


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
DISTINCTIONS OF STRUCTURE FORMING OF WELDED JOINTS PRODUCED BY FRICTION STIR WELDING

Введение
Сварка трением с перемешиванием (СТП, Friction stir welding) является сравнительно новой технологией, впервые предложенной в СССР [2] и запатентованной в Великобритании [10]. Схема процесса основана на трении вращающегося инструмента цилиндрической формы между двух соединенных торцами встык или внахлест пластинами металла. Вращающийся инструмент вводится в стык двух пластин на глубину, примерно равную их толщине. В результате трения скольжения осуществляется фрикционный нагрев, обусловливающий пластическое течение и перемешивание материала. Перемешанный вращающимся инструментом материал не выходит за пределы ограниченного буртом инструмента объема, в котором и формируется сварной шов. Преимуществом способа СТП по сравнению с обычными методами сварки можно считать отсутствие расплава и дефектов, обусловленных затвердеванием жидкого металла. С начала появления способа и до настоящего времени большое количество зарубежных и отечественных исследований посвящалось, главным образом, изучению технологии получения качественных сварных соединений и разработке надежной системы управления процессом с помощью силовых параметров. В этом направлении достигнуты большие успехи. Но наиболее важным вопросом, требующим пристального внимания исследователей, остается понимание закономерностей пластического течения материала при СТП, поскольку с ним связана возможность получения плотного качественного шва. В ряде публикаций, посвященных изучению сварки трением с перемешиванием [5-7], приведены данные о микроструктуре материала в зоне сварного шва, но отсутствуют сведения о механизме её формирования. Отметим, что макроструктура сварного соединения при сварке трением с перемешиванием имеет отличия от структур сварных швов, полученных другими способами сварки. В результате деформирования при трении в центре сварного соединения формируется чрезвычайно дисперсная микроструктура, состоящая из равноосных зерен и являющаяся, по некоторым данным, результатом динамической рекристаллизации [5]. Граница между ядром сварного соединения и зоной термического влияния представляет собой довольно резкий переход от одного типа структуры к другому. Структура околошовной зоны отличается формой, размером и ориентацией зерен по отношению как к структуре основного металла, так и структуре ядра. В частности, для алюминиевых сплавов, полученных методом пластической деформации, структура металла в зоне термического влияния отличалась от текстуры исходного сплава [5-7]. Такие структурные изменения при сварке трением с перемешиванием, описанные и другими исследователями, объясняются протекающими процессами рекристаллизации в условиях фрикционного нагрева.
Что касается механизма формирования структуры при СТП, то его можно объяснить, подойдя к данной проблеме с других позиций. В основе этой технологии, как уже говорилось, лежит трение вращающегося инструмента между двух торцов металла. В результате трения скольжения осуществляется фрикционный нагрев и массоперенос металла, характерные и для трения скольжения металлических материалов. В этом случае температура и напряжения в поверхностных слоях металла, примыкающих к инструменту, приводят к появлению деформированного слоя вследствие фрагментации исходной структуры и движения трехмерных структурных элементов (фрагментов) по схеме «сдвиг + поворот» [4,9]. При сварке трением с перемешиванием одновременно протекают процессы, связывающие воедино макро- и микропластическую деформацию, квазиупругое взаимодействие контактирующих поверхностей, внутреннее и внешнее трение, массоперенос больших объемов металла, не связанный с диффузией, локальное повышение температуры, вызванное фрикционным нагревом и пластической деформацией, и многие другие явления. Все эти процессы в той или иной степени обусловливают формирование микроструктуры сварного шва, от которой зависят его прочностные свойства. Существование переходной зоны в месте примыкания сварного шва к основному металлу и образование дефектов в этом месте сварного соединения связано, на наш взгляд, с несовместностью деформации пластифицированного металла, увлекаемого инструментом, и основного металла, который лишь частично деформируется. При обычном трении скольжения, как известно, именно в таких областях образуются трещины и несплошности, представляющие собой макроконцентраторы напряжений, обусловливающие снижение прочностных характеристик изделия [3]. В настоящей работе сделана попытка объяснения полученных экспериментальных результатов протекания процесса СТП.
Методика проведения исследований
Исследования проводили на разрушенных в процессе испытаний на растяжение образцах алюминиево-магниевого проката, толщиной 35,0мм, сваренного способом сварки трением с перемешиванием. Микроструктуру разрушенных образцов изучали методами оптической металлографии и атомно-силовой микроскопии (АСМ Solver P47Н-Pro) контактным и полуконтактным методом. Применение последнего позволило получить качественные изображения структуры сварного шва.
Фрактографические исследования дефектов структуры сварного соединения были проведены на сканирующем электронном микроскопе Philips SEM 515.
Экспериментальные результаты и их обсуждение
Изучались особенности строения сварного соединения алюминиево-магниевого сплава вблизи границы раздела основного металла со сварным швом. Необходимость проведения исследования была обусловлена тем, что при испытаниях на растяжение разрушение образцов происходило вблизи этой границы раздела. Выявленная методами металлографии микроструктура сварного шва показана на рис.1(а). Она состоит из последовательно чередующихся полос с различным строением: основного металла с вытянутыми вследствие деформирования при прокате зернами, термомеханического воздействия с частично сохранившейся текстурой и, так называемого, «ядра» с ультрадисперсным (порядка 1-5 мкм) строением.
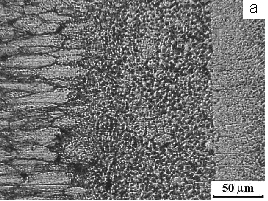
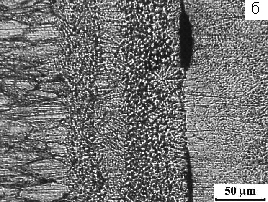
Рис. 1. Микроструктура сварного соединения Al-Mg-сплава, полученного сваркой трением с перемешиванием: а – исходная; б – после испытаний на растяжение.
На это своеобразие строения сварного шва обращалось внимание многих исследователей, как отличное от соединений, полученных другими способами сварки. Попытка объяснения наблюдаемого различия в размерах зерен чередующихся полос сварного соединения была дана с точки зрения существующих особенностей распределения температуры в процессе сварки и протекающими процессами динамической рекристаллизации [1]. Тип сформировавшейся микроструктуры сварного шва по внешним признакам можно отнести к градиентным структурам с плоской границей раздела. Известно, что при нагружении материала с такими границами раздела, вследствие несовместности деформации и локализации напряжений, происходит образование и распространение трещин именно вдоль стыка границ. После испытаний сваренных образцов на растяжение действительно образовались прямолинейные трещины, расположенные на границах раздела полос и ориентированные перпендикулярно оси нагружения образца (рис.1б).
Формирование ультрадисперсной, близкой к равноосной, структуры «ядра» сварного соединения, произошло в результате интенсивной пластической деформации, сопровождавшей процесс СТП. Подобные изменения бимодальной, частично рекристаллизованной структуры алюминиево-магниевого сплава, состоявшей из крупных, вытянутых в направлении деформации зерен, на мелкозернистую, близкую к равноосной, наблюдали после РКУ-прессования [1]. Вместе с тем, по замечанию авторов, ориентировка образовавшихся мелких зерен часто не совпадала с горизонтальным направлением по всему сечению образца. В работе [8] подобное отклонение объяснено влиянием контактного трения между поверхностью образца и РКУ-матрицей.
Полученные сведения об особенностях строения и разрушения СТП-сварного шва дают возможность сравнения с поведением этого материала при трении скольжения. Известно, что при граничном трении на контактирующих поверхностях всегда образуется сильно деформированный слой с ультрадисперсной или нанокристаллической структурой [4]. Экспериментальные свидетельства образования ультрадисперсного поверхностного слоя при трении оказались аналогичными течению вязких неньютоновских жидкостей, однако в отличие от жидкостей, скорости течения отдельных слоев могли быть распределены неравномерно по толщине слоя. Основной причиной образования слоев является конкуренция процессов деформационного упрочнения и разупрочнения, обусловленного фрикционным нагревом и теплом, вызванным деформированием. В результате этого образуется слой металла с одинаковой степенью деформации, тогда как на его границе с нижележащим материалом имеет место минимальное значение предела текучести, что приводит к пластическому сдвигу всего слоя относительно основы. Вышеописанный процесс повторяется вновь, образуя слоистую структуру, подобную той, которая наблюдается при сварке трением с перемешиванием и называется «луковичной». На рис. 2 приведен пример наблюдавшейся нами структуры такого типа в сварном соединении алюминиево-магниевого сплава. При детальном рассмотрении можно обнаружить двухуровневую структуру «колец». Между кольцами первого уровня наблюдаются кольца другого уровня, которые можно характеризовать как субструктуру. Причины и механизм образования двухуровневой поверхностной структуры сварного шва пока не ясны.
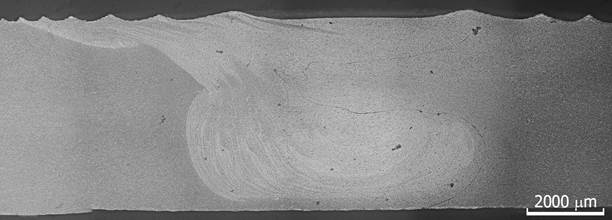
Рис. 2. «Луковичная структура» сварного соединения Al-Mg-сплава, полученного сваркой трением с перемешиванием
Анализ микроструктуры сердцевины сварного шва показал, что она идентична структуре поверхностного слоя, образованного при трении скольжения (рис. 3, а,б). Структурные составляющие материала деформированного слоя при трении скольжения (рис.3а) практически неразличимы с помощью оптического микроскопа, но отчетливо видны при атомно-силовой микроскопии. Ультрадисперсную структуру сердцевины зоны сварного шва можно наблюдать при сравнительно небольших увеличениях. Сравнение этих двух структур позволяет отметить тенденцию к выстраиванию отдельных зерен и субзерен в цепочки, ориентированные вдоль направления приложения нагрузки. Подобное сохранение слоистой структуры при разных увеличениях (световая и атомно-силовая микроскопия) подтверждает выводы о самоподобии суб-и нанокристаллических слоев, формирующихся в результате пластической деформации при трении.
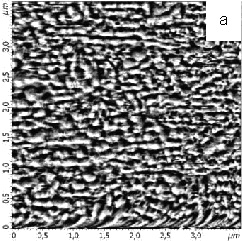
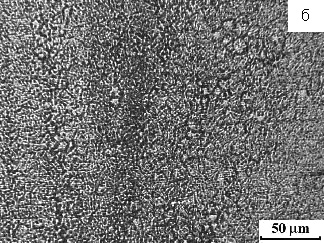
Рис. 3. Микроструктуры металлов: а – поверхности меди после трения скольжения; б –сварного соединения Al-Mg сплава, полученного сваркой трением с перемешиванием
Заключение
Полученные экспериментальные данные по исследованию макро- и микроструктуры сварного шва алюминиево-магниевого сплава, полученного способом сварки трением с перемешиванием, показали, что формирование структуры шва осуществляется по механизму, реализующемуся при трении скольжения – образование слоистой ультрадисперсной структуры вследствие пластической деформации сдвига и поворота структурных фрагментов.
Работа выполнена по проекту № III.23.2.4 «Разработка научных основ создания мультимодальных функциональных материалов и покрытий триботехнического назначения на основе динамики контактирования поверхностей» Программы III.23.2 фундаментальных исследований СО РАН на 2013–2016 гг., и финансовой поддержке Министерства образования и науки РФ (договор № 02.G25.31.0063) в рамках реализации Постановления Правительства РФ № 218.
Рецензенты:
Поляков В.В., д.ф.-м.н., профессор, заведующий кафедрой прикладной физики, электроники и информационной безопасности, декан физико-технического факультета, Алтайский государственный университет, г. Барнаул.
Плотников В.А., д.ф.-м.н., профессор, заведующий кафедрой общей и экспериментальной физики, Алтайский государственный университет, г. Барнаул.
Библиографическая ссылка
Морхат Т.В., Колубаев Е.А. ОСОБЕННОСТИ МИКРОСТРУКТУРЫ СПЛАВА AL-MG, ПОЛУЧЕННОЙ ПРИ СВАРКЕ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ // Современные проблемы науки и образования. 2013. № 6. ;URL: https://science-education.ru/en/article/view?id=11236 (дата обращения: 17.07.2026).