


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
PRODUCTION THE POLYMERIC AND PAPER COMPOSITES FROM PACKAGING WASTE

Введение
Проблема твердых бытовых отходов (ТБО) является актуальной, поскольку ее решение связано с необходимостью охраны окружающей среды и ресурсосбережения. ТБО, образующиеся в результате жизнедеятельности населения, представляют собой гетерогенную смесь сложного морфологического состава, основными компонентами которой являются отходы упаковки. Кардинальный путь решения проблемы утилизации ТБО, учитывающий требования экологии, ресурсосбережения и экономики, – это промышленная переработка отдельных фракций ТБО с получением различного вторичного сырья [7]. Легкая фракция ТБО представлена преимущественно бумагой и полимерными пленками, в основном полиолефинами – полиэтиленом низкой плотности (ПЭ) и полипропиленом (ПП). Одной из основных операций при сортировке ТБО на тяжелую и легкую фракции является аэросепарация. При этом легкая бумажно-полимерная фракция содержит 75 – 80 % бумаги и 20 – 25 % полиолефинов [4].
В связи с этим цель работы заключалась в исследовании возможности совместной переработки бумажной и полимерной фракций отходов упаковки.
При реализации поставленной цели решались следующие задачи:
- получение полимерно-бумажных композитов;
- изучение физико-механических свойств композитов;
- реализация полного факторного эксперимента по выявлению влияния некоторых технологических факторов на физико-механические свойства композитов.
Получение полимерно-бумажных композитов включало следующие стадии: измельчение, приготовление полимерно-бумажной суспензии, формование отливки, горячее прессование и сушка [3].
Подготовка массы заключалась в составлении композиции из вторичных целлюлозных волокон и полиолефинов (полиэтилена низкой плотности ПЭ и полипропилена ПП) и получения ее водной суспензии. Содержание полиолефинов в полимерно-бумажных композитах варьировалось от 10 до 30 %.
Роспуск макулатурных волокон в водной среде проводили в дезинтеграторе при температуре 40 оС до получения однородной массы. При этом происходит как чисто механический процесс изменения формы и размеров волокон, так и коллоидно-химический процесс, называемый гидратацией. Придание волокнистому материалу определенной степени гидратации необходимо для создания сил сцепления между волокнами для получения прочного и плотного композита [3].
Приготовленные суспензии отфильтровывали под вакуумом. Избыток влаги из полученных композитов удалялся на прижимных валках. Прессование полимерно-бумажных композитов проводили при температуре 150 оС и усилии 29,7 Н. Время горячего прессования варьировали от 10 до 50 секунд. Сушку полимерно-бумажных композитов проводили при комнатной температуре на воздухе в течение 24 часов.
Для проклейки массы использовали два вида клея – силикатный клей и поливинилацетатную (ПВА) суспензию (1 % масс) [2, 5].
Физико-механические свойства полимерно-бумажных композитов (толщина, масса 1 м2, плотность, предел прочности при расслаивании, предел прочности при растяжении) были определены по существующим стандартным методикам. На рисунке 1 представлены зависимости массы 1 м2 полученных композитов от содержания полимерных фракций.
а) 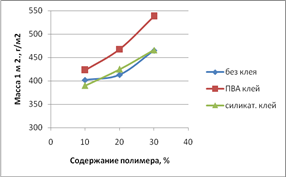 б)
б) 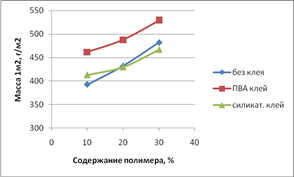
Рис. 1. Зависимость массы 1 м2 композитов от содержания полимерной фракции: а) ПЭ; б) ПП
Из анализа полученных результатов следует:
- с увеличением содержания полимерной фракции масса 1 м2 композита растет;
- введение в полимерно-бумажную суспензию клея ПВА приводит к увеличению массы 1 м2 от 5 до 18 %, что обусловлено прочным сцеплением целлюлозных волокон и частиц полимерных фракций.
Предел прочности при расслаивании композитов определяли по ГОСТ 13648.6-86 «Бумага и картон. Методы определения сопротивления расслаиванию». Сопротивление расслаиванию связано с действием расслаивающих сил, которые зависят от величины силы связи между целлюлозными волокнами. Расслаивание образца композита проводили на испытательной машине ИП 5158-0,5 под действием растягивающего усилия, перпендикулярного плоскости образца. Образец крепится к стальным пластинам приспособления разрывной машины двусторонней самоклеющейся лентой и выдерживается под нагрузкой 450 ± 50 Н в течение 300 ± 10 с. Если связи между частицами полимера и целлюлозными волокнами малы, то нарушается композиционная устойчивость материала и происходит внутреннее расслаивание [6].
Полученные результаты предела прочности при расслаивании композитов представлены на рисунке 2.
а) 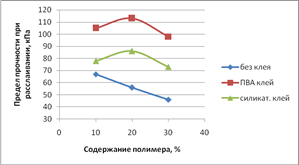 б)
б) 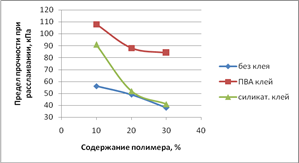
Рис. 2. Зависимость предела прочности при расслаивании композитов от содержания полимерной фракции: а) ПЭ; б) ПП
Установлено, что при введении клея ПВА предел прочности при расслаивании увеличивается на 56-121 %, при введении силикатного клея – на 16-58 %. Композиты с ПЭ в целом имеют более высокие значения предела прочности при расслаивании, чем образцы с ПП. Температура прессования – 150 °С достаточна для расплавления частиц ПЭ (tпл = 100 – 108 оС), которые связывают целлюлозные волокна, и при последующей естественной сушке образуют жесткий бумажно-полимерный композит. При растягивающих усилиях композит не разрушается, а происходит отрыв образца от клеящей ленты. Поэтому показатель – предел прочности при расслаивании не является информативным и по нему нельзя судить о прочности композита. Температура плавления ПП составляет 160 – 168 оС, поэтому температура прессования недостаточна для плавления полипропилена. В результате частицы ПП слабо сцеплены с целлюлозными волокнами, образуется рыхлая структура композита, которая легко расслаивается при растягивающих усилиях. Поэтому, в дальнейших исследованиях изучались композиты на основе ПЭ-фракции с ПВА проклейкой.
Предел прочности при растяжении композитов определяли по ГОСТ 13525.1-79 «Бумага и картон. Метод определения прочности на разрыв и удлинение при растяжении». Предел прочности при растяжении композита является количественной характеристикой силы его межволоконных связей и определяется под действием усилия, направленного параллельно плоскости образца. Полученные результаты представлены в таблице 1.
Таблица 1
Результаты определения предела прочности при растяжении композитов (МПа)
|
Время горячего прессования, с |
Содержание ПЭ, % |
||
|
10 |
20 |
30 |
|
|
10 |
3 |
4 |
2 |
|
30 |
7 |
6 |
6 |
|
50 |
4 |
5 |
1 |
Из предварительного анализа полученных результатов следует, что максимум предела прочности при растяжении полимерно-бумажных композитов достигается у всех образцов, подвергавшихся горячему прессованию в течение 30 с. Это время достаточно для наиболее полного расплавления ПЭ и сцепления целлюлозных волокон без их разрушения. При более длительном времени горячего прессования, вероятно, происходит частичное разрушение целлюлозных волокон с появлением подпалин.
В соответствии с данными источников [2] получаемый композит возможно использовать для получения бумажно-литьевых изделий для упаковки и транспортировки хрупких предметов как заменитель картона для изготовления коробок, а также как материал строительного назначения. Следовательно, целесообразно установить степень влияния технологических факторов (содержание полимерной фракции и время горячего прессования) на прочностные характеристики получаемых композитов, а именно на предел прочности при растяжении композита.
С этой целью был спланирован и реализован полный факторный эксперимент (ПФЭ).
В качестве базовых значений принимаются: содержание ПЭ 20 % с интервалом варьирования 10 %; время выдержки под горячим прессом 30 с с интервалом варьирования 20 с. Такой базовый уровень принят из учета того, что примерно 20 – 25 % ПЭ включает в себя ламинированная бумага – один из источников сырья для получения полимерно-бумажных композитов в промышленных условиях; а при 30 с происходит наиболее полное расплавление ПЭ и сцепление целлюлозных волокон без их разрушения.
В соответствии с методикой проведения ПФЭ была построена матрица планирования (таблица 2), согласно которой было проведено 4 опыта с различными содержаниями ПЭ и разным временем выдержки под прессом.
Таблица 2
Матрица планирования
|
№ опыта |
Значения факторов в натуральной форме |
Значения факторов в безразмерной форме |
у |
|||
|
Содержание ПЭ, % |
Время выдержки под прессом, с |
х0 |
х1 |
х2 |
|
|
|
1 |
10 |
10 |
1 |
-1 |
-1 |
2,36 |
|
2 |
30 |
10 |
1 |
1 |
-1 |
2,46 |
|
3 |
10 |
50 |
1 |
-1 |
1 |
3,76 |
|
4 |
30 |
50 |
1 |
1 |
1 |
0,98 |
По результатам проведения ПФЭ было получено адекватное результатам исследований следующее уравнение регрессии:
![]() = 2,39 – 0,67х1 – 0,72х1х2.
= 2,39 – 0,67х1 – 0,72х1х2.
Проверка коэффициентов полученного уравнения на значимость по критерию Стьюдента [1] показала, что коэффициент при х2 является незначимым и поэтому он должен быть исключён.
Полученное уравнение регрессии адекватно и позволяет судить о том, что на предел прочности при растяжении полимерно-бумажных композитов наибольшее влияние оказывает такой фактор, как содержание ПЭ (х1). Совместное воздействие двух факторов – содержание ПЭ в полимерно-бумажных композитах и время горячего прессования оказывается более существенным по сравнению с влиянием только содержания полимера в композите.
Проведённые эксперименты и анализ полученного уравнения регрессии позволили установить, что полимерно-бумажные композиты с оптимальными физико-механическими свойствами могут быть получены при следующих условиях: содержание полимерной ПЭ фракции – 20 %, время горячего прессования – 30 с, использование ПВА-суспензии для проклейки массы.
Заключение
Проведенный ПФЭ и анализ полученного уравнения регрессии показал, что полимерно-бумажные композиты с оптимальными физико-механическими свойствами могут быть получены при следующих условиях: содержание полимерной ПЭ фракции – 20 %, время горячего прессования – 30 с, использование ПВА-суспензии для проклейки массы.
Рецензенты:
Стеблянко В.Л., д.т.н., профессор; ФГБОУ ВПО «Магнитогорский государственный технический университет им. Г.И. Носова», г. Магнитогорск.
Медяник Н.Л., д.т.н., профессор, зав. кафедрой химии ФГБОУ ВПО «Магнитогорский государственный технический университет им. Г.И. Носова», г. Магнитогорск.
Библиографическая ссылка
Кремнева А.В., Коляда Л.Г., Пономарев А.П. ПОЛУЧЕНИЕ ПОЛИМЕРНО-БУМАЖНЫХ КОМПОЗИТОВ ИЗ ОТХОДОВ УПАКОВКИ // Современные проблемы науки и образования. 2014. № 2. ;URL: https://science-education.ru/en/article/view?id=12900 (дата обращения: 29.06.2026).