


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
INVESTIGATION OF THE PROCESS OF WELDING IN SHIELDING GASES WITH LOW-FREQUENCY MODULATION OF THE CURRENT.

Введение
Низкочастотная модуляция, направленная на управление тепловыми и кристаллизационными процессами, при сварке плавлением широко используется при ручной дуговой сварке. Низкочастотная модуляция тока дуги при механизированной сварке в среде защитных газов не получила распространение в связи с тем, что при снижении тока в паузе снижается скорость плавления проволоки, которая продолжает двигаться с одинаковой скоростью. Это приводит к погружению сварочной проволоки в сварочную ванну, что вызывает затруднение дальнейшего поджига дуги, т.е. процесс сварки нестабилен.
Технология реализации низкочастотной модуляции тока дуги реализуется за счет ее совмещения с циклами импульсной подачи электродной проволоки (ИПЭП). Одним из циклов импульсной подачи электродной проволоки является торможение электродной проволоки, что позволяет в этот момент снижать ток дуги, не погружая при этом электрод в сварочную ванну. Это позволяет в широком диапазоне независимо от частоты переноса электродного металла, заданного ИПЭП, модулировать ток дуги с собственной частотой. Это обеспечивает управление тепловыми и кристаллизационными процессами, стабилизировать время образования и кристаллизации сварочной ванны.
Цель исследования
Для технической реализации данного способа сварки необходимо:
1) Согласовать и автоматизировать процесс сварки с низкочастотной модуляцией, совмещенной с ИПЭП;
2) провести расчет критического объема сварочной ванны в зависимости от толщины металла и определить время необходимое для кристаллизации сварочной ванны.
Известно, что механизированная сварка в среде защитных газов ведется от источника жесткой внешней вольтамперной характеристикой (ВАХ), что не позволяет получать большую длину дуги, ограничивая тем самым продолжительность времени паузы. Таким образом, учитывая, что ВАХ дуги имеет возрастающую ветвь, то минимальный сварочный ток ограничен ее началом, связанной с плотностью тока.
Для решения поставленной задачи было предложено провести совмещение двух способов сварки: механизированной сварки в защитных газах с ИПЭП на жесткой ВАХ источника питания во время формирования сварочной ванны и сварки плавящимся электродом на падающей ВАХ источника питания во время паузы. Время паузы тока дуги согласовано с циклом торможения сварочной проволоки, а источник питания меняет вид своей внешней вольтамперной характеристики. Для увеличения времени паузы, время остановки проволоки должно совпасть с моментом перехода капли в сварочную ванну при одновременном переключении внешней характеристики источника питания [4].
Для определения массы сварочной ванны применяем модель расчета кривизны ванны и сил поверхностного натяжения при сварке [2]:
![]() , Н, (1)
, Н, (1)
где G – вес ванны, Н; α – угол, отклонения от нижнего, горизонтального положения; Fd – суммарная сила давления дуги, Н; N – поправка на неизотермические условия; Fп.н. – сила поверхностного натяжения, Н.
По полученным экспериментальным данным, ![]() , [2] тогда при сварке в нижнем положении:
, [2] тогда при сварке в нижнем положении:
![]() , (2)
, (2)
где VСВ – объем сварочной ванны, м3; γ – плотность металла, кг/м3; g – ускорение свободного падения, м/с2; А – коэффициент, зависящий от материала электрода и параметров приэлектродных областей, для сварки в СО2 с импульсной подачей, А = 1,225∙10-5 Н·мм2/А2; Iд –сварочный ток, А; Sa – площадь анодного пятна, м2; σ – коэффициент поверхностного натяжения, для стали σ = 1,10÷2,5 Н/м; РСВ – периметр ванны, м.
Приближенно можно представить форму сварочной ванны в виде двух сферических сегментов и сегмента, имеющего в сечении вид сектора круга между ними (рис. 1).
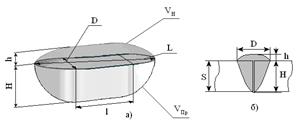
Рис. 1. Модель ванны:
VН – объем металла полученного от плавления проволоки, м3; VПр – объем расплавленного основного металла, м3; D – диаметр сварочной ванны, м; L – длина сварочной ванны, м; H – глубина проплавления, м; l – длина полусфер, м; h – высота наплавленного валика, м; S – толщина металла, м
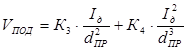
Объем сварочной ванны равен:
 , м3. (3)
, м3. (3)
Периметр равен:
![]() . (4)
. (4)
При импульсной подаче плавление сварочной проволоки в импульсе и паузе различно. Сварочный ток определяется из эмпирических равенств скоростей плавления и подачи проволоки для процесса сварки с импульсной (5) (получено экспериментально) и постоянной (6) подачей проволоки [6]:
![]() , м/с; (5)
, м/с; (5)
 , м/с. (6)
, м/с. (6)
Сварочный ток импульса определяется из квадратного уравнения [5]:
 , (7)
, (7)
где dПР – диаметр электродной проволоки, м; lВ – длина вылета электрода, м; I –ток дуги, А, U − напряжение дуги, В.
Для определения частоты и скважности модуляции, а так же дежурного тока дуги адаптирована ранее известная методика [7]. Скорость сварки, исходя из стабильности формы шва и оптимального перекрытия точек с учетом циклов ИПЭП, равна:
![]() , м/с, (8)
, м/с, (8)
где tп – время паузы (время кристаллизации сварочной ванны) с; tи – время импульса (время сварки), с.
Зная напряжение источника питания из выражения ![]() определяем необходимый минимальный ток для данного процесса. Учитывая диаметр сварочной проволоки пределы регулирования тока для жесткой вольтамперной характеристики дуги. Известно, что жесткая ВАХ дуги распространяется на область, где плотность тока лежит в пределах (12А/мм2 ÷ 80А/мм2), следовательно, j ≥ 12А/мм2, зная, что
определяем необходимый минимальный ток для данного процесса. Учитывая диаметр сварочной проволоки пределы регулирования тока для жесткой вольтамперной характеристики дуги. Известно, что жесткая ВАХ дуги распространяется на область, где плотность тока лежит в пределах (12А/мм2 ÷ 80А/мм2), следовательно, j ≥ 12А/мм2, зная, что ![]() , где I – сварочный ток, а Sд – площадь столба дуги,
, где I – сварочный ток, а Sд – площадь столба дуги, ![]() , где r – радиус сварочной проволоки и сделав допущение, что площадь сечения проволоки равна площади столба дуги, определим ток кристаллизации сварочной ванны:
, где r – радиус сварочной проволоки и сделав допущение, что площадь сечения проволоки равна площади столба дуги, определим ток кристаллизации сварочной ванны:
![]() . (9)
. (9)
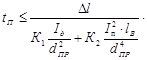
Время паузы определяется из условия:
![]() , (10)
, (10)
где Dl – участок проволоки, который может расплавиться до обрыва сварочной дуги, равный ![]() , м; lр – разрывная длинна дуги, м; lд(н.м.) – длинна дуги в момент повторного зажигания дуги, м.
, м; lр – разрывная длинна дуги, м; lд(н.м.) – длинна дуги в момент повторного зажигания дуги, м.
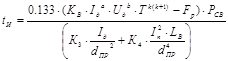
Решая совместно неравенство (3) и выражение (10) определяем время паузы:
 , с. (11)
, с. (11)
Где Iп – ток паузы, А
Известна модель [3]:, которая определяет параметры шва как ряд степенных функций:
![]() , (12)
, (12)
![]() , (13)
, (13)
![]() , (14)
, (14)
где Kh, KD, Кg – коэффициенты, зависящие от теплофизических свойств металла, мощности источника питания, коэффициента формы проплавления; a, b, c m, n, k, r, w, v – показатели степени, определяющие влияние данного фактора (определены экспериментально).
Определив из выражения (3) объем сварочной ванны в зависимости от пространственного положения сварного шва и учитывая скорость плавления сварочной проволоки (5) [7], определяется время формирования сварочной ванны:
![]()
 , (15)
, (15)
где Т = tи + tп – период, с.
С помощью полученной модели можно определять параметры модуляции (ток дуги Iд в импульсе и паузе) для кристаллизации сварочной ванны при импульсной подаче сварочной проволоки (рис. 2).
Определив время формирования сварочной ванны и время ее кристаллизации можно определить изменения частоты модуляции. Для расчета по данной методике разработана компьютерная программа в системе MathCAD, которая позволяет обрабатывать экспериментальные данные и на их основе строить номограммы для выбора режимов.
а 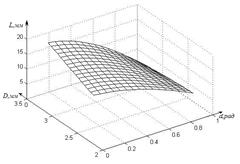 б
б 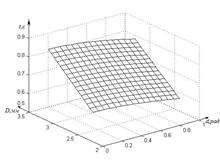
Рис. 2. Параметры модуляции: а – изменение длины сварочной ванны в зависимости от пространственного положения; б – время импульса в зависимости от пространственного положения
Скорость сварки, исходя из стабильности геометрии шва, а также исходя из оптимального перекрытия точек [1], должна быть равна:
![]() , (16)
, (16)
где tп – время паузы, сек. (время кристаллизации сварочной ванны); tи – время импульса, сек. (время сварки).
Теперь, зная время формирования сварочной ванны и время ее кристаллизации, можно в зависимости от диаметра сварочной проволоки и напряжения источника питания сварочной дуги определить изменения частоты модуляции.
Большую роль в процессе сварки предложенным способом играет период ![]() , который определяется в зависимости от времени паузы и времени сварки. В связи с этим должны выполняться следующие условия:
, который определяется в зависимости от времени паузы и времени сварки. В связи с этим должны выполняться следующие условия:
1. время паузы должно обеспечивать кристаллизацию 0,75 части объема;
2. время паузы должно обеспечивать непрерывность горения дуги (во время горения малоамперной дуги не должно произойти обрыва дуги вследствие чрезмерного расплавления вылета электрода. Это достигается введением канала обратной связи по току дуги и переходом источника питания на падающую ВАХ.
Материал и методы исследования
Исследование полученных макро- и микроструктур проводили методом оптической металлографии с использованием оптического микроскопа Olympus GX-71. При изготовлении шлифов использовалась механическая шлифовка, механическая полировка на алмазной пасте АСМ 10/7 НВЛ и химическое травление раствором 4 % азотной кислоты (HNO3). Исследование микроструктуры сварного шва образцов С17 из стали 09Г2С (труба 159х6). Исходная структура стали 09Г2С в состоянии поставки феррито – перлитная структура. Перлит распределен равномерно (рис. 3 а, б). Количество и характер расположения перлита соответствуют баллу 1В по ГОСТ 5640-68. Рассмотрим микроструктуру образца № 1 (импульсная подача с низкочастотной модуляцией тока). Зона термического влияния – феррито-перлитная структура, измельчается размер зерен феррита, феррит переходит в сорбитооборазный (рис. 3, в). Количество и характер расположения перлита соответствуют баллу 1Б по ГОСТ 5640-68. Структура наплавленного металла шва – феррито-перлитная.
а 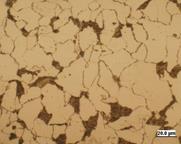 б
б 
в  г
г 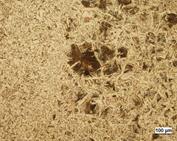
Рис. 3 – Микроструктура сварного шва: а,б – микроструктура стали 09Г2С, в – микроструктура ЗТВ сварного соединения (импульсная подача с низкочастотной модуляцией тока); г – микроструктура ЗТВ сварного соединения (обычная подача сварочной проволоки)
Образец №2 верхний ряд. В зоне сплавления металла шва и основного металла небольшая область с видманштеттовой структурой – балл 3Б по ГОСТ 5640-68 (рисунок 3, г). Структура шва аналогичная таковой в образце 1.
В нижнем ряду по сравнению с верхним рядом исчезает видманштеттова структура в шве и в области основного металла, прилегающего к шву за счет эффекта автотермообработки.
Отличия, полученные в проведенном исследовании микроструктур сварного шва, можно объяснить меньшим теплосодержанием капли расплавленного электродного металла при сварке с импульсной подачей сварочной проволоки с низкочастотной модуляцией тока и повышенным содержанием кремния и марганца, которые, как известно, являются элементами снижающими рост видманштедтового феррита.
Выводы:
1. Применение падающей характеристики источника питания во время кристаллизации сварочной ванны позволяет увеличить это время, что положительно сказалось на процессе сварки. А снижение тока до минимального во время кристаллизации создает условия для термообработки сварного шва.
2. Стабилизация времени образования и кристаллизации сварочной ванны способствует улучшению формирования сварного шва и повышению производительности труда при сварке тонколистовых металлов.
Рецензенты:
Сапожков С.Б., д.т.н., профессор, заведующий кафедрой Естественно-научного образования Юргинского технологического института (филиала) Национального исследовательского Томского политехнического университета, г. Юрга.
Петрушин С.И., д.т.н., профессор кафедры Технология машиностроения, Юргинский технологический институт (филиал) федерального государственного бюджетного образовательного учреждения высшего профессионального образования «Национальный исследовательский Томский политехнический университет», г. Юрга.
Библиографическая ссылка
Солодский С.А., Горлов Д.С. ИССЛЕДОВАНИЕ ПРОЦЕССА СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С НИЗКОЧАСТОТНОЙ МОДУЛЯЦИЕЙ СВАРОЧНОГО ТОКА. // Современные проблемы науки и образования. 2013. № 6. ;URL: https://science-education.ru/en/article/view?id=10858 (дата обращения: 01.07.2026).