


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
AUTOCLAVED AERATED CONCRETE PHASE COMPOSITION RESEARCH

Автоклавные ячеистые бетоны и изделия из них всё шире применяются в строительстве в России и за рубежом [3; 5; 7; 8]. Это обусловлено повышенными тепло- и звукоизоляционными характеристиками, небольшой средней плотностью этого материала, а также огнестойкостью и устойчивостью к воздействию агрессивных сред, что облегчает и снижает себестоимость ведения кладочных работ. Кроме того, благодаря обработке под давлением при высокой температуре газобетонные (газосиликатные) изделия отличаются равномерностью ячеистой структуры [6; 9] и отсутствием в ней критических дефектов, что обусловливает низкий процент брака при транспортировке, складировании и работе с ними.
Известно, что изотермическая выдержка газосиликатных изделий при их автоклавной обработке производится при температуре 174–190 °С. Однако фазовый состав гидросиликатной связки газосиликатных изделий в этих условиях не ясен. Литературные данные по этому вопросу неоднозначны и противоречивы.
По сведениям из наиболее авторитетных источников, основными гидратными фазами, которые образуются в интервале температур 160–200 °С, являются тоберморит (11,3Ả) и ксонотлит [1-3; 10]. Первый имеет состав 5CaO∙6SiO2∙5,5H2O или CaO∙1,2SiO2∙1,1H2O, а второй – 6CaO∙6SiO2∙H2O или CaO∙SiO2∙0,17H2O.
Сведения, приводимые в научных источниках, не дают прямого ответа на вопрос о том, какой из этих гидросиликатов образуется в зависимости от температуры и продолжительности запарки.
Данная статья посвящена этому вопросу.
Для проведения фазового анализа были отобраны пробы от газобетонных блоков автоклавного твердения серийного заводского изготовления марок по средней плотности D 400, D 500 и D 600.
Газобетонные блоки были изготовлены из следующих сырьевых материалов: известь молотая производства Россошанского завода Воронежской обл.; цементы ОАО «Себряковцемент», г. Михайловка Волгоградской обл., и ОАО «Щуровский цемент», г. Коломна Московской обл. типа ЦЕМ I 42,5; песок карьера месторождения «Октябрьское», г. Коломна Московской обл.; алюминиевая пудра ПАП-2, производитель: ООО «СУАЛ-ПМ», г. Шелехов Иркутской обл.
Был произведен рентгенографический и термографический анализ образцов автоклавных ячеистых бетонов. Идентификация пиков РФА, эндо- и экзотермических эффектов на кривых ДТА производилась с использованием справочных данных, приведенных в [1; 2; 4].
Анализ рентгенограмм показал, что все исследованные образцы содержат тоберморит 11,3 Аº (пик 11,4 Á). Этот довольно интенсивный пик имеет ступенчатый характер, отличается повышенным отношением ширины к высоте, что свидетельствует о плохой закристаллизованности и неоднородном составе тоберморита (рис. 1а). По мере увеличения средней плотности образцов (от 400 до 600 кг/м3), изготовленных с применением Себряковского цемента, интенсивность пика 11,4 Á снижалась от 469 до 323 единиц.
У образцов марки по средней плотности D 500, изготовленных с добавлением цемента Щуровского завода, интенсивность этого пика равнялась 293 против 341 у газобетона с той же маркой по средней плотности, изготовленного с добавлением Себряковского цемента.
Пики 3,08 Á на рентгенограммах всех образцов являются основными диагностическими признаками ксонотлита (3,07 Á). По высоте этот пик в 1,5–2 раза выше пика 11,4 Á, что говорит в пользу того, что ксонотлит является преобладающей гидратной фазой в системе.
Содержание ксонотлита в образцах, так же как и тоберморита, снижалось с ростом их средней плотности в пределах D 400 – D 600 от 824 до 613 единиц (рис. 1б). Такая закономерность изменения содержания гидросиликатной связки в газобетонах объясняется тем, что с уменьшением плотности в образцах возрастает содержание извести и улучшаются условия протекания гетерогенных реакций взаимодействия Ca(OH)2, которые находятся под диффузионным контролем благодаря увеличенной пористости.
а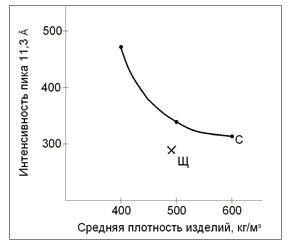 б
б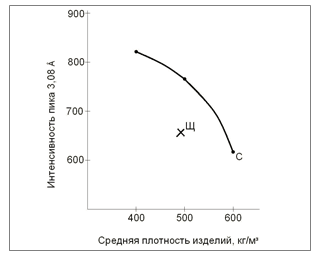
Рис. 1 – Графики зависимости содержания гидросиликатов кальция от средней плотности газобетона: а – тоберморит; б – ксонотлит (Щ - цемент Щуровского завода, С - Себряковского завода)
Таким образом, преобладающими гидросиликатамим кальция в исследованных нами материалах являются ксонотлит и тоберморит.
Сдвоенный пик при 1,82–1,86 Á с интенсивностью 240–250 единиц принадлежит тобермориту 11,3 (1,83 Á).
Слабый широкий пик 5,47–5,5 Á принадлежит гидрогранатам, гидроалюминатным соединениям, к числу которых относится гидроалюминат кальция С4АH13 и моносульфатная форма гидросульфоалюмината кальция С3АSH12. Судя по небольшой интенсивности пика 5,5 Á, этих соединений в образцах мало. Содержание указанных фаз в образцах, изготовленных с применением Себряковского цемента, что видно из рис. 2а, уменьшается по мере роста средней плотности газобетона.
Интересно, что в бетоне D 500, содержащем цемент Щуровского завода, пик 5,5 Á отсутствует. Причина этого не ясна.
На рентгенограммах всех образцов имеется пик 4,27 Аº, который может принадлежать как кварцу, так и ксонотлиту (рис. 2б).
а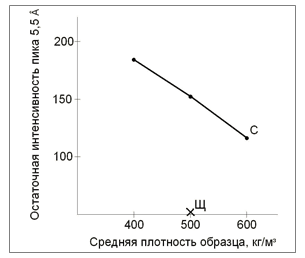 б
б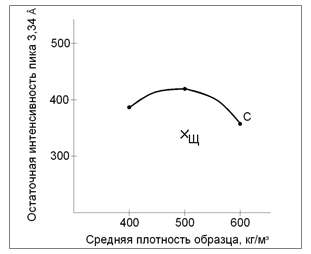
Рис. 2 – Зависимость содержания моносульфоната кальция (а) и остаточного кварца (б) от средней плотности газобетона
У кривой РФА газобетона D 500 с добавкой Себряковского цемента этот пик максимален по высоте и имеет ступенчатую форму. Возможно, у этого образца есть как тот, так и другой минералы, а в большинстве других этот пик принадлежит кварцу.
На всех рентгенограммах самым интенсивным и острым является пик кварца 3,37 Á. Четкой зависимости между его высотой и маркой газобетона по плотности нет. И, наконец, слабые пики 2,20–2,30 Á принадлежат гидрогранатам типа C3ASH4 – C3AS2H2. К сожалению, они совпадают с аналогичными пиками кварца, поэтому РФА не дает однозначной информации о наличии в системе этих соединений. Слабость этих пиков не позволяет установить зависимость их высоты от средней плотности газобетона.
Для уточнения приведенных данных был выполнен термографический анализ тех же образцов. Анализ термограмм привёл к следующим выводам.
Интенсивный и широкий эндотермический эффект с максимумом при 140–168 ºС вызван удалением адсорбированной воды из образцов. Зависимость температуры максимума этих эффектов от плотности, приведенная на рис. 3, 4, показывает, что в ряду D 400 → D 500 → D 600 эта температура уменьшается от 168,3 до 156,6 и 149,3 ºС. Таким образом, чем ниже плотность газобетона, тем прочнее он удерживает молекулы воды.
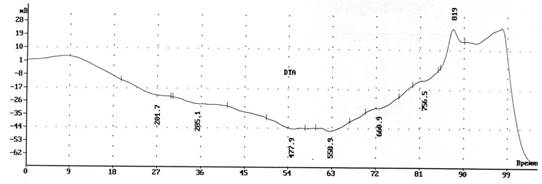
Рис. 3 – График DTA, как функции времени образца газобетона со средней плотностью 500 кг/м3, изготовленного с применением Щуровского цемента
а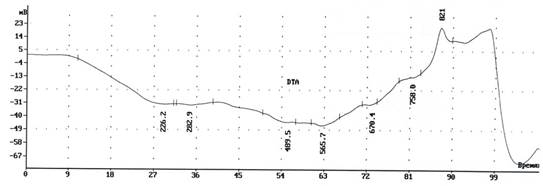
б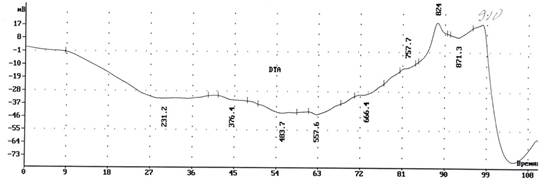
в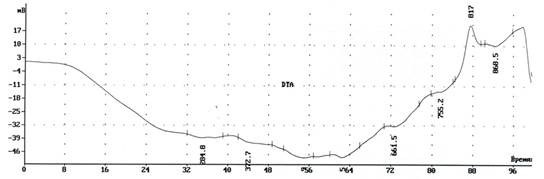
Рис. 4 – График DTA, как функции времени образцов газобетонов со средней плотностью 400 (а), 500 (б), 600 кг/м3 (в), изготовленных с применением Себряковского цемента
Эндотермические эффекты при температурах 226–230 ºС и 489,5–481,9 ºС обусловлены дегидратацией (точнее дегидроксилизацией) гексагональных гидроалюминатных фаз ряда С4АH13 – С3АSH12. Температура первого эффекта возрастает с увеличением средней плотности образцов, а второго – снижается.
Эндоэффект при 282,9 – 283 – 284,8 ºС и 483,7 – 482 – 489,5 и 665 – 618 ºС обусловлен дегидратацией гидрогранатов кальция C3AS2H2, а при 557–567 ºС – очевидно вызван полиморфным превращением β-кварца в α-кварц.
Слабые эндоэффекты при 755–757 ºС обусловлены декарбонизацией CаCO3. Эндоэффект при этой же температуре может быть вызван дегидратацией волластонита.
Интенсивный экзотермический эффект при температуре 818–824 ºС вызван присутствием тоберморита 11,3 Á, который при этой температуре окончательно теряет остатки воды, после чего на его основе кристаллизуется волластонит. Считается, что температура этого экзоэффекта возрастает с увеличением основности тоберморита. Из этого следует, что максимальная основность у тоберморита из образца D 500, хотя это должно бы быть у D 400. Есть данные, что температура экзоэффекта повышается также при внедрении ионов Al3+ в структуру тоберморита.
Исходя из изложенного, можно предположить, что основность тоберморита находится на уровне 1±0,1. Наконец, интенсивный экзоэффект при температуре 920–930 ºС, по-видимому, обусловлен ускорением твердофазового взаимодействия алюминатных фаз с кварцем либо с CaO в результате γ → α превращения Al2O3 (эффект Хедвалла).
Таким образом, данные РФА и ДТА с ДТG согласуются между собой и свидетельствуют о том, что основными связующими газобетонных материалов с маркой по средней плотности D 400 – D 600 являются тоберморит 11,3 Á, ксонотлит и, возможно, моносульфоалюминат кальция. О наличии гидрогранатов с уверенностью говорить нельзя, так как их пики накладываются на отражения кварца и их эндоэффекты ДТА очень слабы.
Плотность изделий накладывает заметное влияние на содержание и состав гидратных фаз, но это не носит принципиального характера. Процессы гидратного фазообразования на 20–40% более полно произошли в образцах марки по плотности D 400 в сравнении с D 600.
Заслуживает внимания тот факт, что содержание тоберморита, ксонотлита и гидроалюминатных фаз закономерно убывает с уменьшением средней плотности образцов в исследованном интервале, тогда как содержание остаточного кварца максимально при плотности 500 кг/м3. Очевидно, этот образец производственного изготовления изначально имел отклонения в содержании кварца в сторону завышения, либо песок, используемый в его составе, был недоизмельчен.
Рецензенты:
Шаповалов Н.А., д.т.н., профессор кафедры «Неорганическая химия» ФГБОУ ВПО «Белгородский государственный технологический университет им. В.Г. Шухова», г. Белгород.
Ильина Т.Н., д.т.н., профессор кафедры «Теплогазоснабжение и вентиляция» ФГБОУ ВПО «Белгородский государственный технологический университет им. В.Г. Шухова», г. Белгород.
Библиографическая ссылка
Кафтаева М.В., Рахимбаев Ш.М., Поспелова Е.А. ИССЛЕДОВАНИЕ ФАЗОВОГО СОСТАВА АВТОКЛАВНЫХ ЯЧЕИСТЫХ БЕТОНОВ // Современные проблемы науки и образования. 2013. № 5. ;URL: https://science-education.ru/en/article/view?id=10053 (дата обращения: 07.07.2026).