


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
ENERGY SAVING AT PRODUCING AUTOCLAVE-CURED WALL MATERIALS FOR BUILDINGS ENCLOSURES

Известно, что процессы взаимодействия гидроксида кальция с тонкоизмельченным кремнеземистым материалом при автоклавной обработке с образованием гидросиликатов кальция сопровождаются тепловыделением. Численное значение тепловыделения этого процесса очень сложно измерить экспериментальными методами, поэтому необходим теоретический подход к этому вопросу.
Результаты таких расчетов приведены в книге [1] в виде графиков. Для реакции образования тоберморита из гидроксида кальция и кварца при температуре 179°С получена величина ΔНр = 30 – 31 ккал/моль. Позднее авторы работы получили для этой реакции ΔНр = 20 – 25 ккал/моль.
Нами проведены расчеты тепловыденения при синтезе не только тоберморита, но и ксонотлита при температуре 180°С, при этом получено, что тепловыделение, обусловленное синтезом тоберморитовой связки газосиликата, вызывает локальное повышение температуры во внутренних слоях материала на 22 – 23°С, а ксонотлитовая связка поднимает внутреннюю температуру газобетонного массива на 12 °С [1 – 3].
Известно, что ксонотлит и другие высокотемпературные гидросиликаты обладают большей атмосферостойкостью чем материалы группы тоберморита и тот факт, что некоторые исследователи занимаются получением гидросиликатов в ячеистых кварцевых композитах на основе обжигового синтеза [4] подтверждает перспективность этого направления.
Для проверки этих данных авторами проведен анализ температурных режимов автоклавной обработки газобетоносиликатов с различными песками.
Для сравнения были проанализированы графики автоклавной обработки двух предприятий. На первом газобетонные смеси были изготовлены на кварцевых песках карьера месторождения «Октябрьское», г. Коломна Московской обл., на втором применялись кварцево-полевошпатовые пески Архимандритского месторождения Уфимской обл.
Характеристики песков по испытаниям в соответствии с требованиями ГОСТ 8736 – 93 приведены в табл. 1, 2.
Таблица 1 – Данные документа о качестве на кварцевый песок
|
№ п/п |
Показатель |
Нормативное значение |
Фактическое значение |
|
1 |
Модуль крупности |
Св. 2,0 др 2,5 |
2,06 |
|
2 |
Полный остаток на сите № 063, в % по массе |
Св. 30 до 45 |
31,98 |
|
3 |
Содержание зерен крупностью Свыше 10 мм Свыше 5 мм Менее 0,16 мм, в % по массе |
Не более 0,5 Не более 5 Не более 5 |
0 0 4,98 |
|
4 |
Содержание пылевидных и глинистых частиц, в % по массе |
Не более 2 |
0,7 |
|
5 |
Содержание глины в комках, в % по массе |
Не более 0,25 |
0 |
|
|
Средний I кл. |
|
|
Песок относится к группе – средний I кл.
Таблица 2 – Зерновой состав кварцево-полевошпатовых песков
|
Месторождение |
Наименование остатков |
Содержание остатков на сите при просеивании на сите (% по массе) с размером отверстий, мм |
Прошло сквозь сито 0,16мм, % по массе |
Модуль крупности |
Содержание илистых, глинистых и пылевидных примесей, % по массе |
|||||
|
5,0 |
2,5 |
1,25 |
0,63 |
0,315 |
0,16 |
|||||
|
Архимандритское |
частые |
0,2 |
1,5 |
1,0 |
0,5 |
22,5 |
73,0 |
0,5 |
1,37 |
3,0 |
|
полные |
0,2 |
1,5 |
2,5 |
3,0 |
25,5 |
98,5 |
||||
Результаты ситового анализа песков и испытания на присутствие в них вредных глинистых, илистых и пылевидных примесей, приведенные в табл.2, свидетельствуют, что исследованные пески относятся к группе очень мелких.
Был проверен также химический состав Архимандритского песка (табл. 3).
Таблица 3 – Химический состав проб песка Архимандритского месторождения
|
Наименование показателя |
Содержание, % по массе |
|
значения показателя (фактическое) |
|
|
1. Общее содержание оксида кремния SiO2, % (по ГОСТ 8269.1) Содержание кварца (несвязанный SiO2), % (по СН 529) |
85,95 84,04 |
|
2. Содержание растворимого кремнезема SiO2, ммоль/л (по ГОСТ 8269.0) |
95 |
|
3. Содержание оксидов Al2O3+Fe2O3, % |
8,72 |
|
4. Содержание оксида кальция СаО, % |
2,18 |
|
5. Содержание оксида магния MgO, % |
1,04 |
|
6. Содержание серосодержащих соединений (сера, сульфиды, кроме пирита) и сульфаты в пересчете на SO3, % |
0,22 |
|
7. Потери при прокаливании |
0,89 |
|
8. Органические примеси, по окраске раствора гидроксида натрия |
светлее цвета эталона |
Песок Архимандритского месторождения содержит значительное количество SiO2 (общее), но содержание в них кварца (несвязанного SiO2) является невысоким, поэтому пески не являются кварцевыми.
На рисунках 1, 2 приведены графики изменения температуры и давления пара в автоклавах, при обработке ячеистого бетона автоклавного твердения на линии Masa-Henke по ударной технологии с применением кварцевого песка.
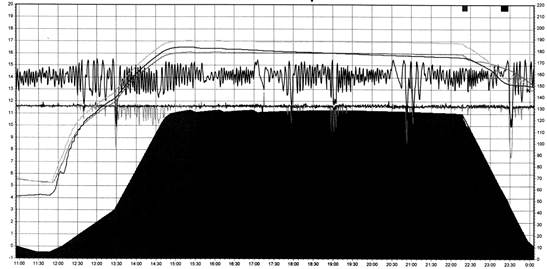
Рис. 1 – График автоклавирования газобетона марки D 500
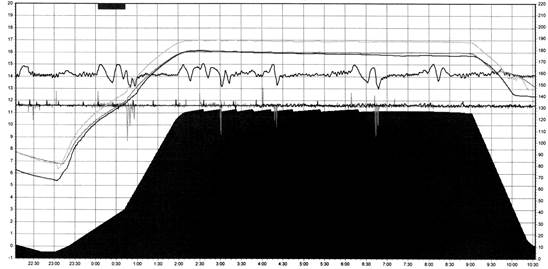
Рис. 2 – График автоклавирования газобетона марки D 400
Анализ графиков, характеризующих работу автоклавов, показал следующее:
- при автоклавировании газосиликатаных изделий на кварцевом песке, после выхода на режим изотермической выдержки давление в автоклаве повышается на 0,25 – 0,3 кгс/см2 (0,025 – 0,03 МПа), что вызывает срабатывание системы автоматического регулирования давления пара в автоклаве. При этом отключается подача пара в автоклав и через несколько минут это давление снижается до заданного значения 1,1 МПа. Затем давление вновь повышается до очередного срабатывания системы автоматического регулирования;
- количество циклов отключения-включения системы автоматического регулирования находится в пределах 2 – 7, а интервале между ними от 15 – 20 до 150 минут. Общая их продолжительность колеблется в пределах 2 – 3,5 часов.
- С течением времени частота циклов переключений снижается. Так, если первые 2 переключения происходят через 15 – 20 минут, то 2 последних – через 40 – 50 минут после предыдущего;
- частота и количество пиков включений-отключений подачи пара, а также их острота возрастают по мере увеличения содержания в газосиликате извести и алюминиевой пасты или пудры. Это косвенно свидетельствует о том, что повышение давления пара в автоклаве обусловлено не только синтезом гидросиликатной связки изделий, но и гидроалюминатных фаз. Количество последних даже в полевошпатовых породах относительно невысоко, но удельное тепловыделение при синтезе гидроалюминатов вдвое выше, чем гидросиликатов, поэтому общий экзотермический эффект образования алюмосодержащих соединений существенен.
На рисунке 3 приведен график автоклавирования газобетоносиликатов, изготовленных по литьевой технологии на кварцево-полевошпатовом песке.
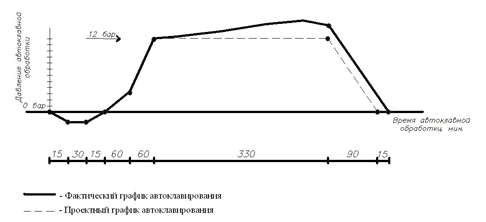
Рис. 3 – График автоклавирования газобетона марки по средней плотности D 500 на кварцево-полевошпатовом песке
Из графика автоклавной обработки газобетоносиликатов с применением кварцево-полевошпатовых песков (рис. 3) видно, что в этих бетонах также наблюдается экзотермическая реакция, при этом, интенсивность тепловыделения бетонов увеличивается к концу изотермической выдержки. Процесс тепловыделения начинается только через час – полтора после начала изотермии. Нарастание выделения тепла происходит вначале медленно, затем, достаточно быстро и стабильно, при этом давление в автоклаве возрастает на 1,5 Бар. Максимальное значение тепловыделения наблюдается к четвертому – пятому часу изотермической выдержки газобетонов в автоклаве. По-видимому, задержка температуры обусловлена наличием гидроалюминатной фазы, которая затрудняет процесс диффузии ионов кальция и гидроксила в реакционной зоне. Очевидно, что последующая, довольно бурная экзотермическая реакция связана с образованием гидроалюминатов кальция, которых в полевых шпатах гораздо больше, чем в других видах песков.
О том, что в системе «известь – полевые шпаты – вода» вначале образуются гидросиликаты, а затем гидроалюминаты свидетельствует теория кислотно-основных взаимодействий [5].
Были проведены сравнительные испытания прочности при сжатии вырезанных из бетонов с маркой по средней плотности D 500, образцов-кубов, имеющих размеры граней 100 × 100 × 100 мм. Средняя прочность бетона на кварцевых песках составляет 3,95 МПа, что соответствует классу по прочности В 2,5. Прочность изделий на кварцево-полевошпатовом песке так же соответствует классу по прочности при сжатии, но имеет более низкое значение средней прочности – 3,16 МПа.
Наблюдаемое при использовании кварцево-полевошпатовых песков снижение прочности, очевидно, связано с тем, что реакция образования гидросиликатов и гидроалюминатов в бетонах не закончена. Для этих песков необходима более длительная тепловая обработка. К тому же прочность камня из гидрогранатов значительно ниже, чем гидросиликатов, особенно тоберморита и ксонотлита [6].
Изложенные выше результаты автоклавной обработки газосиликатных изделий дают основание рекомендовать при производстве изделий на кварцевом песке в первые 3 – 4 часа после выхода на режим изотермической выдержки, а на кварцево-полевошпатовом – в последние 3 часа снижать давление подаваемого пара на 0,025 – 0,03 МПа, что позволит несколько процентов сократить энергозатраты на производство изделий за счет рационального использования тепловыделения при синтезе гидросиликатной и гидроалюминатной связки изделий.
Рецензенты:
Шаповалов Н.А., д.т.н., профессор, первый проректор ФГБОУ ВПО «Белгородский государственный технологический университет им. В.Г. Шухова», г. Белгород.
Ильина Т.Н., д.т.н., профессор кафедры «Теплогазоснабжение и вентиляция» ФГБОУ ВПО «Белгородский государственный технологический университет им. В.Г. Шухова», г. Белгород.
Библиографическая ссылка
Кафтаева М.В., Шарапов О.Н., Шугаева М.А., Рахимбаев И.Ш. ЭНЕРГОСБЕРЕЖЕНИЕ ПРИ ПРОИЗВОДСТВЕ АВТОКЛАВНЫХ СТЕНОВЫХ ИЗДЕЛИЙ ДЛЯ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ ЗДАНИЙ // Современные проблемы науки и образования. 2013. № 6. ;URL: https://science-education.ru/en/article/view?id=10607 (дата обращения: 17.07.2026).