


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
STATISTICAL ASPECTS OF THE IMITATION MODELING COMPLEX SYSTEMS OF TECHNOLOGICAL EQUIPMENT ON THE EXAMPLE OF GLASSWARE PRODUCTION

Введение
С точки зрения современной теории и практики автоматизации управления недостаточно проработанными остаются вопросы эффективного управления оборудованием, учитывающего необходимость адаптации параметров их функционирования. Для повышения качества работ по разработке и эксплуатации АСУ сложных систем технологического оборудования целесообразным является применение вероятностного имитационного моделирования. Статистические распределения случайных величин параметров функционирования технологического оборудования, полученные на базе теоретических и экспериментальных исследований, позволяют повысить точность и эффективность моделирования сложных стохастических систем.
Статистические исследования сложных систем технологического оборудования требуют проведения большого объёма исследований по получению, накоплению, обработке и анализу информации, важнейшим этапом которых являются хронометражные наблюдения за работой отдельных машин с применением технических средств и инструментальных методов измерения.
Материалы и методика исследования
Сбор хронометражных данных начинается с эскизирования схемы работы объекта наблюдения, занесения в журнал его технико-технологических параметров. В начале и конце каждой смены фиксируются затраты времени на подготовительно-заключительные операции. Затраты времени на основные и вспомогательные операции фиксируются от момента окончания i-ой операции до момента окончания (i + 1)-ой операции. Для получения информации о надежности оборудования используются журналы наблюдений и регистрации отказов, ведущиеся диспетчерской службой и службой главного механика обследуемого предприятия.
После сбора первичной информации выполняется ее статистическая обработка и анализ. Статистическая обработка хронометражных данных заключается в подборе некоторого известного распределения (теоретического), моделирующего с определённой степенью точности эмпирическое статистическое распределение случайной величины X, согласно алгоритму, реализованному на ЭВМ (рис. 1).
Проверка правдоподобия гипотез о виде закона распределения (согласованность теоретического и статистических распределений) основана на определении расхождений между теоретическими вероятностями Pi и наблюдаемыми частотами Pi*. При этом за меру расхождения принят критерий согласия Пирсона (критерий c2) [2]:
 ,
,
где k – число интервалов распределения; Рi – вероятности попадания случайной величины в i-ый интервал с границами xi и xi+1); n – число опытов (наблюдений).
При использовании критерия c 2 достаточно велико должно быть не только общее количество опытов n, но и число наблюдений пi в отдельных интервалах. Рекомендуется иметь в каждом интервале не менее 5–10 наблюдений. Если число наблюдений в отдельных интервалах менее 5, имеет смысл объединить интервалы.
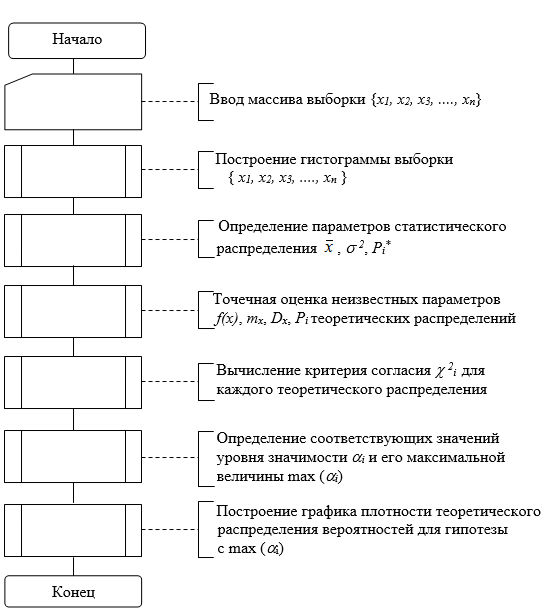
Рис. 1. Блок-схема алгоритма статистической обработки хронометражных данных
Результаты исследования и их обсуждение
В соответствии с изложенной методикой статистических исследований были проведены хронометражные наблюдения за работой базового оборудования стеклотарного производства. Для получения данных о надежности оборудования использовались журналы наблюдений и регистрации отказов, ведущиеся диспетчерской службой и службой главного технолога. Некоторые результаты статистической обработки хронометражных данных приведены в таблице 1.
Таблица 1. Результаты статистической обработки хронометражных данных
|
Параметры и статистические характеристики |
Машинолинии (м/линии) |
||
|
м/линия 1 |
м/линия 2 |
м/линия 3 |
|
|
|
0,1 |
0,12 |
0,24 |
|
|
0,01 |
0,02 |
0,02 |
|
|
0,16 |
0,17 |
0,16 |
|
|
Нормальная |
Нормальная |
Нормальная |
|
|
57,97 |
38,42 |
43,8 |
|
|
33,8 |
10,12 |
22,22 |
|
|
0,013 |
0,014 |
0,011 |
|
|
Экспоненциальная |
Экспоненциальная |
Экспоненциальная |
|
|
0,15 |
0,12 |
0,24 |
|
|
0,1 |
0,05 |
0,13 |
|
|
0,37 |
0,3 |
0,42 |
|
|
Логнормальная |
Логнормальная |
Логнормальная |
![]() ,
, ![]() ,
, ![]() – математическое ожидание соответственно оперативного времени, наработки на отказ и восстановления;
– математическое ожидание соответственно оперативного времени, наработки на отказ и восстановления; ![]() ,
, ![]() ,
, ![]() – дисперсия соответственно оперативного, наработки на отказ и восстановления; времени;
– дисперсия соответственно оперативного, наработки на отказ и восстановления; времени; ![]() ,
, ![]() ,
, ![]() – уровень значимости распределения соответствующей случайной величины;
– уровень значимости распределения соответствующей случайной величины; ![]() ,
, ![]() ,
, ![]() – функция плотности вероятностей соответствующей случайной величины.
– функция плотности вероятностей соответствующей случайной величины.
Анализ табличных данных показывает, что статистические распределения случайных величин технико-технологических параметров функционирования оборудования достаточно хорошо апроксимируются тремя теоретическими законами: нормальным, экспоненциальным и логнормальным. Нормальному закону распределения подчиняются случайные значения времени выполнения основных и вспомогательных операций, выполняемых технологическим оборудованием линии по производству стеклотары, а также величины загрузки шихты и стеклобоя в стекловаренную печь при уровне значимости, изменяющемуся от 0,09 до 0,99. Экспоненциальному и логнормальному законам распределения подчиняются случайные значения, соответственно, наработки на отказ и времени восстановления всех видов и типов рассматриваемого оборудования при изменении уровня значимости для экспоненциального закона от 0,08 до 0,95 и логнормального – от 0,18 до 0,95. Такой разброс параметра max {αi} вызван субъективными факторами, связанными с ошибками наблюдений в производственных условиях.
На рис. 2 представлены совмещенные графики гистограмм выборки и выравнивающих кривых теоретических распределений для трех законов, полученных при обработке данных наблюдений: нормального, экспоненциального и логнормального. Графики построены применительно к распределениям случайных величин оперативного времени подачи порции шихты и стеклобоя загрузчиком в стекловаренную печь, времени его наработки на отказ и времени восстановления. Выравнивающие кривые описываются функциями вида:
для нормального закона – ![]() ;
;
для экспоненциального закона – ![]() ;
;
для логнормального – ![]() .
.
а)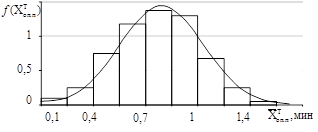 б)
б)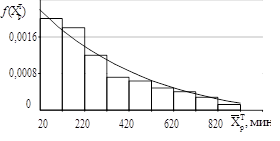
в)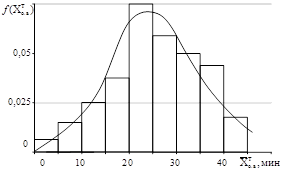
в)
Рис. 2. Гистограммы и кривые теоретических распределений случайных величин функционирования погрузчика смеси шихты и стеклобоя: а) – оперативного времени погрузки порции смеси; б) – наработки на отказ; в) – времени восстановления погрузчика.
Из рис. 2 видно, что теоретические кривые распределения ![]() , сохраняя в основном существенные особенности статистических распределений, свободны от случайных неправильностей хода гистограмм, которые могут быть отнесены за счет погрешностей измерения при фотохронометражных наблюдениях. Этот вывод подтверждают высокие уровни значимости max {α} при проверке степени соответствия по критерию Пирсона (c 2) выдвинутых гипотез со статическим материалом: для нормального закона
, сохраняя в основном существенные особенности статистических распределений, свободны от случайных неправильностей хода гистограмм, которые могут быть отнесены за счет погрешностей измерения при фотохронометражных наблюдениях. Этот вывод подтверждают высокие уровни значимости max {α} при проверке степени соответствия по критерию Пирсона (c 2) выдвинутых гипотез со статическим материалом: для нормального закона ![]() , экспоненциального –
, экспоненциального – ![]() , и логнормального –
, и логнормального –![]() .
.
Заключение
Полученные теоретические распределения и их числовые характеристики были использованы при синтезе имитационной модели функционирования оборудования линии стеклотарного производства, разработке и реализации ее программного обеспечения [4, 5]. Кроме того, полученные статистические данные можно применять при оценке технической производительности оборудования, использовать эти оценки в процессе формирования альтернативных объекто-вариантов при реализации методики оптимизационных расчетов параметров функционирования машинолинии.
Рецензенты:
Фомин Б.Ф., д.т.н., профессор, профессор кафедры «Автоматики и процессов управления» Санкт-Петербургского государственного электротехнического университета «ЛЭТИ» им. В.И. Ульянова (Ленина), г. Санкт-Петербург.
Коршунов Г.И., д.т.н., профессор, генеральный директор общества с ограниченной ответственностью «Пантес групп», г. Санкт-Петербург.
Библиографическая ссылка
Морозова Е.В., Редько С.Г. СТАТИСТИЧЕСКИЕ АСПЕКТЫ ИМИТАЦИОННОГО МОДЕЛИРОВАНИЯ СЛОЖНЫХ СИСТЕМ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ НА ПРИМЕРЕ СТЕКЛОТАРНОГО ПРОИЗВОДСТВА // Современные проблемы науки и образования. 2013. № 6. ;URL: https://science-education.ru/en/article/view?id=11279 (дата обращения: 01.07.2026).