


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
THEORETICAL RESEARCHES OF FORMATION OF THE WOOD COMPOSITE MATERIAL ON THE BASIS OF THE POWDER BINDING

Процесс горячего прессования композиционного древесного материала представляет собой контактный нагрев влажного пористого тела. Перенос тепла внутри пакета происходит теплопроводностью и конвекцией вследствие движения парогазовой смеси. Кроме того, значительное влияние на процессы переноса оказывают фазовые переходы (кипение – конденсация), именно это налагает дополнительные большие трудности на расчёт тепло- и массопереноса внутри прессуемого пакета.
Явления переноса энергии и вещества при нагреве влажных пористых тел подчиняются общим закономерностям термодинамики необратимых процессов [2].
В случае использования потенциала влагопереноса θ закон переноса массы имеет вид:
![]()
Используя выражение (1) и уравнения сохранения энергии и массы веществ, а также полагая коэффициенты переноса и термодинамические характеристики процесса постоянными и считая равными температуру скелета тела и связанного вещества, А.В. Лыков и Ю.А. Михайлов сформулировали систему дифференциальных уравнений тепломассопереноса [3].
Данная система может быть решена для граничных условий I, II и III рода, например, методами конечных разностей или сеточными методами [4 – 8]. Важно отметить, что численные методы решения систем дифференциальных уравнений в частных производных (ДУЧП) теплообмена (ТМО) при всей их глубокой проработанности и достаточной простоте реализации, имеют два существенных недостатка:
- отсутствие общего вида решения, а значит, и отсутствие в решении задачи физического смысла, что не позволяет к тому же проверить правильность решения;
- наличие явления неустойчивости решения, связанного с ошибками округления и являющегося свойством самой системы конечно-разностных уравнений.
Однако справедливости ради следует отметить, что системы ДУЧП ТМО с переменными теплофизическими характеристиками не имеют аналитического решения. В этой связи были предложены несколько другие модели процесса тепло- и массопереноса в пористых телах при высокотемпературном контактном нагреве.
Так в 70-е – 80-е годы была достаточно проработана теория прессования древесностружечных плит, разработанная А.Н. Обливиным и его учениками [1,9,10]. При некоторой корректировке данная теория может быть эффективно использована для анализа процесса горячего прессования широкого круга композиционных материалов, в том числе и на порошковых связующих. При этом необходимо учитывать, что количество влаги, вносимое со связующим в прессуемый пакет очень невелико. Следовательно, можно ожидать, что давление парогазовой смеси будет ощутимо меньше, чем при прессовании древесностружечных плит. Очевидно, что это приведёт к некоторому снижению интенсивности процессов тепломассопереноса в пакете и, как следствие, к снижению интенсивности отверждения связующего.
В порах пакета перенос энергии определяется механизмом конвекции, причем также с учётом тепловых эффектов, сопровождающих процессы испарения и конденсации на поверхности пор. Уравнение переноса энергии для паровоздушной смеси можно записать в следующем виде:
![]()
где ![]()
![]() - коэффициент теплопроводности паровоздушной смеси, Вт/м·0С.
- коэффициент теплопроводности паровоздушной смеси, Вт/м·0С.
Окончательно система может быть записана в следующем виде:
1. Уравнения фильтрации:
![]()
![]()
2. Уравнение переноса паровоздушной смеси:
![]()

3. Уравнение влагосодержания:

4. Уравнение теплопроводности в скелете пористого тела:
![]()
5. Уравнение переноса энергии паровоздушной смесью:
![]()
и алгебраические соотношения
![]()
Приведённая выше система уравнений описывает характерные особенности процессов тепло- и массообмена во влажном пористом теле для широкого класса режимов. Каждый конкретный режим задаётся определёнными краевыми условиями, а следовательно, решение системы (3) – (9) для конкретного режима – единственное.
Рассмотрим решение системы (3) – (9) для следующего режима прессования (табл. 1).
Таблица 1
Режим прессования композиционного материала
|
№ п/п |
Наименование параметра |
Размерность |
Значение |
|
1. |
Температура плит |
0С |
170 |
|
2. |
Давление прессования |
МПа |
2,0 |
|
3. |
Толщина плиты |
мм |
16 |
|
4. |
Тип прессования |
- |
Плоское, с поддонами на дистанционных планках |
|
5. |
Влажность стружки |
% |
7,0 |
|
6. |
Количество связующего, м.ч. на 100 м.ч. древесных частиц |
- |
15 |
|
7. |
Тип связующего |
- |
порошковое |
Решение системы ДУЧП проведено при следующих значениях параметров [1] (табл. 2).
Таблица 2
Исходные данные для решения задачи тепломассопереноса
|
№ п/п |
Наименование параметра |
Размерность |
Значение параметра |
|
1. |
Коэффициент теплопроводности (λ) |
|
1,4·10-3 |
|
2. |
Коэффициент диффузии (D) |
м2/с |
1,2·10-9 |
|
3. |
Плотность древесинного вещества (ρср) |
кг/м3 |
1,54 |
|
4. |
Атмосферное давление (ρr) |
МПа |
0,1 |
|
5. |
Теплоемкость ковра (сск) |
|
1,98 |
|
6. |
Коэффициент фильтрации (k) |
с |
10-8 |
|
7. |
Теплота фазового перехода (r) |
кДж/кг |
2250 |
|
8. |
Плотность воды (ρв) |
г/см3 |
1,0 |
|
9. |
Пористость ковра (П) |
- |
0,7 |
Результаты решения приведены на рис. 1 – 4.
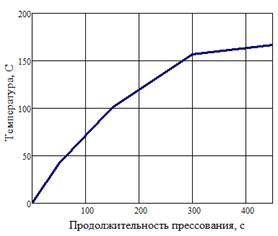
Рис. 1. Изменение температуры во времени в центре прессуемого пакета
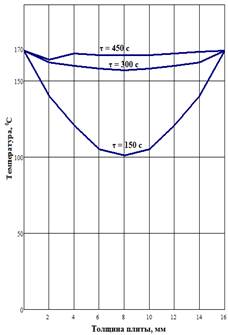
Рис. 2. Распределение температуры по сечению пакета в различные моменты времени

Рис. 3. Изменение давления во времени в центре прессуемого пакета
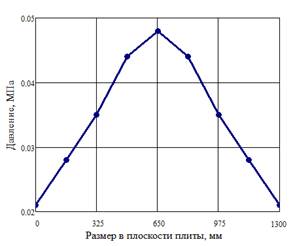
Рис. 4. Распределение давления в плоскости плиты
Анализ результатов решения системы ДУЧП тепломассопереноса позволяет заключить следующее:
1. Давление парогазовой смеси в прессуемом пакете достигает примерно вдвое меньшей величины, чем его аналогичные значения при прессовании древесностружечных плит [10] (см. рис. 3 – 4). На наш взгляд, это обусловлено тем, что имеющееся в прессуемом пакете количество влаги также примерно вдвое меньше.
2. Ожидаемое время достижения максимальных величин давления парогазовой смеси в центре пакета также существенно (примерно втрое) больше, чем при прессовании древесностружечных плит в аналогичных условиях [10] (см. рис. 3).
3. Градиент давления в плоскости плиты также не значителен по сравнению с прессованием древесностружечных плит (Pmax/Pmin = 2,3) (см рис. 4).
4. Всё, сказанное выше, позволяет заключить, что малые величины давления парогазовой смеси и его градиента обусловливают незначительный перенос тепла в плоскости плиты за счёт конденсации и конвекции, что приводит к довольно существенному увеличению времени прогрева прессуемого пакета (см. рис. 1 и 2). Поэтому, с одной стороны, можно прогнозировать существенное уменьшение такой составляющей цикла прессования, как продолжительность снижения давления, вплоть до практически полного его исключения. В свою очередь при прочих равных условиях это позволит увеличить производительность прессового оборудования.
С другой стороны, снижение интенсивности прогрева пакета приведёт к соответствующему снижению скорости отверждения связующего, что потребует увеличения времени выдержки прессуемого пакета под давлением.
5. Для детального решения описанных проблем необходимо провести экспериментальные исследования.
Рецензенты:
Черемных Н.Н., д.т.н., профессор, заведующий кафедрой Начертательной геометрии и машиностроительного черчения «Уральский государственный лесотехнический университет», г. Екатеринбург.
Уласовец В.Г., д.т.н., профессор кафедры механической обработки древесины ФГБОУ ВПО « Уральский государственный лесотехнический университет», г. Екатеринбург.
Библиографическая ссылка
Гороховский А.Г., Чернышев Д.О., Шишкина Е.Е. ТЕОРЕТИЧЕСКИЕ ИССЛЕДОВАНИЯ ФОРМИРОВАНИЯ ДРЕВЕСНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПОРОШКОВОГО СВЯЗУЮЩЕГО // Современные проблемы науки и образования. 2013. № 5. ;URL: https://science-education.ru/en/article/view?id=10647 (дата обращения: 07.07.2026).