


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
TEMPERING RESISTANCE OF HARDENED CONSTRUCTIONAL LOW CARBON STEELS AFTER COLD RADIAL FORGING

Введение
Диспергирование структуры является наиболее распространенным способом улучшения комплекса свойств конструкционных сталей, так как позволяет одновременно повысить как характеристики прочности, так и характеристики пластичности. Измельчение структуры стали возможно реализовать различными методами термической или механо-термической обработки, однако важно получить состояние материала, характеризующееся не только малым размером элементов субструктуры, но также и хорошей термической стабильностью (отпускоустойчивостью).
Целью данного исследования является изучение отпускоустойчивости сталей 10Х3Г3МФ и 10Х3Г3МФТ, подвергнутых в исходно закаленном состоянии холодной пластической деформации методом радиальной ковки.
Материалы и методики проведения исследований
В качестве материала исследования выбраны конструкционные низкоуглеродистые стали 10Х3Г3МФ и 10Х3Г3МФТ, химический состав которых представлен в таблице 1. После разливки и кристаллизации полученные слитки исследуемых сталей подвергали горячей прокатке и последующей горячей свободной ковке с получением прутков диаметром Ø 18,5 ± 0,5 мм (19 мм), охлаждение производили на воздухе.
Таблица 1. Химический состав материалов исследования [6]л
|
№ |
Марка стали |
Содержание химических элемента, % (масс.) |
||||||||||
|
С |
Si |
Mn |
Cr |
Ni |
V |
Mo |
Cu |
S |
P |
Ti |
||
|
1 |
10Х3Г3МФ |
0,09 |
0,38 |
2,78 |
2,79 |
0,17 |
0,13 |
0,43 |
0,19 |
0,012 |
0,023 |
0,002 |
|
2 |
10Х3Г3МФТ |
0,09 |
0,40 |
2,65 |
2,81 |
0,17 |
0,13 |
0,43 |
0,18 |
0,011 |
0,018 |
0,02 |
Холодную пластическую деформацию прутков исследуемых сталей со структурой пакетного мартенсита проводили методом радиальной ковки на радиально-обжимной машине по режиму: скорость подачи заготовки 180 мм/мин, скорость вращения заготовки 25 об/мин, скорость ударов бойков 1000 уд/мин, в процессе ковки заготовка непрерывно охлаждалась водой. Степень пластической деформации определяли как величину укова, рассчитываемую через изменение площади поперечного сечения образца. Переков прутков с круга Ø 18,5 ± 0,5 мм на круг Ø 12 ± 0,5 мм позволил реализовать в исследуемых материалах степень пластической деформации ε = 60 %.
Термическую обработку (последеформационные отжиги) для изучения устойчивости состояния холоднокованых сталей 10Х3Г3МФ и 10Х3Г3МФТ проводили в лабораторных термических камерных печах типа ПЛ-12.5/10. Посадку образцов производили в горячую печь, температура нагрева составляла 400 и 600 оС, время выдержки – 30 мин, 1, 2 и 3 часа. Выбор температур нагрева обусловлен тем, что при температуре 400 оС в исследуемых материалах развивается только деформационное старение и, возможно, полигонизация, а при 600 оС активно протекают рекристаллизационные процессы. Охлаждение исследуемых образцов сталей 10Х3Г3МФ и 10Х3Г3МФТ производили в воду с целью фиксирования состояния, полученного при температуре выдержки, и подавления диффузионных процессов, протекающих при медленном охлаждении.
Изучение тонкой структуры сталей производили с использованием просвечивающего электронного микроскопа Technai G2 FEI при ускоряющем напряжении 200 кВ.
Измерение твердости на образцах проводили методом Роквелла в соответствии с требованиями ГОСТ 9013-59. Доверительный интервал составил ± 1 единица шкалы HRC. Результаты измерения твердости получены как среднее арифметическое 3 – 4 измерений.
Результаты эксперимента и их обсуждение
Благодаря особенностям системы легирования [6], исследуемые стали 10Х3Г3МФ и 10Х3Г3МФТ отличаются высокой устойчивостью переохлажденного аустенита, в результате чего при охлаждении на воздухе с температур горячей ковки в них происходит мартенситное превращение с образованием структуры пакетного мартенсита по всему сечению прутка [3, 5]. Анализ тонкой структуры сталей 10Х3Г3МФ (рис. 1, а) и 10Х3Г3МФТ (рис. 1, б) после холодной радиальной ковки (ХРК) позволяет говорить о дисперсном пакетно-реечном строении мартенсита с высокой плотностью дефектов кристаллического строения и фрагментированностью реек в результате самоорганизации дислокационной структуры при деформации.

Рисунок 1. Тонкая структура сталей 10Х3Г3МФ (а) и 10Х3Г3МФТ (б) после холодной пластической деформации (ε=60%) методом радиальной ковки
Ранее проведенные исследования [2, 3, 5] показали, что холодная пластическая деформация методом радиальной ковки конструкционных низкоуглеродистых сталей со структурой пакетного мартенсита приводит к диспергированию структуры и повышению комплекса механических свойств. Однако остается открытым вопрос о термической стабильности состояния, полученного в результате холодной радиальной ковки (ХРК) сталей различного химического состава. На разных этапах нагрева холоднодеформированных закаленных сталей в них протекают процессы отпуска и рекристаллизации, заключающиеся в перераспределении атомов в твердом растворе, распаде мартенсита, коагуляции карбидов, эволюции дислокационной структуры, миграции границ зерна и т.д. Общим для всех этих процессов является то, что, во-первых, они направлены на уменьшение свободной энергии системы и, во-вторых, по своей природе являются диффузионными процессами. Уменьшение свободной энергии системы, снижение дефектности и неравновесности состояния, сформированного после ХРК, вызывает снижение характеристик прочности материала. Поэтому в качестве интегрального показателя, позволяющего судить о протекании и степени завершенности процессов отпуска и рекристаллизации, может использоваться твердость: развитие процессов отпуска приводит к снижению прочности и, соответственно, твердости, а завершение процессов отпуска и формирование стабильного состояния материала приводит к установлению твердости на определенном уровне.
На рисунке 2 представлены графики изменения твердости центра и края образцов сталей 10Х3Г3МФ и 10Х3Г3МФТ, подвергнутых ХРК и последующей термической обработке по различным режимам. Как видно из представленных на рисунке 2 данных, после всех режимов отжига сохраняется различие в твердости центра и края исследуемых образцов, сформированное на стадии ХРК (твердость в точке "0 ч." на графиках).
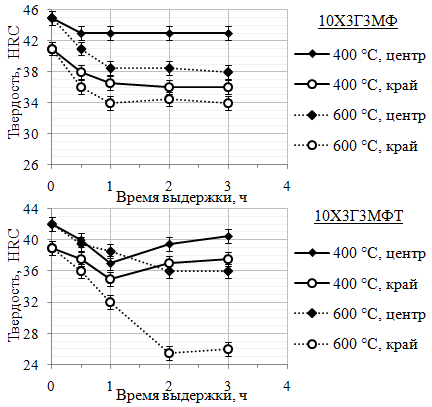
Рисунок 2. Твердость центра и края холоднокованых (ε=60%) образцов сталей 10Х3Г3МФ и 10Х3Г3МФТ в зависимости от температуры нагрева и времени выдержки. Примечание: 0 ч. – твердость образца после ХРК.
В стали 10Х3Г3МФ характер зависимости твердости от времени выдержки одинаковый для центра и края образцов вне зависимости от температуры обработки. При получасовом отжиге снижение твердости образцов холоднокованой стали 10Х3Г3МФ: при температуре выдержки 400 оС – с 45 до 43 HRC в центре и с 41 до 38 HRC – на краю образцов; при температуре 600 оС – падение происходит до 41 и 36 HRC в центре и на краю образца, соответственно. После отжига продолжительностью 1 час твердость продолжает снижаться до уровня 43 и 38 HRC в сердцевине и 36 и 34 HRC на краю после отжигов 400 и 600 оС, соответственно. После чего значения твердости стабилизируются, и дальнейшее увеличение времени выдержки при отжиге не приводит к изменению уровня твердости стали 10Х3Г3МФ. Такой характер изменения твердости свидетельствует о том, что в холоднодеформированной стали 10Х3Г3МФ все процессы отпуска и рекристаллизации реализуются в течение первого часа выдержки, после чего формируется стабильное состояние материала, на которое не оказывает влияния увеличение времени выдержки.
В стали 10Х3Г3МФТ, отличающейся от 10Х3Г3МФ наличием в составе титана, наблюдается схожая тенденция изменения твердости по мере увеличения времени выдержки при отжиге: в течение первого часа выдержки происходит снижение уровня твердости при сохранении разницы в твердости сердцевины и края образцов. Увеличение продолжительности выдержки до 2 часов при температуре 600 оC приводит к дальнейшему снижению твердости (при этом твердость сердцевины образцов снижается в меньшей степени, чем твердость по краю), а при температуре 400 оС – к незначительному повышению твердости. Такие тенденции изменения твердости стали 10Х3Г3МФТ объясняются развитием процессов деформационного старения. Увеличение продолжительности выдержки до 3 часов показывает стабилизацию уровня твердости стали 10Х3Г3МФТ как при температуре выдержки 400 оС, так и при 600 оС. Таким образом, можно сделать вывод, что в стали 10Х3Г3МФТ на завершение всех процессов отпуска и рекристаллизации, т.е. формирование термически стабильного состояния материала, требуется минимум 2 часа при температурах выдержки 400-600 оС.
По результатам электронно-микроскопического анализа можно сделать вывод, что в стали 10Х3Г3МФ после обработки по режиму "ХРК + отжиг 600 оС, 1 час" (рис. 3, а) проходит процесс собирательной рекристаллизации. Аналогичное состояние наблюдается в стали 10Х3Г3МФТ (рис. 3, б) после ХРК и отжига 600 оC с более длительной выдержкой – 2 часа, что подтверждает данные, полученные при анализе графиков изменения твердости.
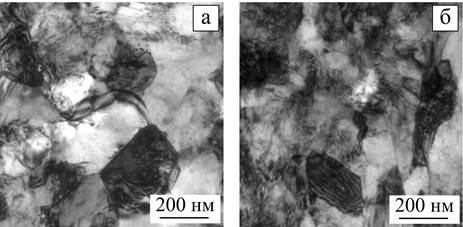
Рисунок 3. Тонкая структура исследуемых сталей после ХРК и последующего отжига 600 оС: а – сталь 10Х3Г3МФ, отжиг 1 час; б – сталь 10Х3Г3МФТ, отжиг 2 часа.
Следует отметить, что, несмотря на всю схожесть состояний, полученных в сталях 10Х3Г3МФ и 10Х3Г3МФТ после обработки по режимам "ХРК + отжиг 600 оС" с выдержкой 1 и 2 часа, соответственно, в стали 10Х3Г3МФТ наблюдаемая плотность дефектов кристаллического строения несколько выше, чем в стали 10Х3Г3МФ, что свидетельствует о затрудненности протекания процессов отпуска и рекристаллизации.
Заключение
Сопоставляя полученные данные о продолжительности выдержки в интервале 400-600 оС, требуемой для формирования термически стабильного состояния материала, а так же результаты электронно-микроскопических исследований, можно сделать вывод, что в стали 10Х3Г3МФТ, отличающейся от 10Х3Г3МФ повышенным содержанием титана, затруднены процессы отпуска и рекристаллизации. Является широко известным [1, 4] тот факт, что титан тормозит путем образования мелкодисперсных карбидов типа TiC развитие процессов рекристаллизации при нагреве сталей в недеформированном или слабодеформированном состоянии. Проведенное исследование показало, что и в низкоуглеродистых сталях системы легирования 10Х3Г3МФ(Т) со структурой пакетного мартенсита, подвергнутых холодной радиальной ковке, титан оказывает аналогичное тормозящее действие на развитие рекристаллизации при нагреве. Экспериментально показано, что холоднодеформированные стали 10Х3Г3МФ и 10Х3Г3МФТ характеризуются хорошей отпускоустойчивостью, что позволяет говорить о перспективности использования радиальной ковки для повышения комплекса свойств низкоуглеродистых сталей со структурой пакетного мартенсита.
Рецензенты:
Ханов А.М., д.т.н., профессор, заведующей кафедрой КМиТОМ Механико-технологического факультета ФГБОУ ВПО "Пермский национальный исследовательский политехнический университет", г. Пермь.
Симонов Ю.Н., д.т.н., профессор, заведующий кафедрой МТО Механико-технологического факультета ФГБОУ ВПО "Пермский национальный исследовательский политехнический университет", г. Пермь.
Библиографическая ссылка
Балахнин А.Н. ОТПУСКОУСТОЙЧИВОСТЬ ЗАКАЛЕННЫХ КОНСТРУКЦИОННЫХ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ, ПОДВЕРГНУТЫХ ХОЛОДНОЙ РАДИАЛЬНОЙ КОВКЕ // Современные проблемы науки и образования. 2013. № 6. ;URL: https://science-education.ru/en/article/view?id=11780 (дата обращения: 01.07.2026).