непрерывная стружка, b) прерывистая стружка
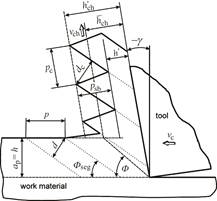
Рисунок 2. Модель формирования и геометрия элементной стружки
Большинство исследователей в этом направлении останавливаются на том мнении, что сегментная стружка - это не что иное, как результат износа режущего инструмента по передней поверхности. В результате этого все они стремятся уйти от сегментного стружкообразования. Бесспорно, обработка с появлением сливной стружки является более точной вследствие меньшего износа инструмента и меньших вибраций системы СПИД. Но сегментная стружка имеет преимущество в виде более безопасного отвода из зоны резания и, в отличие от сливной, направление движения которой сложно предугадать, способна нанести менее серьезный вред станочнику. Также сегментную стружку проще транспортировать, ведь она имеет большую плотность на занимаемом объеме, чем сливная. Ко всему этому при обработке материала, сопровождающегося элементным стружкообразованием, происходит лучший отвод тепла из зоны резания, что также влияет на износ инструмента.
Исходя из этого, есть смысл использовать точение с образованием сегментов при черновой обработке, при которой снимается значительная толщина материала, а резание со сливным стружкообразованием использовать для чистовой обработки.
В статье представлен анализ факторов, влияющих на процесс элементного стружкообразования. Показано, что данный процесс изучен намного слабее, чем процесс образования сливной стружки, а мнения авторов достаточно противоречивы. Изучение причин и условий образования элементной стружки представляет практический интерес, так как при образовании этого типа стружки изменяются характер и интенсивность изнашивания контактных поверхностей инструмента, состояние поверхностного слоя обработанной поверхности, улучшаются условия стружкодробления, меняются энергетические параметры процесса резания.
Рецензенты:
Сапожков С.Б., д.т.н., профессор, заведующий кафедрой механики и инженерной графики ФГБОУ ВПО «Юргинский технологический институт (филиал) Национального исследовательского Томского политехнического университета», г. Юрга.
Петрушин С.И., д.т.н., профессор кафедры технологии машиностроения ФГБОУ ВПО «Юргинский технологический институт (филиал) Национального исследовательского Томского политехнического университета», г. Юрга.
Библиографическая ссылка
Ласуков А.А., Барсук А.В. ЭЛЕМЕНТНОЕ СТРУЖКООБРАЗОВАНИЕ: СОВРЕМЕННОЕ СОСТОЯНИЕ ПРОБЛЕМЫ // Современные проблемы науки и образования. 2014. № 3. ;URL: https://science-education.ru/en/article/view?id=13113 (дата обращения: 27.06.2026).