


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
EFFORT TENSION CYLINDRICAL LINEAR GATE PERMANENT MAGNET MOTOR BETWEEN THE STATOR AND THE SECONDARY ELEMENT

ЦЛВД [4] используется для привода безштангового насоса для добычи нефти из скважин. В настоящее время такие двигатели в России не производятся. Сборка и работа цилиндрического линейного вентильного двигателя осложнена усилием тяжения, возникающим из-за смещения вторичного элемента относительно оси статора.
Продольный разрез статора и вторичного элемента показан на рис. 1. На индукторе имеются зубцы и пазы, в которых находятся цилиндрические катушки статора. Полюсное деление τ = 30, а зубцовое деление tz = 10. Катушки соединяются последовательно на протяжении длины индуктора и образуют трехфазную обмотку, которая питается от преобразователя частоты (ПЧ), находящегося вблизи устья скважины на поверхности. Обмотка цилиндрического индуктора создает бегущее магнитное поле, скорость движения которого и направление изменяются с помощью ПЧ. ЦЛВД получает питание от ПЧ с помощью длинного кабеля, находящегося в скважине, длина которого равна глубине опускания двигателя.
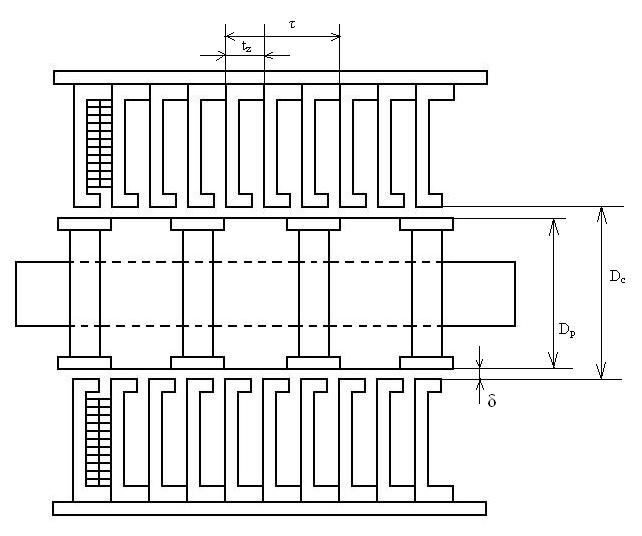
Рис. 1. Продольный разрез статора и ротора
Ротор (вторичный элемент) имеет симметричное положение, т.е. горизонтальная ось проходит по середине штока, а зазор между статором и ротором составляет 1,5 мм по всей длине. В этом случае результирующее усилие тяжения между статором и ротором равно нулю. Концы штока ротора выступают за пределы цилиндрического индуктора с обеих сторон и закрепляются в подшипниках скольжения. В случае износа подшипников зазор между статором и ротором может быть неравномерным, что приводит к появлению усилия тяжения к одной из поверхностей статора. Шток ротора изгибается, и этот факт приводит к еще большему изменению рабочего зазора. Неравномерность рабочего зазора приводит к появлению радиальных усилий притяжения ротора к индуктору, в результате чего зазор, с одной стороны, будет равен нулю, а с противоположной – будет максимальным (рис. 2).
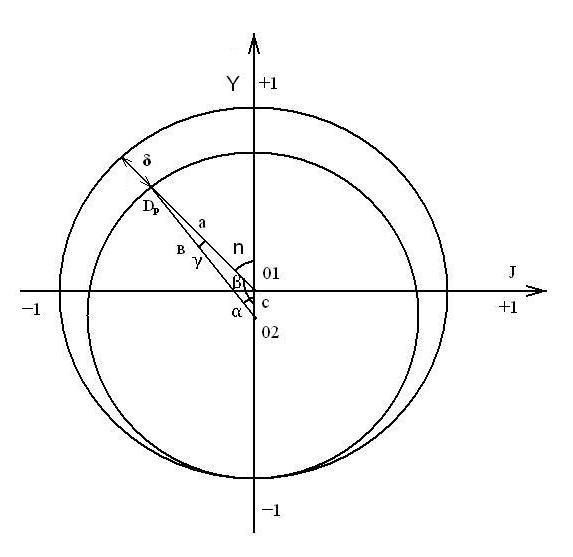
Рис. 2. Определение величины зазора δв поперечном сечении ЦЛВД
В этом случае силы трения между индуктором и вторичным элементом значительно увеличатся, что приведет к уменьшению силы на выходе штока и возникнет дополнительный износ поверхностей индуктора и вторичного элемента.
Усилие тяжения приводит к значительным трудностям при сборке ЦЛВД [3], когда вторичный элемент вставляется в статор. При одностороннем тяжении вторичный элемент становится на перекос и притягивается к индуктору, при этом возникают большие тормозные силы, которые с трудом приходиться преодолевать. Значительного ослабления силы трения можно добиться с помощью специальных немагнитных центраторов, которые устанавливаются на вторичном элементе на определенном расстоянии друг от друга. Диаметр центратора выбирается из условия Dц <Dс и Dр <Dц , чтобы при сборке зазор между статором и ротором ограничивался центратором.
На рис. 2 показано сечение ЦЛВД в поперечном направлении, когда ротор полностью притянут к статору и зазор δmin=0, а зазор δmах=3мм, т.е. ротор лежит на поверхности статора. Радиус статора Rc=56, а ротора Rp=53, при этом центры радиусов О1 и О2 будут сдвинуты на С=1,5мм по оси Y. Зазор δ в зависимости от угла n будет определяться из треугольника О1, О2, Dр , стороны которых обозначены Rp=b, a, с, и углы α,β,γ.
Согласно теоремы синусов имеем
![]() (1)
(1)
где β = 1800 – n
из (1) имеем
![]() (2)
(2)
α = 1800 – γ–β(3)
![]() (4)
(4)
a = sinα*k(5)
Из геометрии согласно рис. 2 получаем зазор между статором и ротором в зависимости от угла n.
δ = Rc–a (6)
На рис. 3 показаны секторы, на которые разбит диаметр статора, всего 12 секторов. Угол n отсчитывается от оси Y и разбивается на 6 значений: 00, 300, 600, 900, 1500, 1800, которые определяют сектора разбивки статора. На протяжении дуги сектора считаем зазор неизменным. Эти зазоры рассчитываются по формулам (1–6), для каждой разбивки и показаны на диаметре статора.
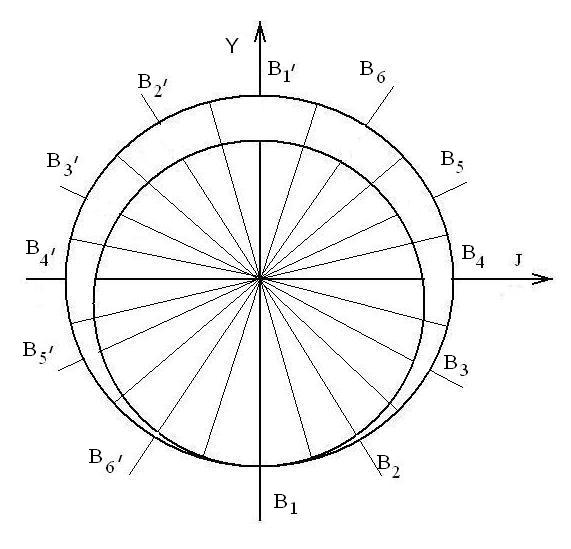
Рис. 3. Разбивка диаметра статора на сектора
Магнитные индукции в зазоре каждого сектора разбивки также считаются неизменными. Относительная магнитная проницаемость статора и ротора принимается равной бесконечности.
Согласно [2,5] кривая размагничивания современных коэрцитивных магнитов с большой зоной линейного участка, расположенной во втором квадранте кривой размагничивания, может быть для практических расчетов заменена прямой вплоть до пересечения с осью Н. Значение Н0 дается в справочнике, и прямая проводится по двум точкам Н0 и Вr.
Упрощения, достаточный для практических рекомендаций расчет можно вести в соответствии с эквивалентной схемой цепи, изображенной на рис. 4, в котором FM – МДС магнита
FM = H0*L0(7)
![]() (8)
(8)
LM – длина магнита по направлению его намагничивания,
QM – поперечное сечение,
Br – остаточная индукция магнита.
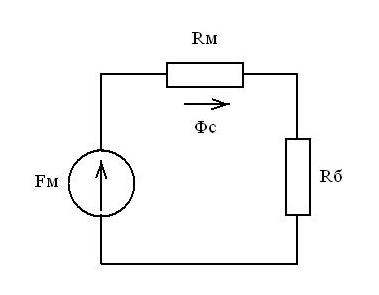
Рис. 4. Эквивалентная схема замещения магнитной цепи
![]() (9),
(9),
где Rδc – магнитное сопротивление воздушного зазора на половине полюса
![]() (10)
(10)
Расчет магнитного потока и магнитной индукции в каждой секции определяется на основании схемы замещения, показанной на рис. 4.
![]() (11)
(11)
Магнитная индукция в зазоре каждого сектора
![]() (12)
(12)
Как показывает практика расчета магнитных систем с постоянными магнитами, магнит ведет себя как источник потока, аналогично источнику тока. Это связано с тем, что его внутреннее сопротивление значительно больше всех магнитных сопротивлений магнитной цепи. В этом случае влияние зазора на тяговое усилие не столь значительно по сравнению с другими типами двигателей. В связи с этим принимаем допущение, что расчет магнитной индукции производится при условии равномерного зазора по длине окружности, равной зазору расчетной секции, и ведется по формулам (7-12). В результате расчетов получаем величину силы тяжения, необходимой для расчета трения ротора об статор. Выяснилось, что усилие тяжения значительно и его необходимо учитывать для определения сил трения. На основе данного анализа был сделан вывод о необходимости использования немагнитных центраторов, расположенных определенным образом, для снижения сил трения.
Работа выполнена в ФГБОУ ВПО «ПНИПУ» при финансовой поддержке Министерства образования и науки РФ (договор № 02.G25.31.0068 от 23.05.2013 г. в составе мероприятия по реализации постановления Правительства РФ № 218).
Рецензенты:
Шевелев Н.А., д.т.н., профессор, проректор по учебной работе, Пермский национальный исследовательский политехнический университет (ПНИПУ), г. Пермь.
Щицин Ю.Д., д.т.н., профессор, заведующий кафедрой «Сварочное производство и технология конструкционных материалов», Пермский национальный исследовательский политехнический университет (ПНИПУ), г. Пермь.
Библиографическая ссылка
Мирзин А.М., Коротаев А.Д., Шутемов С.В. УСИЛИЕ ТЯЖЕНИЯ ЦИЛИНДРИЧЕСКОГО ЛИНЕЙНОГО ВЕНТИЛЬНОГО ДВИГАТЕЛЯ С ПОСТОЯННЫМИ МАГНИТАМИ МЕЖДУ СТАТОРОМ И ВТОРИЧНЫМ ЭЛЕМЕНТОМ // Современные проблемы науки и образования. 2013. № 6. ;URL: https://science-education.ru/en/article/view?id=11637 (дата обращения: 11.07.2026).