



Несмотря на постоянное совершенствование техники, технологий, производственные процессы с применением электродуговой сварки по-прежнему следует относить к вредным и опасным работам, требующим соответствующего контроля и специфических мер предупреждения ущерба здоровью. Разнообразие применяемых сварочных материалов, свариваемых конструкций, а также разнообразие условий сварки, смена мест сварочных работ (от помещений и закрытых ёмкостей до сварки на открытой местности), несомненно, влияет на распространённость специфических болезней среди работников. В комплексе превентивных мер особое место принадлежит лабораторно-инструментальному контролю загрязнения воздуха в месте сварочных работ с соответствующими инженерно-техническими, санитарно-техническими, проектными и иными решениями. Санитарно-химический анализ загрязнённости воздуха во многом может определить права работника на компенсации за вредные условия труда. Однако корректность идентификации концентраций сварочного аэрозоля зависит от множества причин и обстоятельств, и в первую очередь от точки отбора пробы. Наша практика и учёт физических, химических особенностей в распределении загрязнений при ручной электродуговой сварке в помещениях позволяет предложить следующие области, возможно, отличающиеся содержанием вредности.
Первая область - у сварочной дуги (15-20 см); вторая область – «полузамкнутое пространство под сварочным щитком или маской» ближе к источнику, чем внешняя граница зоны дыхания, и ближе, чем остальные зоны к ротовой полости (лицу) человека. Третья область – «зона дыхания» - до 50 см от лица работника или до 70 см от точки сварки. Четвёртая область – «нейтральная зона» – с 250-270 см от места сварки.
Согласно требованиям стандарта и иных документов [1; 2] отбор проб воздуха на содержание любых вредных веществ следует проводить в зоне дыхания работника, то есть в пространстве радиусом до 50 см от лица работающего. Данное требование определено результатами многочисленных исследований, которые доказали, что и мгновенное, и максимальное разовое, и среднесменное содержание загрязнений в зоне дыхания может значительно отличаться от концентраций в точках, находящихся на расстоянии всего 200-300 см от работающего человека. Вызывает сомнение то, что идентифицируемые концентрации, обнаруживаемые в зоне дыхания, достаточно точно отражают максимальные (реальные) объёмы пыли, попадающие в лёгкие работника. Вопрос о выборе точек для размещения пробоотборных устройств и приспособлений, в которых следует ожидать наибольшие концентрации сварочного аэрозоля с целью оптимизации корректности лабораторного контроля и обнаружения максимальных (реальных) количеств пыли, попадающих в лёгкие сварщиков, на наш взгляд, является актуальным для теории и практики гигиены и охраны труда.
Цель исследования – в эксперименте осуществить поиск точек отбора проб в анализе распределения концентраций сварочного аэрозоля для решения задачи определения наиболее реальных количеств аэрозоля, которые могут попасть в органы дыхания человека при электросварочных работах.
Материалы и методы исследования. Проблема рациональной оценки влияния условий труда на здоровье сварщиков включает в себя такие аспекты: физику и химию образования и распространения конденсата в месте сварки, специфическую клинику от воздействия аэрозоля, а также несовершенство лабораторно-инструментального контроля, наличие спорных моментов и неточностей в нормативно-технической документации, регламентирующей безопасность и безвредность работ.
Наша практика доказывает, что после 10 лет стажа на сварочных работах человека можно смело вносить в «группу риска», так как имеются все основания предполагать развитие профессиональных поражений лёгких. Специфические заболевания электросварщиков можно разделить на две группы: поражения глаз и лёгких [3-5]. Нарушения в органах зрения связаны с ультрафиолетовым воздействием сварочной дуги и чаще всего проявляются в форме «электроофтальмий» - в первую очередь у неопытных работников. Существующие правила профилактики глазных болезней сварщиков достаточно эффективны, и соответствующие уровни заболеваемости во много раз ниже, чем уровни распространённости болезней органов дыхания. В их патогенезе наибольшее место занимает ингаляционное воздействие сварочной пыли с развитием профессиональной марганцевых интоксикаций, пневмокониозов, сварочной экземы, бронхиальной астмы, пылевого («сварочного») бронхита [3-6].
В научной литературе достаточно много сообщений о размерах пылевого загрязнения воздуха при сварке металлов [3; 4; 6]. И даже имеется стандарт, позволяющий рассчитывать концентрации в зависимости от применяемых электродов и сварочной проволоки [7]. Так, удельное количество пыли, образующейся при сжигании электродов с марганцевым покрытием (рудокислого типа), составляет от 18,6 до 36,5 г/кг, для фтористо-кальциевых - от 11,3 до 13,5 г/кг, а для рутиловых (рутил карбонатных) - от 7,1 до 15,3 г/кг.
Образующийся при сварочных работах аэрозоль содержит две вредности: газовую (летучую) и аэрозольную (пылевую, твёрдую). Высокая температура сварочной дуги способствует интенсивному окислению и испарению металла, флюса, легирующих элементов. Пары металлов, марганца, конденсируясь на воздухе, образуют сварочную пыль - аэрозоль конденсации. Возникающие при сварке конвективные потоки воздуха уносят пыль и газы вверх, создавая совместно с диффузионными процессами неравномерную запылённость и загазованность помещений.
Дисперсная фаза аэрозоля содержит смесь частиц простых и сложных оксидов металлов: железа, марганца и кремния. Наиболее мелкие частицы сварочной пыли от 0,4 до 5 мкм (видны только под лучом света) обладают способностью проникать в альвеолы лёгких. Более крупные (видимые невооружённым глазом) от 5 до 40-50 мкм оседают в верхних дыхательных путях и носоглотке (частицы этой фракции способны переносить патогенные микроорганизмы). Летучая компонента сварочного аэрозоля представляет собой смесь оксида и диоксида углерода, других газов, образующихся при термической диссоциации воздуха. От присадок электродов могут возникать загрязнения фтором, фтористым водородом и другими веществами. Фотохимический эффект от ультрафиолетового излучения дугового разряда приводит к образованию окислов азота, озона.
Действующие санитарные правила СП 1.1.1058-01 [8] регламентируют порядок проведения, организации производственного контроля выполнения требований санитарных правил и профилактических мероприятий по охране здоровья работающих. Санитарно-химический контроль загрязнений воздуха на рабочих местах сварщиков (в основном на стационарных постах) в крупных предприятиях осуществляют соответствующие подразделения центральных заводских лабораторий по планам, согласованным с местным управлением Роспотребнадзора [8]. Однако, по нашему мнению, более 80% сварочных работ остаются без лабораторного и иного контроля, что влияет на качество диагностики, лечения и профилактики соматических и профессиональных заболеваний работников. Так, для подтверждения или опровержения диагноза «сварочный бронхит» и других профессиональных заболеваний необходим ведущий доказательный документ «санитарно-гигиеническая характеристика условий труда больного с подозрением на профессиональное заболевание» [8-10]. Зачастую эти документы не всегда содержат объективные сведения о загрязнении воздушной среды на рабочем месте и не только сварщиков, что затрудняет и диагностику, и создаёт правовые коллизии, требующие многочисленных судебных заседаний.
Существует достаточно чёткий и действенный контроль - документы государственной системы охраны труда определяют порядок допуска и требования к безопасной организации и выполнения сварочных работ. Но в прерогативах служб охраны труда на первом месте стоит инженерно-техническая, психофизиологическая и иная профилактика в первую очередь травматизма и острых отравлений (несчастных случаев). Специфика предупреждения болезней остаётся за медико-профилактическими мероприятиями, осуществляемыми лечебно-профилактическими учреждениями под контролем санитарной службы.
Существующий Закон РФ (ФЗ-426) и «Методика специальной оценки условий труда» [11] (в дальнейшем «Методика») предусматривают необходимость отбора проб для контроля концентраций сварочной пыли в месте проведения электросварочных работ с соблюдением наиболее типичных для выполняемых работ условий.
При наличии на рабочих местах сварщиков действенных средств личной и коллективной защиты эксперт по специальной оценке условий труда может ограничить оценку рабочего места декларацией соответствия требованиям государственной системы охраны труда. Однако такой приём, формально исключающий «влияние вредностей», переводит большинство рабочих мест с применением электродуговой сварки в категорию «с допустимыми условиями» из-за того, что в «Методике» не полностью учитываются все «действующие вредности». Так, несмотря на то что в основу документа по умолчанию положен принцип измерения «от производственного источника», набор используемых критериев, по сравнению с принятой «Классификацией условий труда» (гигиеническим документом - [12]), сужен до предела. Например, из двадцати трёх позиций оценки напряжённости любой трудовой деятельности таблицы 18 этого документа [12] «Методика» использует только шесть. Примерно половина сварочных работ осуществляется на открытой местности, но параметры микроклимата в наружных сварочных работах (как и при иных работах) в «Методике» не учитываются, несмотря на то что давно известно: неблагоприятные микроклиматические условия усиливают действие пылей и аэрозолей, химических ядов наравне с физическими нагрузками увеличивающих объёмы ингаляции вредностей. Поэтому при сварке с минимальным количеством аэрозоля, попадающего в органы дыхания сварщика, возможно неожидаемое усиление вредного эффекта за счёт влияния других факторов, что также требует учёта в диагностике расстройства здоровья. На наш взгляд, причины и обстоятельства, возникающие при использовании «Методики» внедрения Закона РФ (ФЗ-426), несмотря на их прогрессивность, снижают эффективность мер предупреждения болезней не только сварщиков, и даже, по сути, отвергают необходимость медицинской реабилитации и санитарно-курортного оздоровления сварщиков.
Загрязнение воздуха сварочной пылью является ведущей профессиональной вредностью, что доказывается клиникой и структурой профессиональных болезней работников [3; 4; 6]. Поэтому, думается, что необходимо усилить и повысить точность лабораторно-инструментального контроля загрязнений при ручной электродуговой сварке для разработки более действенных решений по охране здоровья представителей этой профессии.
Современный санитарно-химический анализ на определение веществ, образующихся в воздухе рабочей зоны при сварке, использует наиболее прогрессивные методики [2], отличающиеся высокой чувствительностью, селективностью, точностью определения и оперативностью получения результатов. Однако точность анализа зачастую снижается некоторой некорректностью самой процедуры отбора проб воздуха. Метрологической поверке подлежат аспираторы разных типов (АЦ-4С, АЦ-2С, АПВ-6 и пр.) и секундомеры. Приспособления для крепления поглотителей, аллонжи, штативы с цапками и аэрозольные патроны, фильтродержатели, пылеотборные устройства разных типов и прочее – не поддаются стандартизации и унификации. Кроме того, рациональный выбор расположения, установка и закрепление пробоотборника при работах, соблюдение экспозиции зависит от подготовки исследователя, что может быть наиболее серьёзной причиной погрешностей анализов.
Постановка эксперимента предусматривала отбор проб воздуха при сварочных работах на стационарном посту, который находился в помещении гаражного бокса асфальтобетонного завода. Исследования выполняли в тёплый сезон года. На время отбора проб вытяжную вентиляцию (вытяжной зонт) отключали, однако ворота бокса были открыты для обеспечения постоянно существующих условий диффузии загрязнений. Сварка осуществлялась электродами УОНИ 13/45 с применением проволоки СВ 07СГ, флюс АН345. Сваривались небольшие железные конструкции. Отбор проб воздуха осуществляли на аналитические аэрозольные фильтры АФА-ХП, АФА-ВП или АФА-ХА (согласно действующим документам [2]). Они предназначены для улавливания и определения содержания сварочных аэрозолей в газовой среде при температуре от -20 до + 60 °C. Допустимая воздушная нагрузка на полотно фильтра составляет от 7 до 25 л/мин. В качестве фильтродержателей чаще всего применяют открытые пластмассовые аллонжи (типа ИРА-10-1 и ИРА-20-1), с площадью рабочей поверхности 10 и 20 см2. В отборе использовали устройства с диаметром 20 см 2. В общем случае через фильтр надо протянуть не менее 100 л воздуха со скоростью 20 л/мин [2]. Концентрации аэрозоля определяли весовым способом на аналитических лабораторных весах 1 класса точности. Чтобы получить наиболее валидный результат, на границе зоны дыхания и в других точках устанавливали по три аллонжа с фильтрами: по бокам и над местом сварки. Для отбора воздуха из «подщиткового пространства» применили особое приспособление (трубка с микрокомпрессором и фильтродержателем), которое крепилось на внутренней поверхности щитка. Отбор проб проводили в течение одной сварочной операции, одномоментно, во всех ранее указанных точках: у сварочной дуги, в полузамкнутом пространстве под сварочным щитком, на наружной границе зоны дыхания, и в нейтральной зоне.
Всего было отобрано 72 пробы, в каждой точке (зоне) - 18 проб. Всего изучено 6 сварочных циклов длительностью от 3 до 8 минут, что заставило пересчитывать получаемые весовые концентрации по скорости образования аэрозоля на усреднённое время отбора пробы – 5 минут. Статистическая обработка полученных концентраций предполагала применение приложений метода наименьших квадратов: в частности, использовали методики корреляционного анализа [13].
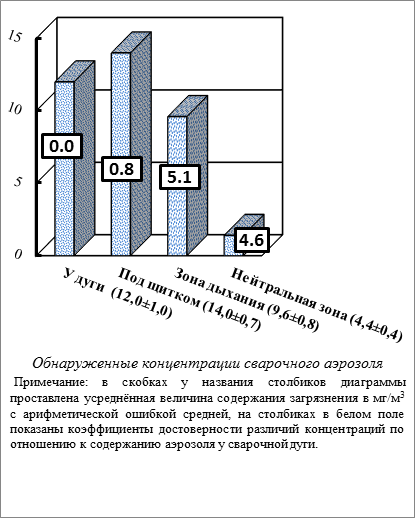
Результаты и обсуждение. На рисунке показаны средние весовые концентрации аэрозоля (мг/м3) в каждой точке. Видно, что под щитком сварщика весовая концентрация загрязнения выше на 2 мг/м3, чем в радиусе до 15-20 см от сварочной дуги.
С другой стороны, на внешней границе зоны дыхания - 50 см от ротовой полости работника (или на расстоянии до 70 см от сварочной дуги) содержание аэрозоля ниже на 2,4 мг/м3 по сравнению с концентрацией в месте образования аэрозоля. Если сравнить содержание загрязнений у источника и в подщитковом пространстве, то разница составит уже 4,4 мг/м3.
В нейтральной зоне определяется наименьшее количество сварочной пыли. Такие факты указывают на особенности распределения потоков загрязнения в обследованном помещении и возможном накоплении конденсата в подщитковом пространстве. При этом достоверность различий средних (коэффициент Фишера-Стьюдента [13]) величин загрязнений у сварочной дуги и под щитком сварщика отсутствует, что свидетельствует только о тенденции в кумуляции сварочной пыли под щитком сварщика.
Для повышения иллюстративности обсуждаемого рисунка предложим рассмотреть таблицу, которая содержит вычисленные парные коэффициенты корреляции между четырьмя рядами концентраций (n = 18) в форме двух треугольных матриц. Анализ таблицы показывает, что зависимость между количеством пыли у сварочной дуги и под щитком сварщика прямая, но слабая – по типу «закономерности», что опять-таки указывает на отсутствие различий между величинами загрязнений в этих местах. Поэтому для повышения корректности лабораторного контроля возможен отбор проб и в районе электрической дуги, и под сварочным щитком. Связь между концентрациями сварочного аэрозоля в районе дуги и внешней границы зоны дыхания – прямая, средней силы, что указывает на особенности влияния источника: на распространение частиц в этой области. Возможно, оно обусловлено только конвенцией нагретого воздуха. Отрицательный коэффициент парной корреляции между концентрациями у источника и в нейтральной зоне (Rxy = - 0.020) объясняет, что содержание пыли в этой зоне, возможно, определено и тепловыми потоками, и процессами разбавления аэрозоля (диффузии).
Коэффициенты корреляции между обнаруженными концентрациями
|
Места отбора проб / № точек их отбора |
У сварочной дуги |
Под сварочным щитком |
В зоне дыхания |
В нейтральной зоне |
|
(1) |
(2) |
(3) |
(4) |
|
|
У сварочной дуги (1) |
1,000 |
0,145 |
0,646 |
- 0,020 |
|
Под щитком (2) |
0,646 |
1,000 |
0,326 |
0,108 |
|
В зоне дыхания (3) |
- 0,020 |
0,372 |
1,000 |
0,372 |
|
В нейтральной зоне (4) |
0,561 |
0,217 |
-0,310 |
1,000 |
Проблема повышения корректности лабораторного контроля пылевых и химических загрязнений воздуха в новых социальных и экономических отношениях актуальна и в отношении ответственности бизнеса за здоровье работников, и в отношении справедливой оплаты труда и возмещения ущерба их здоровью. Полученные факты уточняют особенности распространения сварочного аэрозоля от места образования только в том помещении, в котором проводился эксперимент, и показывают управляющую роль источника.
Практический позитив нашего исследования в том, что он нацеливает исследователя на более осознанное размещение пробоотборных устройств: под щитком и/или у сварочной дуги. Остаются неясными вопросы о распределении загрязнений на открытой местности при тех или иных метеоусловиях, или в закрытом пространстве с применением мобильных воздухоприёмников и без них. С теоретических позиций, результаты эксперимента заставляют задуматься: всегда ли жёсткое выполнение требования отбора проб в зоне дыхания оправданно, поскольку существуют легколетучие и тяжёлые загрязнения, а также загрязнения «управляемые (сварочная аэрозоль) и неуправляемые их источником».
Заключение. От корректного знания реального объёма пыли, поступающей во внутренние среды организма сварщика, во многом зависит оценка условий труда в работах с применением ручной дуговой электросварки, а также процедуры подтверждения льгот, доплат и компенсаций, диагностики, лечения и профилактики болезней сварщиков.
Полученное распределение загрязнений объясняет возможность и необходимость отбора проб воздуха на содержание аэрозоля для повышения корректности анализа из полузамкнутого пространства под сварочным щитком и/или у сварочной дуги. Вскрыта новая особенность сварочного аэрозоля: «распределение загрязнений зависит от источника и происходит под управлением источника».
Библиографическая ссылка
Красовский В.О., Халфин Р.Р., Галиуллин А.Р. К ПОИСКУ РЕАЛЬНЫХ КОНЦЕНТРАЦИЙ АЭРОЗОЛЯ, ДЕЙСТВУЮЩЕГО НА ЭЛЕКТРОСВАРЩИКА // Современные проблемы науки и образования. 2017. № 5. ;URL: https://science-education.ru/ru/article/view?id=26750 (дата обращения: 29.06.2026).