


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
THE USE OF ACTIVATED CARBONS FOR THE PURIFICATION OF UNCONCENTRATED EXHAUST GASES FROM SULFUR DIOXIDE

Введение
Несмотря на то, что в современных производствах серной кислоты степень конверсии SO2 близка к 100%, масса диоксида серы в газах после моногидратного абсорбера достигает 2 кг/т H2SO4 [5]. В Российской федерации производится около 11 млн т/год серной кислоты в пересчёте на моногидрат [3]. Масса SO2 в отходящих газах сернокислотных цехов России равна примерно 22000 т/год в предположении, что на всех заводах степень конверсии SO2 близка к 0,998. Для цехов, ранее введённых в эксплуатацию, по схеме ДК-ДА [1], степень конверсии SO2 равна 0,996 , что отвечает массе SO2 в отходящих газах около 27000 т/год.
После очистки газа растворами, имеющими щелочную реакцию, отходящий газ содержит 0,01% объёмн. SO2 [5], что соответствует степени очистки 70%, выбросу SO2 в атмосферу около 6000 т/год и доказывает сохраняющуюся актуальность оптимизации очистки от SO2 отходящих газов, в том числе, путём перехода к безреагентным процессам. Вариантом безреагентного процесса служит сорбция SO2 активным углем с окислением SO2 на угле до SO3 [2, 4]. Уголь регенерируют, промывая водой с получением раствора Н2SO4.
Имеющихся данных недостаточно для оценки ёмкости угля при парциальном давлении SO2 (РSO2) менее 0,1 кПа, что имеет место в отходящих газах до санитарной очистки. Линейная экстраполяция от данных [4], полученных при давлении более 0,5 кПа, к РSO2 менее 0,1 кПа невозможна вследствие непропорционально быстрого увеличения сорбционной ёмкости угля с ростом РSO2 на начальном участке изотерм адсорбции SO2 на угле. Отсутствуют данные по равновесию в системе «Активный уголь, Н2О, Н2SO4» возникающей при регенерации угля, поглотившего SO2, при содержании кислоты на угле менее 1 ммоль/г.
Цель работы
Изучение адсорбционной способности угля АР-В по SO2 при условиях, близких к состоянию газа после моногидратного абсорбера: РSO2 до 0,1 кПа, температуры 293−333 К. Определение массы угля, минимально необходимой для очистки отходящих газов агрегата мощностью 62,5 т/час серной кислоты, и уточнение данных по равновесию в системе «Активный уголь, Н2О, Н2SO4» при содержании кислоты на угле менее 1 ммоль/г.
Методика исследования
Сорбционную ёмкость угля по SO2 измеряли динамическим методом, пропуская смесь газов (кислород: 5-6%, SO2: 0.02-0,2% объёмн., остальное азот) через термостатированный адсорбер с активным углем. Схема установки представлена на рисунке 1. В опытах измеряли объём газа, поступившего в аспиратор, по объёму воды, слитой из аспиратора, температуре и давлению в аспираторе и содержание SO2 в газе (СSO2) до и после реактора на хроматографе ГХ-1000 (газ-носитель—гелий). Измерения СSO2 после реактора дублировали, пропуская газа через дрексель с 0,01 N раствором J2. Концентрацию J2 до и после барботажа известного объёма газа проверяли, титруя иод 0,01 N раствором тиосульфата. По убыли концентрации J2 вычисляли массу SO2 в пробе газа.
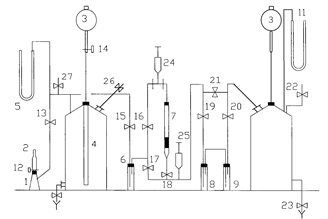
Рисунок 1. Схема лабораторной установки для насыщения активного угля диоксидом серы.
1 – реактор разложения сульфита натрия; 2 – дозатор серной кислоты; 3 – напорный сосуд; 4 – газометр; 5, 11 – дифманометр; 6 – барботер с серной кислотой для осушки газа;
7 – адсорбер с углем; 8, 9 – дрекселя с раствором йода; 10 – аспиратор; 12 – 23 – вентили; 24, 25 – отбор проб для анализа на хроматограф; 26 – ввод азота; 27 – продувочный вентиль.
По результатам измерений концентрации SO2 и данных о времени от начала опыта строили выходные кривые, их графическим интегрированием находили АSO2, моль/г −массу поглощённого SO2 на момент достижения равновесия, отмечавшегося по равенству значений СSO2 до и после реактора. Для уточнения значений АSO2 пробу угля после опыта промывали 10 кратной массой воды. Выделившуюся серную кислоту титровали 0,1N раствором NaOH. АSO2,
найденные обеими методами, совпадают с разницей не более 5,5% определяемой величины. Соответствующее вычисленному значению АSO2, равновесное парциальное давление SO2 считали равным произведению общего давления в аспираторе на определённую анализом объёмную долю SO2 в газе после реактора с активным углем.
Опыты выполнены при следующих условиях: время опыта 4-6 часов, расход газа 16-22 см3/мин., объём пропущенного газа 4-8 л, скорость газа в реакторе с углем менее 5-3 м/с , масса угля в реакторе 10 − 20 г, частота отбора проб из газовых потоков − через 10 минут, давление в аспираторе 90 − 97 кПа, объём пробы газа для анализа на хроматографе равен 10 мл, для анализа иодометрическим методом − 0,5 л.
Для определения равновесного содержания кислоты в регенерате навеску угля, сорбировавшего точно известную массу диоксида серы, суспендировали в определённом объёме воды. Концентрацию образующейся кислоты периодически измеряли титрованием проб раствора 0,1N раствором NaOH. Достижение равновесия отмечали по постоянству концентрации кислоты в 3-х последовательных пробах. Массы кислоты, перешедшей в раствор и удерживаемой в порах угля, находили из материального баланса опыта.
Результаты эксперимента
Значения равновесной адсорбционной ёмкости (АSO2) угля АР–В при малых РSO2, экстраполированные к постоянным значениям РSO2 на основании произведённых в настоящей работе измерений, приведены в таблице 1. Область изученных значений РSO2 соответствует содержанию SO2 в отходящих неочищенных газах сернокислотных цехов при общем давлении 110 кПа. Из таблицы виден закономерный рост сорбционной ёмкости угля по SO2 с ростом РSO2 и понижением температуры. В изученном интервале параметров адсорбции влияние РSO2 на ёмкость угля более существенно. Относительно медленное уменьшение АSO2 с ростом температуры газа вызвано совместным протеканием противоположно направленных процессов: ослаблением сорбционных связей SO2 с поверхностными активными центрами и ускорением при нагревании каталитического окисления SO2; хемсорбированные молекулы SO3 прочнее связаны в нанопорах угля, чем сорбированные физически молекулы SO2 [2].
Таблица 1. Равновесная ёмкость угля АР-В по SO2 при РSO2, менее 1кПа.
|
РSO2, кПа |
Равновесная ёмкость угля по SO2, моль/кг при указанных ниже температурах, К |
|||||
|
298 |
303 |
313 |
323 |
333 |
||
|
0,01 |
0,143 |
0,132 |
0,112 |
0,095 |
0,083 |
|
|
0,02 |
0,272 |
0,251 |
0,212 |
0,183 |
0,159 |
|
|
0,03 |
0,386 |
0,358 |
0,305 |
0,264 |
0,228 |
|
|
0,04 |
0,493 |
0,465 |
0,389 |
0,337 |
0,292 |
|
|
0,05 |
0,588 |
0,545 |
0,466 |
0,408 |
0,351 |
|
|
0,06 |
0,676 |
0,626 |
0,537 |
0,475 |
0,405 |
|
|
0,01 |
0,961 |
0,894 |
0,771 |
0,695 |
0,588 |
|
Барическая и температурная зависимости равновесной адсорбционной ёмкости от парциального давления SO2 и температуры процесса аппроксимированы уравнениями:
АSO2−1 = АSO2 lim + K РSO2,−1 (1)
lgK = A1 + B1 T1 (2)
lg АSO2 lim = A2 + B2 T1 (3)
Статистической обработкой результатов эксперимента по методу наименьших квадратов найдены коэффициенты регрессии в уравнениях (1) −(3), приведённые в таблице 2. Расчёт АSO2 по коэффициентам, указанным в таблице 2, воспроизводит опытные данные с ошибкой менее 3% определяемой величины, что доказывает адекватность аппроксимации и пригодность уравнений (1)−(3) для расчета равновесной ёмкости угля по SO2 по температуре и значениям РSO2,в интервале изученных параметров адсорбции. По уравнениям (1)−(3) нами вычислены равновесные значения РSO2 для содержания диоксида серы на угле 0,05 ммоль/г, использованные для вычисления теплоты адсорбции SO2 по уравнению Клапейрона-Клаузиуса. Численная величина теплоты адсорбции равна 16 000 ± 500 кДж/моль.
Таблица 2. Коэффициенты регрессии в уравнениях (1) − (3).
|
Темпера-тура, К |
Численные значения коэффициентов регрессии |
|||||
|
АSO2−1 |
К |
А1 |
А2 |
В1 |
В2 |
|
|
298 |
0,38 |
0,0661 |
1,1196 |
459 |
1,1217 |
− 686,6 |
|
303 |
0,40 |
0,0717 |
||||
|
313 |
0,45 |
0,0847 |
||||
|
323 |
0,50 |
0,0847 |
||||
|
333 |
0,55 |
0,1148 |
||||
В таблице 3 приведены экспериментально определённые равновесные значения концентраций кислоты в регенерате и остаточного содержания серной кислоты в порах угля при 323 К. Температура опытов выбрана с учётом имеющихся [2] данных, согласно которым скорость и полнота регенерации угля растут с ростом температуры, но выше 323 К влияние температуры практически не сказывается. Массовое отношение воды к углю в опытах по регенерации (4:1) принято в предположении, что разбавленную кислоту, полученную при регенерации угля, подают в цикл абсорбции серного ангидрида. В этом случае масса воды, содержащейся в регенерате в расчёте на тонну моногидрата, не должна превышать массу воды, необходимой для получения из сухого конвертированного газа 93 % серной кислоты.
Таблица 3. Равновесные концентрации серной кислоты в регенерате при 323 К.
|
Остаточное содержание кислоты на угле, моль/г |
0,569 |
0,432 |
0,351 |
0,286 |
0,172 |
0,083 |
0,0306 |
|
Равновесное содержание H2SO4 в регенерате, мол. доли |
0,004 |
0,0029 |
0,0023 |
0,0018 |
0,0010 |
0,0005 |
0,00012 |
|
Равновесное содержание H2SO4 в регенерате, % масс |
2,09 |
1,57 |
1,25 |
0,99 |
0,55 |
0,27 |
0,08 |
Данным таблицы 2 соответствует график зависимости остаточного содержания кислоты на угле от концентрации регенерата на рисунке 2. График является плавной кривой и допускает интерполяционные расчёты. По данным таблицы 3 и рисунку 2 определена α − достижимая степень регенерации активного угля. При вычислении значения α отношение масс промывной воды и угля принято равным 3:1. При большем Т:Ж, как показали балансовые расчёты, масса воды, используемой для регенерации угля на тонну моногидрата, превышает массу воды, которая необходима для выпуска продукции в виде стандартной контактной серной кислоты. При меньшем Т:Ж на стадии регенерации достижимая на опыте величина α резко уменьшается.
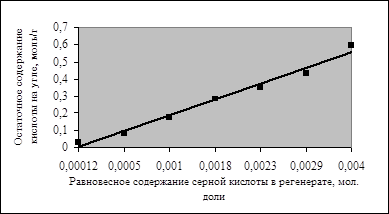
Рисунок 2. Равновесные концентрации серной кислоты в регенерате при 323 К.
Для оценки степени использования ёмкости угля по SO2, соответствующей началу проскока, на заключительном этапе исследований проведены эксперименты по насыщению активного угля диоксидом серы на колонке диаметром 0,03 м, при концентрации SO2 в газе 0,04±0,005% объёмн., скорости газа 0,03 м/сек, расходе газа 0,7 м3час, вводе газа сверху колонки показали, что проскок газа наступает при использовании 85% сорбционной ёмкости угля равновесной по отношению к значению РSO2 на входе в колонку. Регенерация угля при отношении массы поданной на промывку воды к массе угля равному (3±0,1) : 1 при времени суспендирования угля более 20 минут обеспечивает практически достижение равновесия остаточного содержания кислоты на угле с кислотой, содержащейся в регенерате.
По полученным данным проведена оценка минимально необходимой массы угля для поглощения 90% SO2 из отходящих газов агрегата мощностью 1500 т моногидрата в сутки (62,5 т/час). Минимально необходимой массе сорбента отвечает максимально возможное значение α (αмакс.). В расчётах αмакс.: температура абсорбции 303 К, регенерации −323 К, РSO2, соответствующее массе диоксида серы в газе после моногидратного абсорбера 2 кг на 1 т моногидрата, равно 42 Па, ёмкость сорбента по SO2 при указанном давлении и степени использования равновесной ёмкости 0,85 равна 31,6 г/кг угля, что эквивалентно 48,4 г кислоты. Путём итерационных расчётов с использованием графика рисунок 2 найдена остаточная масса кислоты на угле при равновесии с раствором, содержание кислоты в котором соответствует смыву кислоты с угля водой при Т:Ж 1:3 и исходном насыщении угля 31,6 г SO2 на кг угля, равная 20,4 г/кг угля. Смыв кислоты при регенерации эквивалентен 18,3 г SO2. Для поглощения 2 кг SO2, приходящихся в отходящих газах на 1 т моногидрата при степени очистки 90%, нужно 98,4 кг угля. Минимальная масса загрузка угля в адсорберы при выпуске кислоты 62,5 т/час должна составить 3,1 т в каждом из двух реакторов, в которых попеременно протекают стадии адсорбции и регенерации. Результаты расчёта показывают целесообразность изучения динамики адсорбционно-каталитического процесса и разработку аппаратурного оформления очистки от SO2 разбавленных газов активным углем АР –В.
Выводы
- Изучена и описана уравнениями регрессии, обеспечивающими достаточную точность расчёта, зависимость равновесной ёмкости активного угля по диоксиду серы от условий адсорбции при парциальных давлениях SO2 менее 0,1кПа в интервале температур 293− 333 К.
- Определены равновесные значения концентраций кислоты в регенерате и остаточного содержания серной кислоты на поверхности угля при 323 К.
- Результаты исследования показывают целесообразность разработки технологии очистки отходящих газов сернокислотного производства от SO2 активным углем с подачей регенерата в цикл орошения моногидратного абсорбера при условии выпуска продукции в виде технической контактной серной кислоты.
- Остаточный выброс диоксида серы после очистки может быть сокращён на 50% по сравнению с производственными данными.
Рецензенты:
Ульянов В.М., д.т.н., профессор, кафедра МАХП, ДПИ НГТУ им. Р. Е. Алексеева, г.Дзержинск.
Ильин А.П., д.т.н., профессор, зав. кафедрой ТНВ Ивановского государственного химико-технологического университета, г. Иваново.
Библиографическая ссылка
Ксандров Н.В., Котова Н.Н., Ожогина О.Р., Казанкова Т.Н. ПРИМЕНЕНИЕ АКТИВНЫХ УГЛЕЙ ДЛЯ ОЧИСТКИ ОТ ДИОКСИДА СЕРЫ НЕКОНЦЕНТРИРОВАННЫХ ОТХОДЯЩИХ ГАЗОВ // Современные проблемы науки и образования. 2013. № 6. ;URL: https://science-education.ru/en/article/view?id=11534 (дата обращения: 01.07.2026).