



Известно, что экономически целесообразная стойкость штампов обеспечивается, если величина удельных деформирующих сил не превышает 2000…2500 МПа[1, 4]. Для расчетов указанного параметра применяют различные теоретические методы прикладной теории пластичности. Среди таких методов особое место занимает метод верхней оценки (МВО), так как он достаточно универсален по широте диапазона решаемых задач и по сравнению с другими методами характеризуется существенно меньшей трудоемкостью. В частности, задачи по определению нагрузок можно решать не только аналитически, но и графо - аналитическим способом. Он более «нагляден», так как инженеру легче представить, каким должно быть кинематически возможное поле скоростей, чем поле напряжений. Опыт показывает, что даже сравнительно простое кинематически возможное поле скоростей позволяет найти верхнюю оценку для нагрузки, которая не более чем на 15% может превышать результат точного решения [2]. Под последним понимают решение, удовлетворяющее полной системе уравнений не только для скоростей, но и для напряжений.
Верхняя оценка удельных сил
В выполненной работе для определения удельных деформирующих сил холодного выдавливания втулок с фланцами применена разновидность МВО – метод единичных деформируемых областей, называемый также методом ячейковой оптимизации. Его сущность заключается в том, что очаг пластической деформации (ОПД) делят на несколько прямоугольных единичных областей – элементов с условно фиксированными размерами. Затем единичные области объединяют условием несжимаемости [3].
Для таких областей верхние оценки известны и соответствуют деформации прямоугольной полосы при осадке (односторонней или свободной). При объединении единичных областей указанные верхние оценки приводят к активной поверхности, передающей удельную нагрузку с единой скоростью. Для определения нефиксированных размеров (ОПД) верхнюю оценку удельных сил минимизируют.
На рис.1 показано кинематически возможное поле скоростей, состоящее из двух прямоугольников, деформируемых стесненной (односторонней) осадкой.
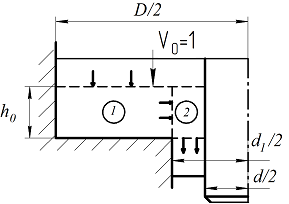
Рис.1.Кинематически возможное поле скоростей
Используя известные тривиальные решения для односторонней осадки полосы, можно, исходя из обозначений размеров на рис.1 определитьудельные деформирующие силы для зоны 1 и 2 соответственно[2, 5]:
 ; (1)
; (1)
 ; (2)
; (2)
где ![]() – напряжение текучести упрочняемого
материала поковки с учетом интенсивности деформации;
– напряжение текучести упрочняемого
материала поковки с учетом интенсивности деформации;
![]() – коэффициент контактного трения на
рабочих поверхностях штампа;
– коэффициент контактного трения на
рабочих поверхностях штампа;
![]() - высота очага пластической деформации.
- высота очага пластической деформации.
Так как верхние
оценки (1) и (2) определены с учетом приведения к единичной скорости (![]() ) и единичной поверхности (
) и единичной поверхности (![]() ), то для получения суммарной средней
удельной силы выдавливания втулки достаточно сложить (1) и (2):
), то для получения суммарной средней
удельной силы выдавливания втулки достаточно сложить (1) и (2):
 , (3)
, (3)
Высоту ОПД на
стационарной стадии процесса выдавливания определим из условия минимума
удельной силы, приравняв частную производную нулю.
нулю.
В результате получим:
![]() .
.
Из анализа
формулы видно, что высота очага деформации зависит от диаметров фланца ![]() и толщины стенки втулки
и толщины стенки втулки ![]() .
.
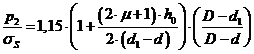
С учетом
изменения условий трения на верхней торцевой поверхности фланца величина
удельных деформирующих сил на нестационарной стадии выдавливания (![]() ) определится по формуле:
) определится по формуле:
 ,
(4)
,
(4)
В формуле (4) последнее слагаемое учитывает трение на вертикальной поверхности матрицы и оправки.
Анализ формул
(3) и (4) показывает, что величина удельной силы выдавливания втулок зависит от
высоты фланца (![]() ), его диаметров (
), его диаметров (![]() ), а также от толщины стенки втулки
), а также от толщины стенки втулки . Используя полученные зависимости (3) и
(4), определим степень и характер влияния указанных конструктивных элементов
втулок на величину удельных сил на стационарной стадии выдавливания (Рис.2).
. Используя полученные зависимости (3) и
(4), определим степень и характер влияния указанных конструктивных элементов
втулок на величину удельных сил на стационарной стадии выдавливания (Рис.2).
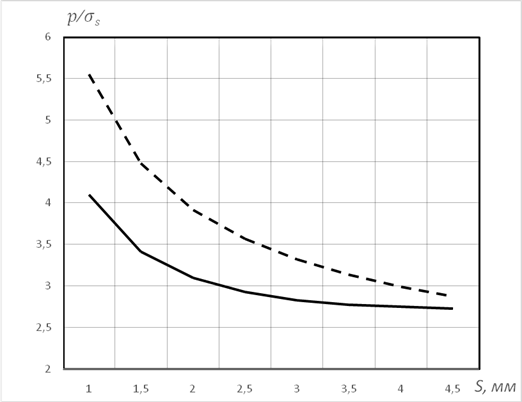
Рис.2.Влияниеконструктивных элементов втулок на величину удельных сил
Из графиков на
рис.2 видно, что при постоянной высоте фланца (![]() ),
увеличение его диаметра от 50 (сплошная линия) до 70мм (прерывистая линия)
вызывает более интенсивный рост удельной силы по сравнению с влиянием
уменьшения толщины стенки втулки от 4,5 до 1мм.
),
увеличение его диаметра от 50 (сплошная линия) до 70мм (прерывистая линия)
вызывает более интенсивный рост удельной силы по сравнению с влиянием
уменьшения толщины стенки втулки от 4,5 до 1мм.
Выводы
1. С помощью метода верхней оценки получены формулы, позволяющие оценить величину удельных сил выдавливания втулок с учетом их конструктивных параметров и условий контактного трения в полости штампа на стационарной и нестационарной стадиях процесса.
2. Используя верхнюю оценкуудельных сил выдавливания втулок с фланцами выполнен сравнительный анализ влияния размеров фланца и толщины стенки втулки на величину удельных сил.
Рецензенты:Астахов М.В., д.т.н., профессор, заведующий кафедрой «Прикладная механика», Калужский филиал ФГБОУ ВПО «Московский государственный технический университет им. Н.Э. Баумана», г. Калуга.
Шаталов В.К., д.т.н., профессор, заведующий кафедрой «Технологии обработки материалов», Калужский филиал ФГБОУ ВПО «Московский государственный технический университет им. Н.Э. Баумана», г. Калуга.
Библиографическая ссылка
Логутенкова Е.В., Антонюк Ф.И. ВЕРХНЯЯ ОЦЕНКА УДЕЛЬНЫХ СИЛ ВЫДАВЛИВАНИЯ ВТУЛОК С ФЛАНЦАМИ // Современные проблемы науки и образования. 2014. № 6. ;URL: https://science-education.ru/ru/article/view?id=16381 (дата обращения: 16.05.2026).