


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
ESTIMATION OF THE TEMPERATURE IN THE WELD PENETRATION CHANNEL IN ELECTRON BEAM WELDING DISSIMILAR MATERIALS

Введение
Среди методов сварки электронно-лучевая сварка (ЭЛС) занимает особое место благодаря высокой концентрации мощности в сварочном электронном пучке и способности его глубокого проникновения в металл, что обусловливает широкое применение ЭЛС при изготовлении деталей ответственных изделий из различных сталей и сплавов.
Для описания процесса ЭЛС зачастую применяются упрощенные модели, в которых канал проплавления заменяется линейным источником тепла в комбинации с точечным поверхностным источником, располагающимся на поверхности свариваемого металла. Такие модели дают удовлетворительное описание картины на некотором удалении, но абсолютно не пригодны для исследования самого парогазового канала.
При электронно-лучевой сварке происходит интенсивное испарение материала. Давление отдачи паров, покидающих зону плавления, прогибает поверхность сварочной ванны, и в расплаве формируется глубокий и узкий канал проплавления [1]. Поэтому процессы испарения представляют интерес при разработке теоретических моделей процесса формирования сварного шва при электронно-лучевой сварке [2-4].
Материалы и методы исследования
Основой экспериментальной методики являлось определение температуры в канале проплавления при электронно-лучевой сварке по данным о химическом составе паров, образующихся над зоной сварки. Для экспериментальной оценки состава паров на электронно-лучевой установке с энергетическим агрегатом ЭЛА-6ВЧ фирмы «SELMI» (Украина) производились проходы осциллирующим электронным пучком по образцу из низколегированной стали 09Х16Н4Б и меди. Вблизи зоны воздействия электронного пучка на образец (на расстоянии 15 мм) была установлена пластина стекла. Материал пластины был выбран из соображения минимального совпадения химического состава этого сплава с химическим составом исследуемых материалов. Мощность электронного пучка в экспериментах составляла 3,6 кВт (ускоряющее напряжение 60 кВ), скорость сварки – 3,2 мм/с, частота и амплитуда осцилляции пучка – 650 Гц и 1,8 мм, соответственно.
Результаты исследования и их обсуждение
Модель основана на рассмотрении равновесия элемента стенки парогазового канала. Давление паров уравновешивается давлением сил поверхностного натяжения и гидростатического давления в жидкой ванне.
![]() (1)
(1)
где P – давление пара на стенки парогазового канала, ρ – плотность материала; h – глубина парогазового канала; σ – поверхностное натяжение материала; r – радиус парогазового канала.
Поверхностное натяжение расплавленного сплава, состоящего из меди и стали, 09Х16Н4Б определялось по следующим формулам:
![]()
где ![]() – поверхностное натяжение расплавленного сплава меди и стали 09Х16Н4Б в зависимости от температуры,
– поверхностное натяжение расплавленного сплава меди и стали 09Х16Н4Б в зависимости от температуры, ![]() – поверхностное натяжение отдельного компонента сплава зависимости от температуры,
– поверхностное натяжение отдельного компонента сплава зависимости от температуры, ![]() – атомная доля элементов в сплаве.
– атомная доля элементов в сплаве.
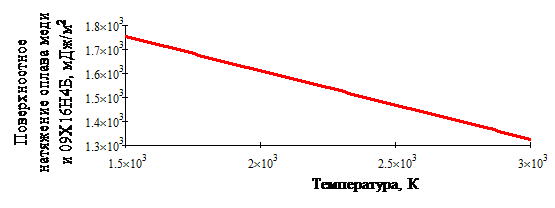
Рис. 1. График зависимости поверхностного натяжения сплава меди и стали 09Х16Н4Б от изменения температуры
Термодинамический расчет давления паров в канале проплавления при ЭЛС сплавов основан на определении общего давления пара (Робщ) в канале, которое является суммой парциальных давлений элементов сплава (Рi):
![]()
![]()
где ![]() – парциальное давление насыщенного пара i-того элемента над чистым элементом, которое может быть представлено в виде уравнения Клапейрона – Клаузиуса. Активность элементов в сплаве определяется по формуле:
– парциальное давление насыщенного пара i-того элемента над чистым элементом, которое может быть представлено в виде уравнения Клапейрона – Клаузиуса. Активность элементов в сплаве определяется по формуле:
![]()
где Хi – атомная доля i-того элемента;
γi – коэффициент активности i-того элемента в сплаве.
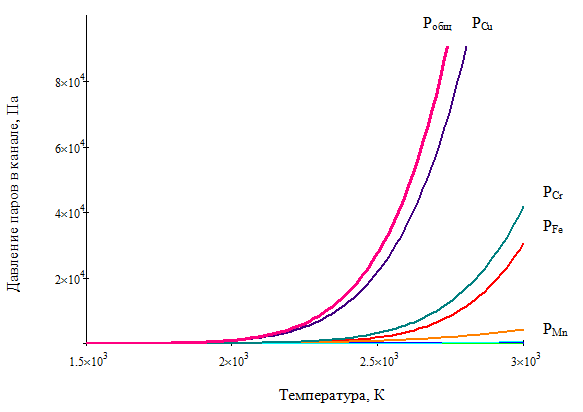
Рис. 2. Изменение давление паров в канале с ростом температуры для сплава из 09Х16Н4Б и меди: РFe – давление паров железа; PCr – давление паров хрома; PMn – давление паров марганца; PCu – давление паров меди; Pобщ – общее давление паров.
Все расчеты проводились в пакете Mathcad. Результаты расчетов для парциальных давлений паров в канале проплавления по приведенным выше формулам представлены в виде графиков на рис. 2. Из графиков видно, что давление паров в канале в основном определяется давлениями четырех элементов – меди, железа, хрома и марганца.
Давление паров, таким образом, зависит от химического состава свариваемого сплава. При электронно-лучевой сварке с осцилляцией поперек стыка луч, в течение периода осцилляции, какое-то время будет взаимодействовать с одним материалом, а оставшееся с другим. Причем времена определяются средним отклонением пучка относительно стыка. Испарение в этом случае будет происходить аналогично тому, если бы мы имели дело со сплавом двух материалов в определенной пропорции. Ниже приведен химический состав для сплава стали 09Х16Н4Б и меди (табл. 1) для прохода с минимальным отклонением от стыка.
Табл. 1. Химический состав сплава стали 09Х16Н4Б и меди
|
№ п/п |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Хим. элемнт |
Fe |
C |
Si |
Mn |
Ni |
Cr |
Cu |
|
% содержание |
59,275 |
0,05 |
0,3 |
0,25 |
2,125 |
8 |
30 |
Все расчеты были проведены в пакете Mathcad. По результатам расчетов было установлено, что наиболее значимый вклад в давление паров вносит медь, много меньшее – хром и железо. Вкладом остальных элементов можно было бы пренебречь.
Парогазовый канал имеет достаточно сложную, меняющуюся со временем форму. В предположении малости отношения радиуса канала к его глубине аппроксимируем канал проплавления цилиндром с полусферическим дном (рис. 3) [5]. Проведем расчеты для глубины проплавления h = 7 мм. Величину радиуса парогазового канала в первом приближении примем равным радиусу пучка электронов r = rп =0,3 мм.
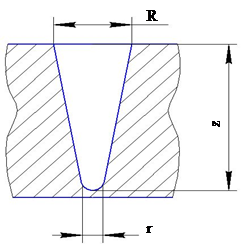
Рис. 3. Схематичное изображение парогазового канала в жидком металле при электронно-лучевой сварке
Температура в парогазовом канале определяется равенством давления паров давлению в жидкости (рис. 4).
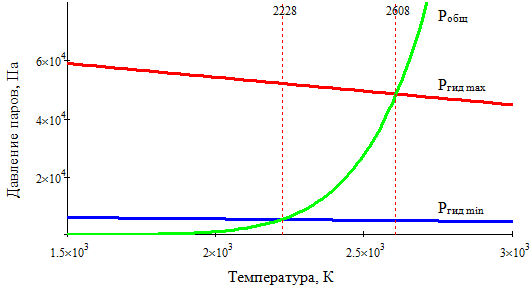
Рис. 4. График зависимости давления паров от роста температуры: Pобщ – общее давление пара в канале; Pгид – суммарное давление гидростатических сил и сил поверхностного натяжения на поверхности жидкой ванны: Р гид max – на поверхности канала, Р гид min – на дне канала
Равенство давления паров в канале и давления в жидкой фазе определяет интегральную температуру в парогазовом канале. Для сплава, состоящего из стали 09Х16Н4Б и меди, при заданных условиях интегральная температура на дне парогазового канала равна 2608 К. Аналогично, можно рассчитать температуру стенок канала и давление паров на произвольной глубине, для чего в формулу (1) вместо глубины парогазового канала h подставляется глубина z,, измеряемая относительно поверхности свариваемого изделия (рис. 5, 6).
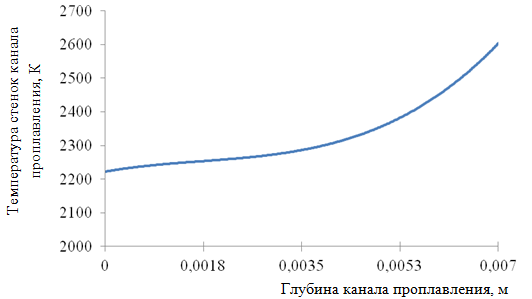
Рис. 5. Зависимость температуры от глубины канала проплавления при электронно-лучевой сварке стали 09Х16Н4Б и меди
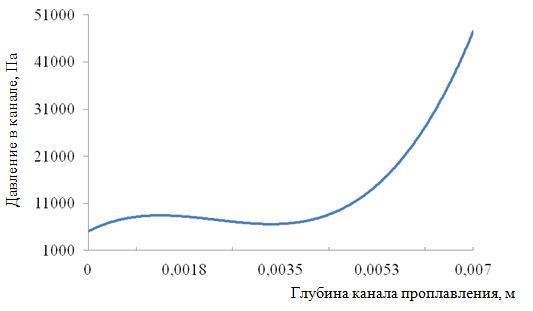
Рис. 6. График зависимости давления паров в канале при электронно-лучевой сварке стали 09Х16Н4Б и меди
Выводы
При электронно-лучевой сварке стали 09Х16Н4Б и меди при глубине парогазового канала 7 мм температура на дне канала составляет величину порядка 2600 К. С уменьшением глубины в канале проплавления температура стенок и давление парогазовой фазы в канале уменьшаются. Полученные результаты в дальнейшем могут быть использованы для расчета интенсивности процессов испарения в канале проплавления при электронно-лучевой сварке, что позволит определить соответствующие расходы тепловой энергии и учесть этот фактор при численном решении связанной тепловой и гидродинамический задачи.
Рецензенты:
Симонов Ю.Н., д.т.н., профессор, зав. кафедрой МТО Пермский национальный исследовательский политехнический университет, г. Пермь.
Щицын Ю.Д., д.т.н., профессор, зав. кафедрой СПиТКМ Пермский национальный исследовательский политехнический университет, г. Пермь.
Библиографическая ссылка
Саломатова Е.С., Трушников Д.Н., Беленький В.Я., Варушкин С.В. ОЦЕНКА ТЕМПЕРАТУРЫ В КАНАЛЕ ПРОПЛАВЛЕНИЯ ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ РАЗНОРОДНЫХ МАТЕРИАЛОВ // Современные проблемы науки и образования. 2014. № 2. ;URL: https://science-education.ru/en/article/view?id=12653 (дата обращения: 29.06.2026).