



Введение
В настоящее время на отечественных алюминиевых заводах срок службы электролизеров меньше, чем у западных аналогичной конструкции. Основной причиной выхода ванны из строя является проникновение агрессивных компонентов расплавленного электролита и металла в подину [3]. Необходим поиск путей увеличения срока службы электролизеров, что требует изучения химических и физических превращений в футеровочных материалах при их взаимодействии с электролитами различного состава.
Возможными направлениями совершенствования существующей технологии получения алюминия являются применение литиевых добавок в криолитоглиноземный расплав [2] и модифицирование футеровочных материалов. Известно, что фториды лития изменяют физико-химические свойства электролита и улучшают технико-экономические показатели (ТЭП): увеличивается выход по току, снижаются удельные расходы фторсолей, анодной массы, электроэнергии, повышается криолитоустойчивость огнеупорной футеровки [2]. Исследования в этом направлении велись рядом авторов [2], интервал концентраций LiF в электролите – 1–20 %. Изучено влияние механоактивации крошки шамота на стойкость футеровочных материалов к расплаву электролита [1]. Однако воздействие электролитов, содержащих литиевые добавки (LiF), на криолитоустойчивость, зависимость глубины проникновения LiF и NaF от времени выдержки изучены недостаточно. В предлагаемой работе проведено сравнение устойчивости катодных материалов в зависимости от модификации футеровки и электролита при фиксированной концентрации LiF, равной 1 % массы. Исследовано взаимодействие фторидов лития и натрия с шамотами – огнеупорными материалами, наиболее часто используемыми при изготовлении электролизеров, и влияние предварительной механохимической активации (МА) неформованных барьерных материалов на криолитоустойчивость.
Методы – Materials and Methods (Theoretical basis)
Исследование стойкости огнеупоров к расплаву проводилось «методом чаши» (стандарт DIN), в котором кирпич с просверленной в нем «чашей», заполненной криолитом, помещали в печь, где выдерживали 5 часов при 1000 0С. После охлаждения образцов визуальное впечатление о сопротивлении материалов химическому воздействию получают осмотром разрезанной чаши, а грубую количественную оценку – измерением глубины разрушительного проникновения и перерождения огнеупора (в мм). Для механоактивированного огнеупорного материала в качестве связующего использовался этилсиликат, применяемый при изготовлении керамических форм для точного литья, стержней и масс, стойких к сильноагрессивным средам и отличающимся прочностью (давление более 12,45 МПа), термостойкостью (до +1750°С) [1]. Материалы со связующим помещались в тигель, в активированном материале стальным стержнем формировалась чаша, подготовленный образец высушивался при 150 0С в течение 3 часов для образования жесткой формы. Полученная таким образом чаша с криолитом выдерживалась в печи, затем после разрезания тигля оценивалась криолитоустойчивость. Эксперименты проводились с промышленными (СаАЗ) и синтезированными электролитами с криолитовыми отношениями (К.О) от 2,2 до 2,7 с добавлением фторида лития. Электролит синтезировался согласно заводской методике из фторида алюминия (AlF3) и фторида натрия (NaF). Добавки LiF вводили в измельченный электролит, пробы плавились при температуре электролиза. Для сравнения влияния LiF на устойчивость шамота параллельно проводились исследования с натриевым электролитом и механоактивированными огнеупорными материалами. Дериватографический или совмещенный дифференциально-термический – термогравиметрический (ДТА-ТГА) анализ выполняли на дериватографе фирмы «MOM» марки Q-1000 в статической атмосфере воздуха со скоростью нагревания 10 0К/мин. Образцы обжигали до 1000 0С в кварцевых тиглях. Навеска для анализа материала составляла 100 мг.
Состав электролита и продуктов химических реакций определялся рентгенофазовым анализом на дифрактометре марки «ДРОН», рентгенограммы расшифровывали по ASTM.
Механоактивация осуществлялась на универсальном вибрационном стенде СВУ-2 с мелющими телами – стальными стержнями диаметром 23-24 мм, перемещающимися в различных направлениях в результате вибрации корпуса установки в вертикальной плоскости. Масса активируемых материалов варьировалась от 500 до 1000 г, длительность от 1 до 15 мин. Механоактивация существенно уменьшает пористость огнеупорных материалов [1].
РФА химического состава шамота выполняли с использованием рентгеновского дифрактометра марки «Дрон» со скоростью записи 2 градуса/мин на Cu – излучении, рентгенограммы расшифровывали по ASTM.
Результаты – Results
Проведенные исследования показали, что воздействие литиевого и натриевого электролита дают различную среднюю глубину разрушения шамота (рис.1).
а)  б)
б) 
Рисунок 1. Схема разрушения шамота под воздействием электролитов; а) шамот с Li электролитом б) шамот с Na электролитом
Литиевый электролит интенсивнее разъедает шамотный кирпич, проникновение происходит и вглубь и по ширине образца, глубина проникновения составляет 275 мм в отличие от натриевого электролита, который разрушает чашу в основном по ширине, глубина его проникновения – 150 мм.
Дифференциально-термическим – термогравиметрическим анализом определено, что разрушение футеровочного материала с литиевым электролитом начинается в интервале температур 625 0–750 0С.
Таблица 1. Химический состав шамота
|
Ппп. |
SiO2 |
Al2O3 |
Fe2O3 |
CaO |
MgO |
SO3 |
R2O |
TiO2 |
|
Шамот, используемый на СаАЗе |
||||||||
|
|
|
|
|
|
|
|
|
|
|
0,76 |
58,52 |
37,23 |
2,73 |
1,12 |
1,40 |
0,10 |
0,65 |
0,34 |
|
Данные сертификата |
||||||||
|
* |
53-59 |
35-42 |
1,5-3,5 |
0,25-0,75 |
0,1-0,5 |
- |
- |
0,75-2 |
По результатам РФА шамот, используемый на СаАЗе (табл.1), состоит из SiO2, кристаллизующегося в основном в виде кварца (межплоскостное расстояние d = 0,332 нм) и в несколько меньшей степени – в виде кристобалита (d=0,407 нм). Подчиненными фазами являются муллит – 3Al2O3∙2SiO2 (d=0,341 и 0,336 нм) и гематит – a-Fe2O3 (d=0,268 нм). Механоактивация порошка шамота приводит к изменению его дифрактограммы. На примере пробы, активированной в течение 15 мин на СВУ-2, очевидно уменьшение интенсивности основной линии кварца с d=0,332-0,333 нм с 350 до 300 ед., что говорит, с одной стороны, о частичном разрушении его кристаллической структуры, а с другой – о возможной перекристаллизации его в кристобалит (d=0,407-0,408 нм), о чем можно предположить из того, что хотя интенсивность рефлекса последнего в процессе МА остается прежней, соотношение интенсивностей линий изменяется в пользу увеличения количества кристобалита. Несколько возрастает при активации и интенсивность линий с d=0,336-0,338 и 0,341-0,342 нм, относящихся к муллиту (рис. 2). Эти изменения минералов в составе шамота свидетельствуют не только о частичном разрушении кварца, но и механохимических превращениях, связанных с образованием кристобалита и муллита.
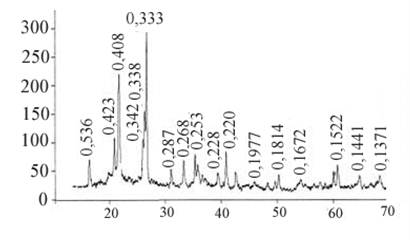
Рисунок 2. Дифрактограмма шамота, активированного в течение 15 мин
Результаты РФА (таблица 2) указывают на различный состав образцов после прокаливания. Из результатов опытов вытекает, что фазовый, химический состав продуктов взаимодействия футеровочных материалов и электролитов зависит как от механоактивации крошки шамота, так и от состава электролита.
Таблица 2.Фазовый состав продуктов взаимодействия шамота с электролитом
|
Номер образца |
Состав образца (исходные компоненты) |
Криолитовое отношение |
Режим охлаждения |
Фазовый состав образца после прокаливания |
|
1 |
Na3AlF6 + шамот |
2,5 |
воздушный |
SiO2 ; Na2CaSiO4 Сa2MgSiO2O7 |
|
2 |
Na3AlF6 + шамот + 1% LiF |
2,5 |
воздушный |
Na2LiAlF6 |
|
3 |
Na3AlF6 + шамот активированный 1 мин |
2,5 |
воздушный |
β-SiO2; α-SiO2; Na3AlF6; α-Al2O3; NaF; NaAlSiO4 |
|
4 |
Na3AlF6 + шамот активированный 5 мин |
2,5 |
воздушный |
3Al2O3∙2SiO2; Na3AlF6; α-Al2O3; NaF; NaAlSiO4 |
|
5 |
Na3AlF6 + шамот активированный 15 мин |
2,5 |
воздушный |
кристобалит SiO2; Na3AlF6; α-Al2O3; NaF; NaAlSiO4 |
Из таблицы видно, что в образце № 2 образуется гексафтороалюминат лития, натрия, способствующий, по-видимому, разрушению, в отличие от образца № 1, формирующего твердый акерманит (Сa2MgSiO2O7), который замедляет проникновение электролита, аналогично образцам № 3–5 с твердофазным нефелином (NaAlSiO4).
Обсуждение – Discussion
Выявленные фазы позволяют описать процессы взаимодействия следующими химическими реакциями:
6SiO2 + 3CaO + 2Na3AlF6 = 3Na2CaSiO4 + 3SiF4↑ + Al2O3 (1)
Na3AlF6 + LiF = Na2LiAlF6 + NaF (2)
3Al2O3∙2SiO2 + Na3AlF6 = 2 NaF + NaAlSiO4 + Al2O3 + SiF4↑ (3)
Реакция (3) доказывает, что фторид лития и натрия практически не взаимодействует с компонентами футеровки, но образуемый гексафтороалюминат лития действует как дополнительный агрессивный компонент на футеровку. Анализ продуктов реакции (3) выявляет нефелин (NaAlSiO4) – твердую фазу, замедляющую разрушение, поскольку она действует как плохо проницаемый для расплава барьер [5].
Минералогический состав фаз, образованных при взаимодействии натриевого электролита с шамотом, зависит от соотношения кварца и глинозема (рис. 3) [4].
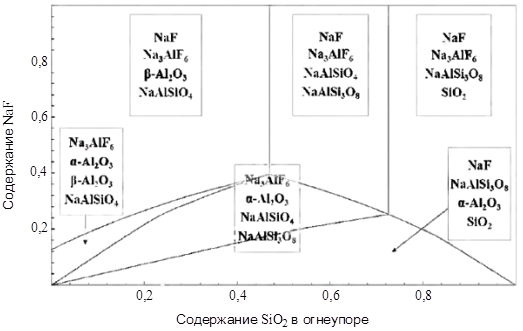
Рисунок 3. Состав фаз после химического взаимодействия алюмосиликата и фторида натрия
Состав фаз представлен, как функция содержания SiO2 в огнеупорном материале и фракции NaF различной массовой доли относительно алюмосиликата. Идентифицированы 6 областей с основными компонентами: β-глинозем (β-Al2O3), нефелин (NaAlSiO4) и альбит (NaAlSi3O8).
Проведены исследования криолитоустойчивости механоактивированных шамотов.
Порошок шамота, механоактивированный на стенде СВУ-2, является огнеупорным материалом, на основе которого возможно создавать значительное количество криолитоустойчивых структур (рис.4).
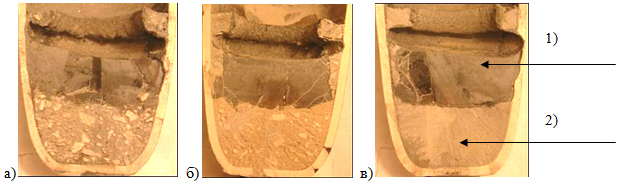
Рисунок 4. Криолитоустойчивость механоактивированных шамотов (1 – электролит, 2 –механоактивированный шамот): а) механоактивация 1 мин; б) механоактивация 5 мин; в) механоактивация 15 мин
Даже при малой трамбовочной плотности шамота, активированного 5, 15 минут (1,5789 г/см3; 1,5984 г/см3), он достаточно стоек по отношению к натриевому электролиту.
Проникновение литиевого электролита в шамот и их взаимодействие протекает гораздо быстрее, нежели у натриевого электролита. Анализ глубины повреждения шамота для двух электролитов (рис. 5) позволяет сделать вывод, что у литиевого электролита разрушающая способность практически в два раза больше, чем у натриевого. При взаимодействии литиевого электролита с шамотом в интервале температур до 1000 0С происходит значительное разрушение футеровочного материала по всему объему. Это объясняется отсутствием образования новых фаз, препятствующих дальнейшему разрушению футеровки.

Рисунок 5. Зависимость глубины разрушения от времени выдержки
Химическое взаимодействие шамота с натриевым электролитом менее интенсивно по сравнению с литиевым из-за образования новых фаз – CaMgSiO2O7 (акерманит), NaAlSiO4 (нефелин), действующих как диффузионный барьер для химического взаимодействия. Поскольку применение литиевых электролитов является перспективным в производстве алюминия из-за повышения ТЭП электролиза, исследование химического взаимодействия литиевого электролита при более высоких концентрациях LiF с механоактивированными шамотами требует дополнительных изысканий в этом направлении.
Проведенные исследования позволяют сделать выводы:
· прочность огнеупорных материалов, а значит, срок службы катода увеличивается при механоактивации шамотов;
· предварительная механохимическая активация шамотов уменьшает проникновение расплава электролита в огнеупорную футеровку;
· необходимы исследования механизма химического взаимодействия литиевых электролитов различного состава с механоактивированными огнеупорными материалами.
Рецензенты:
Поляков Петр Васильевич, доктор хим. наук, профессор, профессор ФГАОУ ВПО СФУ, г. Красноярск.
Беляев Сергей Владимирович, доктор техн. наук, профессор, зав. кафедрой «Литейное производство черных и цветных металлов» ФГАОУ ВПО СФУ, г. Красноярск.
Библиографическая ссылка
Салькова Е.А., Дубова И.В. ВЛИЯНИЕ ЛИТИЕВЫХ И НАТРИЕВЫХ ЭЛЕКТРОЛИТОВ НА УСТОЙЧИВОСТЬ ТРАДИЦИОННЫХ И МОДИФИЦИРОВАННЫХ ФУТЕРОВОЧНЫХ МАТЕРИАЛОВ // Современные проблемы науки и образования. 2013. № 1. ;URL: https://science-education.ru/ru/article/view?id=8185 (дата обращения: 01.07.2026).