



В условиях часто меняющихся производственных заказов на крупных металлургических предприятиях нередки ситуации, когда слябы из разных групп нагрева загружают в одни и те же методические печи [1-5]. Поскольку технологические требования разных групп нагрева различны, одновременное нахождение таких слябов в печи может привести к отрицательным последствиям. Возможны не только перегрев, пережог или недогрев заготовок [6], но и преждевременное разрушение футеровки. Поэтому задача создания программного продукта, позволяющего учесть требования режимных карт различных групп нагрева, является актуальной. На основе ранее разработанного алгоритма [7; 8] в среде Delphi создана программа рационального комплектования садки слябов с учетом принадлежности сляба к группе нагрева. Комплектование садки в упомянутом алгоритме совмещено с фабрикацией слябов [9] и сортированием отобранных слябов по выбранному критерию [10].
К функциям программы относятся: 1) ручной и автоматический ввод, вывод на экран данных из режимных карт нагрева; 2) ручной и автоматический ввод, вывод на экран температурных и временных допусков, в поле которых разрешается сажать в печь слябы из разных групп нагрева; 3) ручной и автоматический ввод, вывод на экран информации о слябах, имеющихся на складе; 4) ручной и автоматический ввод, вывод на экран параметров, необходимых для комплектования садки слябов; 5) расчёт параметров фабрикации слябов; 6) вывод на экран перечня идентификационных номеров слябов из скомплектованной садки методической печи; 7) сортировка сформированного перечня номеров слябов по выбранному критерию.
Рассмотрим работу с программой подробнее. Прежде всего, необходимо ввести в программу четыре группы исходных данных (рис. 1): параметры режимных карт нагрева, в поле которых разрешается сажать в печь слябы из разных групп нагрева (рис. 2), температурные и временные допуски (рис. 3), информацию о слябах, имеющихся на складе, (рис. 4) и параметры для комплектования (рис. 5). Для каждой группы предусмотрены три кнопки: «Автоматический ввод», «Ручной ввод» и «Вывод на экран».
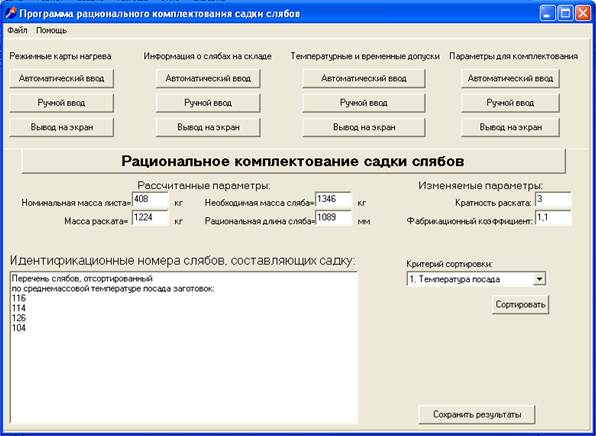
Рис. 1 – Главное окно программы
При нажатии кнопки «Автоматический ввод» в программу вводятся данные из кода программы, представляющие собой тестовое задание. После нажатия кнопки «Ручной ввод» можно ввести новые данные или изменить введённые в предыдущий раз, а для групп данных «Режимные карты нагрева» и «Информация о слябах на складе» – ещё и ввести эту информацию из текстового файла.
К данным режимных карт нагрева относятся (рис. 2): количество групп нагрева и марочный состав каждой группы; среднемассовая температура металла на выходе из печи; температура каждой из 4 зон при установившемся движении металла для производительности печи, равной 50 и 80 т/ч; ограничения температуры каждой из 4 зон: максимальная, минимальная рабочая и минимальная абсолютная температура; минимальные продолжительности нагрева для толщины сляба, равной 125 и 250 мм.
При ручном вводе данных режимных карт нагрева сначала нужно ввести количество групп нагрева и нажать кнопку «Подтвердить». Затем необходимо выполнить следующую операцию: заполнить все поля ввода и нажать кнопку «Сохранить». Эту операцию нужно повторить определённое число раз, равное введённому количеству групп нагрева.
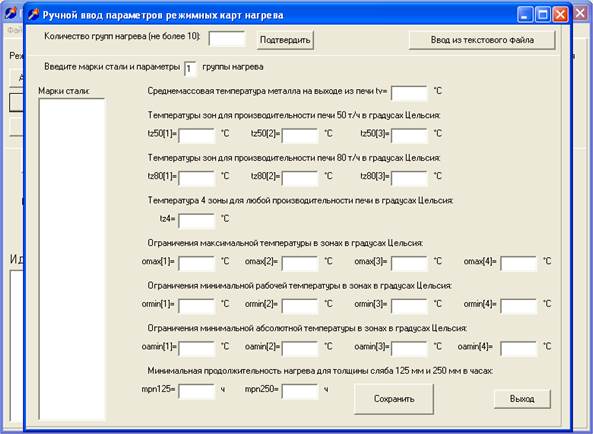
Рис. 2 – Форма ручного ввода параметров режимных карт нагрева
К информации о слябах относятся (рис. 3): количество слябов на складе; марка стали, идентификационный номер, длина, ширина, толщина, масса и среднемассовая температура каждого сляба; срочность выполнения заказа (в баллах от 1 до 10).
При ручном вводе информации о слябах сначала нужно ввести количество слябов на складе и нажать кнопку «Подтвердить». Затем необходимо выполнить следующую операцию: заполнить все поля ввода и нажать кнопку «Сохранить». Эту операцию нужно повторить определённое число раз, равное введённому количеству слябов на складе.
После нажатия кнопки «Вывод на экран» можно увидеть те данные, которые введены в программу в настоящий момент времени, а для групп данных «Режимные карты нагрева» и «Информация о слябах на складе» – ещё и сохранить эту информацию в текстовый файл.
После ввода исходных данных необходимо нажать кнопку «Рациональное комплектование садки слябов», после чего на главной форме программы отобразятся рассчитанные параметры фабрикации слябов (номинальная масса листа, масса раската, необходимая масса сляба, рациональная длина сляба), количество слябов в скомплектованной садке и идентификационные номера слябов, составляющих садку.
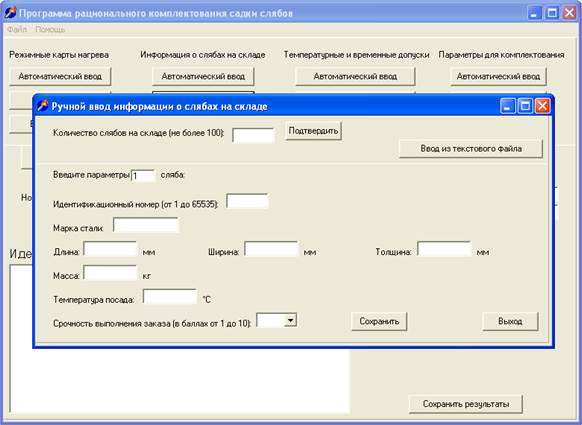
Рис. 3 – Форма ручного ввода информации о слябах
К температурным и временным допускам относятся (рис. 4): допуск на среднемассовую температуру металла на выходе из печи; допуски на температуру каждой из 4 зон при установившемся движении металла; допуски на максимальную, минимальную рабочую и минимальную абсолютную температуру каждой из 4 зон; допуск на минимальную продолжительность нагрева.
К параметрам для комплектования относятся (рис. 5): планируемая производительность печи; номинальная ширина и толщина сляба; грузоподъёмность крана; ширина рольганга; половина ширины печи; длина бочки валка; длина, ширина и толщина изготавливаемого листа; расчётная плотность стали; кратность раската; фабрикационный коэффициент.
Если значения рассчитанных параметров фабрикации слябов не удовлетворяют пользователя или если на экране появилось сообщение «На складе отсутствуют слябы с необходимой массой и рациональной длиной», необходимо изменить кратность раската или фабрикационный коэффициент в полях ввода на главной форме программы справа от рассчитанных параметров. Если на экране появилось сообщение «Имеющиеся на складе слябы нельзя сажать в печь друг с другом, увеличьте допуски», необходимо увеличить значения температурных или временных допусков с помощью кнопки «Ручной ввод».
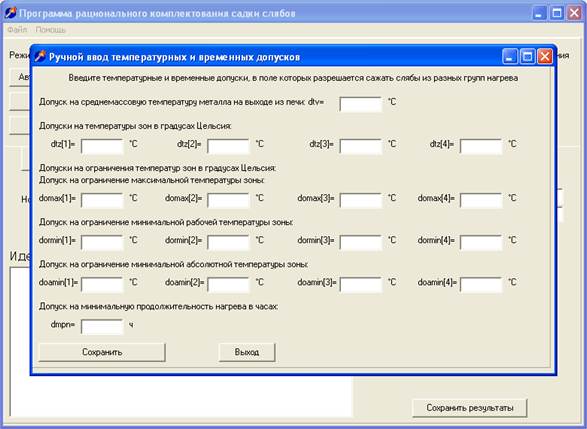
Рис. 4 – Форма ручного ввода температурных и временных допусков
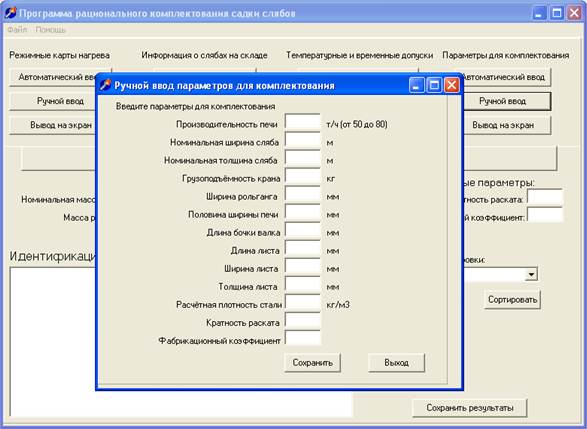
Рис. 5 – Форма ручного ввода параметров для комплектования
В программе имеется возможность отсортировать сформированный перечень слябов по одному из трёх критериев: среднемассовой температуре посада заготовок, срочности выполнения заказа или ширине сляба. Для этого необходимо выбрать соответствующий критерий сортировки из выпадающего списка на главной форме программы и нажать кнопку «Сортировать», после чего идентификационные номера слябов будут отсортированы. Если нажать кнопку «Сохранить результаты», то эти номера будут записаны в текстовый файл.
Для проверки работы программы разработано тестовое задание, основанное на параметрах режимных карт нагрева, использующихся при эксплуатации методических толкательных печей толстолистового стана 2000 ЗАО «ВМЗ «Красный Октябрь», г. Волгоград. Результатом работы стал перечень из 4 слябов, отсортированных по среднемассовой температуре.
Разработанная программа может применяться в процессе фабрикации слябов и планирования программы прокатки на металлургических и машиностроительных предприятиях.
Рецензенты:
Кристаль М.Г., д.т.н., профессор кафедры «Автоматизация производственных процессов», Волгоградский государственный технический университет, г. Волгоград.
Полянчиков Ю.Н., д.т.н., профессор, заведующий кафедрой «Технология машиностроения» Волгоградский государственный технический университет, г. Волгоград.
Библиографическая ссылка
Сердобинцев Ю.П., Кухтик М.П., Макаров А.М., Куадио К.Ф. ПРОГРАММА РАЦИОНАЛЬНОГО КОМПЛЕКТОВАНИЯ САДКИ СЛЯБОВ МЕТОДИЧЕСКОЙ НАГРЕВАТЕЛЬНОЙ ПЕЧИ // Современные проблемы науки и образования. 2013. № 2. ;URL: https://science-education.ru/ru/article/view?id=9143 (дата обращения: 21.06.2026).