


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
DIE STEEL MECHANICAL PROPERTIES

Введение
Поведение штампа под нагрузкой в первую очередь определяется механическими свойствами штамповой стали и штампуемой заготовки в диапазоне температур штамповки.
Получение крупногабаритных изделий из труднодеформируемых сплавов для нужд аэрокосмической, авиационной и судостроительной отраслей возможно методами изотермической штамповки или штамповки в горячих штампах. Возможности изотермической штамповки труднодеформируемых сплавов в значительной степени ограничены необходимостью применения штампов из сплавов на молибденовой основе в связи с высокой температурой штамповки. Применение таких штампов возможно только в вакуумированных установках или инертной среде, что значительно повышает трудоемкость и стоимость процесса штамповки, а также усложняет конструкцию прессов. Штампы на никелевой основе позволяют осуществлять штамповку на воздухе при температурах 900…950 °C. Однако из этих сплавов нельзя получить штамповые заготовки большого размера и, кроме того, они отличаются высокой стоимостью и трудоемкостью при механической обработке. Все это ограничивает применение изотермической штамповки для получения крупногабаритных изделий из труднодеформируемых сплавов. Поэтому на практике нашел применение способ штамповки крупногабаритных изделий в горячих штампах, нагретых ниже температуры заготовки (в условиях, приближающихся к изотермической штамповке) [1, 2, 4].
Цель исследования
В настоящее время для изготовления крупногабаритных штампов используются в основном стали 5ХНМ, 5ХНМШ (шлаковый переплав), 5ХНВ перлитного класса и 5ХНМ2. Стали марок 4Х4НВ3Ф, 3Х2В8Ф и др., превосходящие по механическим свойствам стали марки 5ХНМ, применяются в небольших количествах при изготовлении вкладышей для крупногабаритных штампов из стали 5ХНМ.
В технической литературе практически отсутствуют сведения о механических свойствах штамповых сталей при повышенных температурах в области упругопластических деформаций, а также диаграммы мгновенного упругопластического деформирования и ползучести штамповых сталей в диапазоне температур 450…650 °C. Кроме того, отсутствуют данные о коэффициенте вязкости разрушения ![]() , характеризующего трещиностойкость штамповых сталей.
, характеризующего трещиностойкость штамповых сталей.
Поэтому целью настоящей работы является исследование штамповых сталей типа 5ХНМ, широко используемых при изготовлении крупногабаритных штампов для горячей штамповки изделий из труднодеформируемых сталей и сплавов.
Методы исследования
Диаграммы мгновенного упругопластического деформирования и ползучести строили по данным испытания стандартных образцов (![]() мм,
мм, ![]() мм), изготовленных из материала штампового кубика и прошедших термообработку путем закалки при температуре 860 °C с охлаждением в масле и отпуска при температуре 560 °C в течение трех часов. Нагрев образцов в печи длился 1,5…2 часа, при этом перепад температуры по рабочей длине испытуемого образца допускался не более 5 °C.
мм), изготовленных из материала штампового кубика и прошедших термообработку путем закалки при температуре 860 °C с охлаждением в масле и отпуска при температуре 560 °C в течение трех часов. Нагрев образцов в печи длился 1,5…2 часа, при этом перепад температуры по рабочей длине испытуемого образца допускался не более 5 °C.
Образцы при испытании на машине «АИМА 5» нагружали ступенями (до появления первых признаков кратковременной ползучести). После каждого нагружения следовала регистрация перемещения (деформации) образца, и затем по этим данным строили кривые деформирования. При каждом значении температуры и напряжения испытывали по 3…5 образцов. При больших напряжениях порядка 200…250 МПа диаграммы мгновенного деформирования строим по данным испытаний на ползучесть, следуя методике [5].
Оценка вязкости разрушения штамповых сталей имеет важное значение для оценки интенсивности роста трещин в штампе в процессе его эксплуатации. Коэффициент вязкости разрушения определяли по результатам испытания на круговой изгиб образцов, изготовленных из материала штампового кубика [3]. Суть испытания состояла в том, что после разрушения образца на поверхности излома определяли длину усталостной трещины ![]() , до которой она росла стабильно. Коэффициент вязкости разрушения оценивали по формуле:
, до которой она росла стабильно. Коэффициент вязкости разрушения оценивали по формуле:
![]() , (1)
, (1)
где σ – максимальное напряжение цикла нагружения, МПа;
![]() – конечный размер усталостной трещины, м.
– конечный размер усталостной трещины, м.
Результаты исследования
На рис. 1, 2 приведены диаграммы мгновенного упругопластического деформирования штамповых сталей (в координатах σ–ε) в диапазоне температур 450…650 °C.
а) 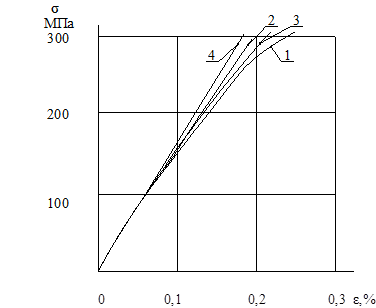
б) 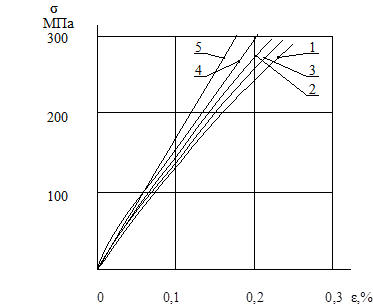
в) 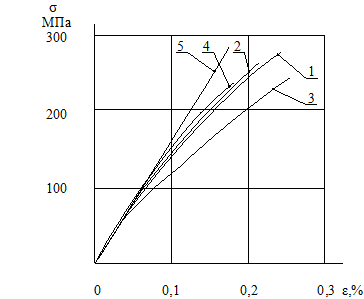
Рис. 1. Диаграмма мгновенного деформирования штамповых сталей при температуре:
а) 450 °C; б) 500 °C; в) 550 °C.
1 – 5ХНМ; 2 – 5ХНМШ (без термообработки); 3 – 5ХНМШ (термообработка); 4 – 5ХНМ2; 5 – 4Х4НВ3Ф
На рис. 3 показаны диаграммы ползучести штамповых сталей (в координатах σ–t) при температуре 600 °C и нагрузках в диапазоне 100…200 МПа.
На рис. 4 изображены диаграммы ползучести штамповых сталей при температуре 650 °C и нагрузках в диапазоне 100…200 МПа.
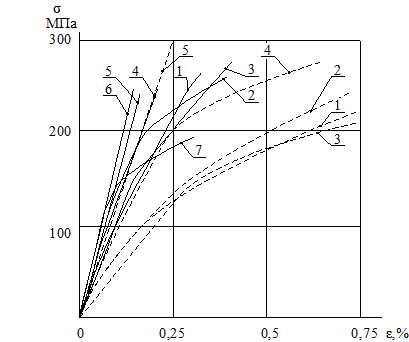
Рис. 2. Диаграмма мгновенного деформирования штамповых сталей при температуре: ![]() 600 °C,
600 °C, ![]() 650 °C
650 °C
1 – 5ХНМ; 2 – 5ХНМШ (без термообработки); 3 – 5ХНМШ (термообработка); 4 – 5ХНМ2; 5 – 4Х4НВ3Ф; 6 – 3Х2В8Ф (термообработка); 7 – 3Х2В8Ф (без термообработки)
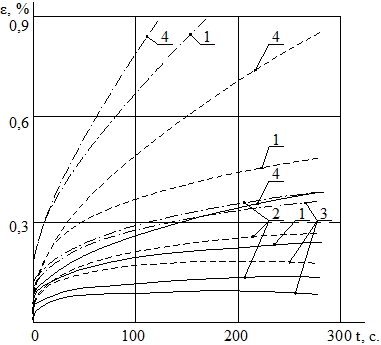
Рис. 3. Диаграмма ползучести штамповых сталей при температуре 600 °C:
![]() нагрузка 100 МПа,
нагрузка 100 МПа, ![]() нагрузка 150 МПа,
нагрузка 150 МПа, ![]() нагрузка 200 МПа
нагрузка 200 МПа
1 – 5ХНМ; 2 – 5ХНМ2; 3 – 5ХНМШ (без термообработки); 4 – 5ХНМШ (термообработка)
В табл. 1 приведены значения циклического коэффициента вязкости разрушения ![]() для стали 5ХНМШ при комнатной температуре и максимальном нагружении цикла нагружения 530 МПа.
для стали 5ХНМШ при комнатной температуре и максимальном нагружении цикла нагружения 530 МПа.
Таблица 1
Значение коэффициента ![]()
|
Марка стали (состояние) |
Размер усталостной трещины, м |
|
|
5 ХНМ-Ш (в состоянии поставки) |
Среднее значение:
|
Среднее значение 67,98 |
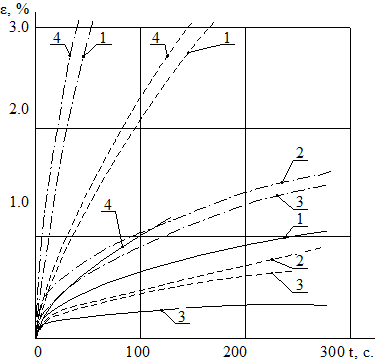
Рис. 4. Диаграмма ползучести штамповых сталей при температуре 650 °C: ![]() нагрузка 100 МПа,
нагрузка 100 МПа, ![]() нагрузка 150 МПа,
нагрузка 150 МПа, ![]() нагрузка 200 МПа
нагрузка 200 МПа
1 – 5ХНМ; 2 – 5ХНМ2; 3 – 5ХНМШ (без термообработки); 4 – 5ХНМШ (термообработка)
Обсуждение результатов
Анализ диаграмм упругопластического деформирования штамповых сталей (рис. 1, 2) показывает, что при температурах 450 и 500 °C все образцы исследуемых сталей деформируются в упругой области. При температуре 550 °C в упругой области деформируется только 4Х4НВ3Ф и 3Х2В3Ф, а образцы из стали 5ХНМ, 5ХНМ2 и 5ХНМШ деформируются в упругопластической области. С повышением температуры до 600…650 °C только образцы из сталей 4Х4НВ3Ф и 3Х2В8Ф деформируются в упругой области, следует заметить, что сталь 5ХНМШ без термообработки обладает более высокими механическими свойствами по сравнению с термообработанной сталью и сталью 5ХНМ.
Анализ диаграмм ползучести штамповых сталей свидетельствует о том, что при температурах 600…650 °C и нагрузках 100…250 МПа наблюдается значительная кратковременная ползучесть образцов из штамповых сталей 5ХНМ, 5ХНМШ, 5ХНМ2. При этом следует отметить, что образцы из сталей 5ХНМ2 и 5ХНМШ (не термообработанные) менее подвержены явлению ползучести по сравнению с образцами из сталей 5ХНМ и 5ХНМШ (термообработанные).
Данные по определению коэффициента вязкости разрушения, приведенные в табл. 1, позволяют утверждать, что методами усталостных испытаний на круговой изгиб получаются стабильные значения циклического коэффициента вязкости разрушения ![]() для штамповых сталей.
для штамповых сталей.
Выводы
1. Исследованы реологические свойства штамповых сталей типа 5ХНМ, широко используемых при изготовлении крупногабаритных штампов для горячей штамповки изделий из труднодеформируемых металлов и сплавов.
2. Показано, что при температуре выше 500 °C и удельных усилиях от 100 МПа и выше наблюдается явление значительной кратковременной ползучести образцов из штамповых сплавов типа 5ХНМ.
3. Для повышения точности крупногабаритных штамповок из труднодеформируемых металлов и сплавов необходимо изыскивать способы повышения механических свойств штамповых сталей, например, за счет упрочнения штамповых сталей при переменном циклическом нагружении штампов, изготовленных из стали 5ХНМ и 5ХНМШ.
4. Полученные реологические свойства штамповых сплавов необходимо использовать при расчете упругопластических деформаций штампов в процессе горячей штамповки изделий из труднодеформируемых металлов и сплавов.
Рецензенты:
Нестеров В.Л., д.т.н., профессор, директор Центра стратегического развития, профессор кафедры «Автоматика и телемеханика на железнодорожном транспорте» ФГОУ ВПО «Уральский государственный университет путей сообщения» (Федеральное агентство железнодорожного транспорта), г. Екатеринбург.
Смирнов С.В., д.т.н., с.н.с., заместитель директора по научной работе Федерального государственного бюджетного учреждения науки «Институт машиноведения Уральского отделения Российской академии наук», г. Екатеринбург.
Библиографическая ссылка
Готлиб Б.М., Сергеев Р.Ф., Вакалюк А.А. МЕХАНИЧЕСКИЕ СВОЙСТВА ШТАМПОВЫХ СТАЛЕЙ // Современные проблемы науки и образования. 2013. № 6. ;URL: https://science-education.ru/en/article/view?id=10828 (дата обращения: 01.07.2026).