



Режим пиления считается оптимальным, если удовлетворяет принятому критерию оценки. Для круглопильных станков таким критерием является максимальная производительность (или максимальная скорость подачи заготовки в станке). Ряд факторов процесса пиления накладывает технические ограничения на скорость подачи: шероховатость обработки, емкость впадины зубьев, мощность привода, частота вращения пильного вала и устойчивость диска пилы. Эти ограничения учитываются в «Руководящих технических материалах по определению режимов пиления древесины круглыми пилами» РТМ [4]. Среди перечисленных ограничений наибольший вес имеют те ограничения, которые вызываются наличием неравномерного нагрева диска пилы по радиусу [6, 7] и температурой резания [1, 7]. Температура лезвия зуба пилы (температура резания) - еще один важный параметр процесса резания. Температура лезвия может достигать значений 400-1000 °С [1], превышающих предел теплостойкости материала лезвия, что приводит к снижению его твердости и преждевременному отказу в работе пилы. Ограничение скорости подачи по допустимой температуре лезвия для включения в РТМ требует дополнительных исследований теоретического и экспериментального характера по температурным полям зуба в зависимости от мощности, затраченной на резание.
Температура резания
Зависимость температуры резания от мощности резания рассмотрена в работе [7] и определяется выражением:
![]() , (1)
, (1)
где βп - коэффициент, учитывающий периодизацию процесса резания;
Nрез - мощность резания, Вт;
К1 = 0,1...0,45 - коэффициент доли мощности на резание, идущей на нагрев инструмента;
z - число зубьев пилы;
αZ - среднеинтегральный коэффициент теплоотдачи зуба пилы, Вт/оС;
αr - среднеинтегральный коэффициент теплоотдачи диска, Вт/оС;
К2 - коэффициент, равный отношению температуры на периферии диска (окружности межзубовых впадин) к температуре резания, К2 = 0,025...0,1.
Коэффициент βп, учитывающий периодизацию процесса резания определяется из выражения:
 , (2)
, (2)
где φвх, φвых - углы входа зуба в распиливаемый материал и выхода из него, град. Для практических расчетов рекомендуется принять значения коэффициентов К1 = 0,3; К2 = 0,05.
Расчёт среднеинтегральных коэффициентов αZ и αr подробно рассмотрен в работах [5] и [6] соответственно.
Среднеинтегральный коэффициент теплоотдачи зуба пилы, Вт/оС, определяется из выражения [6]:
![]() , (3)
, (3)
где B - толщина зуба (пильного диска), мм;
β - угол заострения зуба, град.;
αср - средний коэффициент теплоотдачи зубьев пил, Вт/(°С м2);
β1 - вспомогательный угол, град., β1 ≈ 165° - для зубьев с ломаной задней поверхностью, β1 = 180° - для зубьев с прямолинейной задней поверхностью;
a - длина задней грани зуба, мм, a ≈ 0,025D - для зубьев с ломаной задней поверхностью, a ≈ t - для зубьев с прямолинейной задней поверхностью;
h - высота зуба в направлении биссектрисы угла заострения b, мм;
γ - передний угол, град.
Среднеинтегральный коэффициент теплоотдачи диска, Вт/оС, без принудительного охлаждения определяется по формуле [6]:
![]() , (4)
, (4)
где D - диаметр пилы, мм;
V - скорость резания, м/с;
B - толщина диска, мм.
Оценка значения коэффициента теплоотдачи режущей части пилы αср
Исследования значения среднего коэффициента теплоотдачи зубьев пил в формуле (3) αср, Вт/(°С м2) проводились методом полного факторного эксперимента ПФЭ 2К на экспериментальной установке, схема которой представлена на рисунке 1. Диапазоны варьирования переменных факторов в эксперименте были приняты: для толщины зуба 2,2 ≤ B ≤ 3,6 мм, для скорости охлаждающего воздуха 25 ≤ V ≤ 50 м/с, для мощности теплового источника 10 ≤ Q ≤ 15 Вт. Постоянные факторы и их уровни: угол заострения β = 40°, высота зуба h = 35 мм, ширина контактной площадки (рисунок 2) lк = 3,5 мм, материал зуба - сталь 9ХФ.
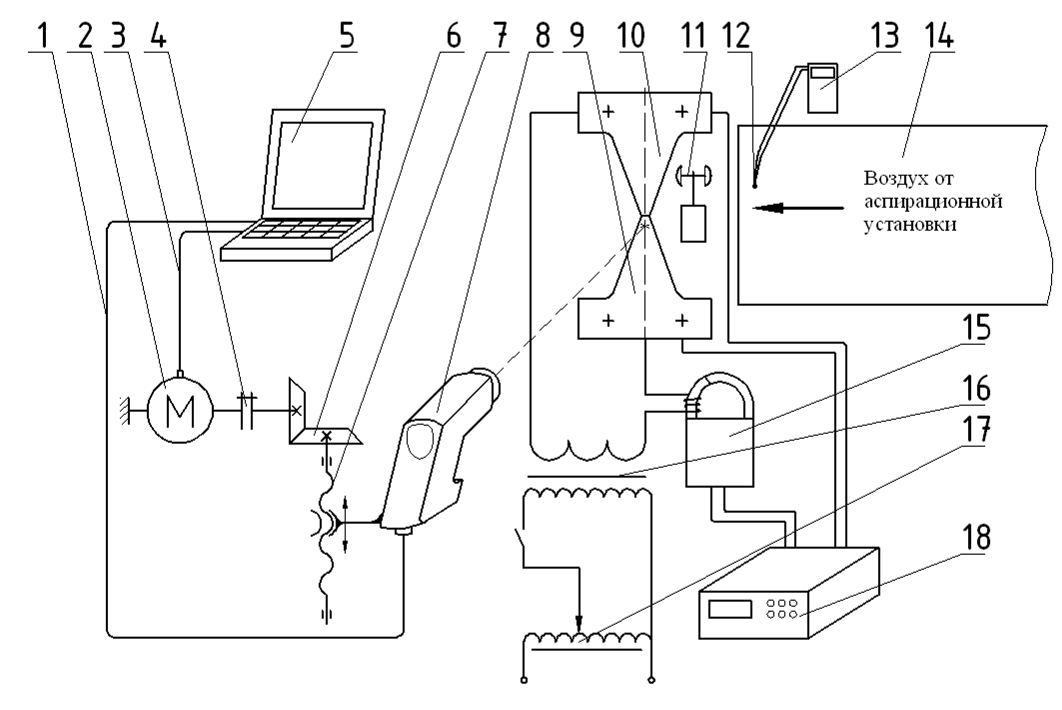
Рисунок 1. Схема экспериментальной установки по определению среднего коэффициента теплоотдачи зубьев пил: 1, 3 - соединительный кабель; 2 - шаговый электродвигатель; 4 - жёсткая муфта; 5 - персональный компьютер; 6 - коническая передача; 7 - винтовая передача; 8 - инфракрасный пирометр Mikron М120; 9, 10 - исследуемые зубья пилы (модели), нижний и верхний соответственно; 11 - анемометр; 12 - термопара хромель-алюмелевая; 13 - измеритель температуры CENTER 308; 14 - патрубок от установки охлаждения; 15 - клещи токовые измерительные модели АТА-2502 (датчик Холла); 16 - трансформатор; 17 - лабораторный автотрансформатор (ЛАТР); 18 - вольтметр В7-65/2
Средний коэффициент теплоотдачи αср рассчитывается следующим образом. По закону Ньютона-Рихмана [3] количество теплоты, передаваемой конвективным теплообменом, определяется из выражения:
![]() , (5)
, (5)
где α - коэффициент теплоотдачи, Вт/(°С м2);
F - площадь поверхности теплообмена, м2;
t - температура поверхности теплообмена, °С;
tокр - температура окружающей среды, °С.
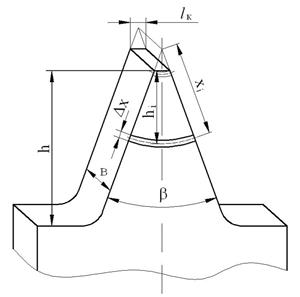
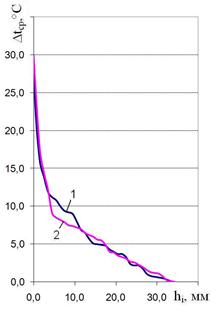
Для определения теплоты, передаваемой зубом в окружающую среду, условно зуб пилы разбиваем на кольцевые участки радиусом xi , с центром в точке пересечения передней и задней грани и шириной Dx (рисунок 2). Типовой график распределения температуры по высоте зуба приведен на рисунке 3.
|
|
|
|
Рисунок 2. Схема разбивки зуба на кольцевые участки |
Рисунок 3. График распределения температуры по высоте зуба: 1 - верхний зуб; 2 - нижний зуб (Опыт №1: b = 2,2 мм, V = 25 м/с, Q = 10 Вт) |
Поскольку количество выделяющейся теплоты Q = I×U в зоне контакта зубьев распространяется симметрично в оба зуба, то для данного случая, с учетом двух зубьев, выражение будет иметь вид:
![]() , (6)
, (6)
где Fi - площадь поверхности теплообмена рассматриваемого участка, м2;
Δtсрi = (ti - tокр) - средний температурный напор рассматриваемого i-ого участка, °С;
i = 0, 1 ... n - порядковый номер участка;
n - количество участков.
Средний коэффициент теплоотдачи зуба определяется по формуле:
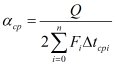 . (7)
. (7)
По результатам эксперимента составлено уравнение регрессии, определены коэффициенты регрессии, проведена оценка значимости этих коэффициентов и адекватности математической модели.
Уравнение регрессии в натуральных обозначениях факторов имеет вид:
![]() . (8)
. (8)
Наибольшее влияние на значение коэффициента теплоотдачи aср оказывает скорость охлаждающего воздуха V. Мощность теплового источника Q в пределах изменения фактора (от 10 до 15 Вт) существенного влияния на коэффициент теплоотдачи aср не оказывает.
Методика расчета скорости подачи по теплостойкости материала зуба пилы
Скорость подачи VS, м/мин и мощность на резание Nрез, кВт согласно методике [4] связаны следующими выражениями [4, формулы 2.14-2.16, С. 25]. Для продольного пиления с толщиной стружки aс ≥ 0,1 мм:
 ; (9)
; (9)
где Nрез - мощность на резание одной пилой, кВт;
an - коэффициент, учитывающий породу древесины, для сосны an = 1, для березы an = 1,25;
aw - коэффициент, учитывающий влажность древесины; при влажности 8 - 12% aw =1,0; при 25 - 30% aw =1,08;
ab - коэффициент, учитывающий вид пиления;
ab = 1,1 - для попутного резания, ab = 1,0 - для встречного;
aρ - коэффициент, учитывающий влияние затупления; для острых резцов aρ = 1,0; для затупленных aρ = 2,0;
aδ,φ - коэффициент, учитывающий влияние угла резания и угла боковой заточки на силу резания при поперечном пилении;
p - единичная касательная сила по задней грани, Н/мм;
θср - угол между векторами скорости резания и подачи;
lк - длина дуги контакта зуба с древесиной, мм;
b1 - ширина стружки, мм (для разведенных зубьев равна толщине пилы b1 = В; для плющеных b1 = b);
b - ширина пропила, мм;
n - частота вращения пилы, мин-1;
k, km - касательное давление на стружку, Н/мм2 (для толщины стружки aс ≥ 0,1 мм и для толщины стружки aс < 0,1 мм соответственно);
αT - коэффициент интенсивности трения стружки о стенки пропила и прессования её во впадине зуба, Н/мм2 (αT = 0,71 Н/мм2 - для разведенных зубьев; αT = 0,57 Н/мм2 - для плющеных зубьев);
H - высота пропила, мм.
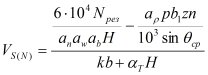
Подставив мощность на резание Nрез из формулы (1) в выражение (9), получим формулу для расчета максимально допустимой скорости подачи, м/мин, по теплостойкости материала лезвий:
при продольном пилении с толщиной стружки aс ≥ 0,1 мм:
 ; (10)
; (10)
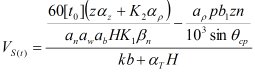
при продольном пилении с толщиной стружки aс < 0,1 мм:
 ; (11)
; (11)
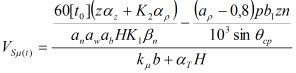
при поперечном пилении:
 , (12)
, (12)
где [t0] - допускаемая температура нагрева лезвий инструмента (теплостойкость), оС (таблица 1);
Таблица 1. Теплостойкость инструментальных материалов, °С [2]
|
Стали |
Твердые сплавы |
Эльбор |
Алмаз |
|||
|
углеродистые и легированные |
быстрорежущие |
вольфрамокобальтовые |
безвольфрамовые |
минералокерамические |
||
|
160-400 |
550-700 |
800-1000 |
800-1000 |
1200 |
1400 |
700-800 |
Заключение
- Режимы пиления древесины в круглопильных станках по теплостойкости материала лезвий инструмента рекомендуются в виде дополнения в «Руководящие технические материалы по определению режимов пиления древесины круглыми пилами», в качестве одного из ограничений.
- Максимально допустимая скорость подачи выбирается как наименьшая из рассчитанных по пяти ограничениям: по заполнению впадин зубьев; шероховатости поверхности распиловки; мощности привода механизма резания; динамической устойчивости пилы; теплостойкости материала зубьев пил.
- Критерий теплостойкость, при расчете скорости подачи, становится ограничивающим при увеличении высоты пропила и уменьшении числа зубьев.
- Значения коэффициентов теплоотдачи зубьев пил αср в пределах исследованных факторов изменяются от 914 до 1384 Вт/(°С м2).
- Увеличение скорости воздушного потока позволяет увеличить значение коэффициента теплоотдачи на производственных частотах вращения круглых пил.
Рецензенты:
- Гороховский Александр Григорьевич, доктор технических наук, профессор, зав. кафедрой древесиноведения и специальной обработки древесины Уральского государственного лесотехнического университета, г. Екатеринбург.
- Уласовец Вадим Григорьевич, доктор технических наук, профессор кафедры механической обработки древесины Уральского государственного лесотехнического университета, г. Екатеринбург.
Библиографическая ссылка
Щепочкин С.В., Пашков В.К. РЕЖИМЫ ПИЛЕНИЯ ДРЕВЕСИНЫ В КРУГЛОПИЛЬНЫХ СТАНКАХ ПО ТЕПЛОСТОЙКОСТИ МАТЕРИАЛА ЛЕЗВИЙ ИНСТРУМЕНТА // Современные проблемы науки и образования. 2012. № 5. ;URL: https://science-education.ru/ru/article/view?id=6970 (дата обращения: 01.07.2026).