



В производстве швейных изделий ниточные соединения, выполняемые на различных швейных машинах, занимают наибольший удельный вес. К ниточным швам, применяемым для соединения деталей в разных видах одежды, предъявляются различные требования, которые зависят от их назначения. Качество ниточных швов определяет качество одежды в целом и является комплексным показателем, включающим такие группы свойств, как эстетические, механические, эксплуатационные, экономические и др. [2]. Из-за большого разнообразия материалов, используемых в швейном производстве, проблема так называемого сборения материалов в швах или стянутость строчки имеет особую актуальность. Наиболее часто перечисленные дефекты встречаются при соединении деталей швейных изделий из шелковых тканей. Причиной таких дефектов может служить швейное оборудование, влажно-тепловая обработка (ВТО), а также несоответствие игл, ниток применяемым материалам [7].
В результате проведенных исследований установлено, что наиболее распространенной причиной ухудшения качества ниточного соединения является изменение направления шва (ниточного соединения) относительно расположения нитей основы в стачиваемых деталях швейных изделий. Таким образом, соединение деталей швейных изделий по криволинейным срезам требует предварительного анализа анизотропии продольной деформации стачивающего шва и установления зависимости между технологическими параметрами соединения деталей швейных изделий, расположением соединительного шва относительно нитей основы и особенностями сшиваемого материала.
Из литературных источников [3; 5] известно, что продольная деформация швов складывается из стягивания слоев, посадки нижнего слоя материала и волнистости. Волнистость (В) выражается в изгибах материалов вдоль линии строчки и характеризуется коэффициентом волнистости, т.е. отношением величины изгиба материала в шве к длине стежка. Стягивание (С) – это совместное укорочение слоев после стачивания вследствие сжатия материала нитками строчки. Посадка (П) – укорочение одного слоя материала относительно другого.
Величины посадки (П) и стягивания (С) определяются соответственно по формулам 1 и 2.
![]() (1)
(1)
![]() , (2)
, (2)
где l0 - первоначальная длина проб, мм;
lв - длина верхней пробы (после стачивания), мм;
lн - длина нижней пробы (после стачивания), мм.
В случае рассмотрения посадки надо отметить, что при изготовлении швейных изделий посадка материалов может рассматриваться не только как дефект, а, наоборот, может быть заранее запланирована с целью создания объемной формы.
При пошиве швейных изделий сборочные операции сопровождаются операциями влажно-тепловой обработки (ВТО), такими как разутюживание, заутюживание, приутюживание и др. Чаще всего после операций ВТО наблюдается исчезновение волнистости ниточного соединения. Поэтому отсутствие информации о показателях стягивания и посадки после ВТО является существенным недостатком.
С целью совершенствования качества свойств ниточных соединений и определения оптимальных условий соединения деталей швейных изделий, когда стягивание и посадка были бы минимальны, выполнено математическое моделирование технологических параметров стачивания с использованием методов планирования эксперимента.
В качестве объекта исследования была выбрана шелковая ткань «Креп-сатин» артикул 32486. Для оценки деформационных свойств ниточных соединений были подготовлены пробы материала в виде полос, выкроенные в направлении от 0 до 90° с шагом 10°. Ширина каждой пробы равна 20 мм. Стачивание проб проводилось в три этапа, с изменением частоты стежков на 10 мм строчки. В первом случае все пары проб, выкроенные в направлении от 0 до 90°, стачивались с частотой 2 стежка на 10 мм, на втором этапе - 4 стежка на 10 мм, на третьем – 7 стежков на 10 мм. Обязательным условием при соединении проб было использование одной и той же стачивающей машины. Оценка влияния ниточных соединений на деформацию материала «Креп-сатин» артикул 32486 проводилась до и после ВТО. Таким образом, для определения совокупных параметров стягивания и посадки выполнено 60 измерений, представленных в таблице 1.
Таблица 1
Исследование деформации ниточного соединения проб материала «Креп-сатин» артикул 32486
|
на 10 мм строчки, шт. |
Направление проб по отношению к нитям основы |
|||||||||
|
00 |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
|
|
Стягивание, до ВТО |
||||||||||
|
2 |
2 |
3,2 |
2,4 |
2,4 |
2 |
1,2 |
1,6 |
0,8 |
2,4 |
1,6 |
|
4 |
1,6 |
2 |
2,8 |
2,4 |
1,6 |
0,4 |
2,4 |
1,6 |
1,2 |
0,8 |
|
7 |
1,2 |
0,8 |
1,2 |
1,2 |
2 |
2 |
1,2 |
2 |
0,4 |
0,8 |
|
|
Стягивание, после ВТО |
|||||||||
|
2 |
0 |
0 |
-0,4 |
0 |
0,4 |
-0,4 |
0 |
-0,2 |
0,4 |
0,2 |
|
4 |
0 |
0 |
0 |
0,8 |
0 |
-0,4 |
0 |
0 |
0 |
0 |
|
7 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0,4 |
0 |
0 |
|
|
Посадка, до ВТО |
|||||||||
|
2 |
1,6 |
1,2 |
3,2 |
1,6 |
4 |
4 |
3,4 |
3,2 |
1,6 |
0,4 |
|
4 |
1,2 |
1,2 |
1,2 |
1,6 |
2,4 |
2,4 |
2,8 |
1,2 |
0,4 |
0,8 |
|
7 |
0,8 |
1,2 |
2,8 |
2 |
2 |
2 |
3 |
2,4 |
1,2 |
1,2 |
|
|
Посадка, после ВТО |
|||||||||
|
2 |
1,6 |
1,2 |
2,4 |
1,6 |
3,6 |
4 |
3,2 |
3,2 |
0,8 |
0,4 |
|
4 |
0,8 |
1,2 |
1,2 |
1,2 |
2,4 |
2 |
2,4 |
1,2 |
0,4 |
0,4 |
|
7 |
0,4 |
1,2 |
2 |
2 |
1,6 |
1,6 |
2,4 |
2,8 |
0,8 |
1,2 |
По результатам этих измерений, то есть по заданному плану эксперимента, построена полнофакторная квадратичная модель (3), при этом для удобства представления результатов градусная мера направления полос переведена в радианы
![]() (3)
(3)
где ![]() угол направления пробы относительно нити основы в радианах;
угол направления пробы относительно нити основы в радианах;
![]() частота стежков на 10 мм строчки, штук;
частота стежков на 10 мм строчки, штук;
![]() параметр, определяющий влияние влажной тепловой обработки, при
параметр, определяющий влияние влажной тепловой обработки, при ![]() рассматривается образец до ВТО, при
рассматривается образец до ВТО, при ![]() после ВТО.
после ВТО.
Параметр оптимизации «стягивание ткани» обозначим ![]() , а параметр «посадка ткани» обозначим
, а параметр «посадка ткани» обозначим ![]() , которые зависят от входных параметров модели
, которые зависят от входных параметров модели ![]() .
.
По плану эксперимента, представленному в таблице 1, в среде Maple 9.5 составлена программа, позволяющая найти уравнение регрессии для каждого из параметров оптимизации. Для параметра «стягивание» уравнение регрессии имеет вид
![]() (4)
(4)
Проверка соответствия полученной модели полиному второй степени осуществлялась с помощью критерия Фишера Fр = 18,40. Табличное значение критерия на уровне значимости α = 0,01 и α = 0,05, при степенях свободы k1 = 10, k2 = 49 равно FТ(α = 0,01;10;49) = 4,12 и FТ(α = 0,05;10;49) = 2,64 соответственно. Так как в обоих случаях Fр > F(α; k1; k2), то гипотеза зависимости (4) по критерию Фишера принимается как правдоподобная [1; 6].
С помощью программы Maple 9,5 найдем минимальное значение функции стягивания
![]() при
при ![]() . (5)
. (5)
Для параметра «посадка» уравнение регрессии имеет вид
![]() (6)
(6)
Проверка соответствия полученной модели полиному второй степени осуществлялась с помощью критерия Фишера Fр = 8,43. Так как теоретические значения критерия Фишера удовлетворяют неравенству Fр > F(α; k1; k2) как на уровне α = 0,01, так и на уровне α = 0,05, то гипотеза о квадратичной зависимости между факторами ![]() и
и ![]() значима как на уровне α = 0,01, так и на уровне α = 0,05, то есть гипотеза о модельной зависимости (6) принимается как правдоподобная [1; 6].
значима как на уровне α = 0,01, так и на уровне α = 0,05, то есть гипотеза о модельной зависимости (6) принимается как правдоподобная [1; 6].
Минимальное значение функции «посадка» равно
![]() при
при ![]() . (7)
. (7)
Для детального представления влияния рассматриваемых факторов на характер изменения показателей стягивания и посадки построены поверхности отклика при фиксированных величинах одного из этих параметров. На рисунках 1-4 показано парное влияние факторов на величину стягивания и посадки до и после ВТО.
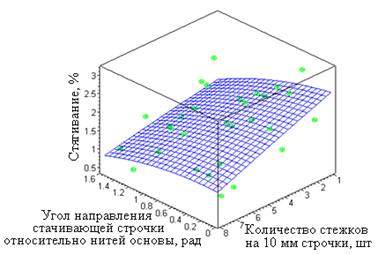
Рис. 1. Зависимость стягивания от направления строчки и количества стежков на 10 мм строчки до ВТО
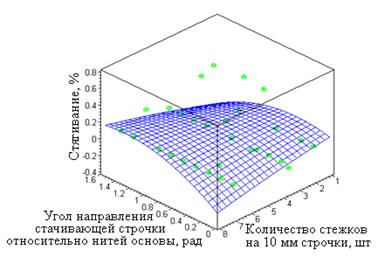
Рис. 2. Зависимость стягивания от направления строчки и количества стежков на 10 мм строчки после ВТО
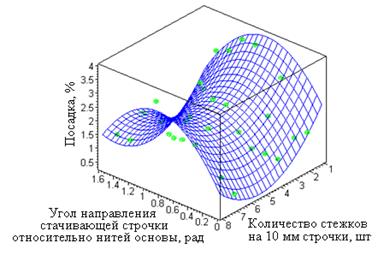
Рис. 3. Зависимость посадки от направления строчки и количества стежков на 10 мм строчки до ВТО
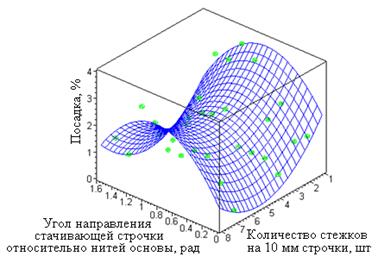
Рис. 4. Зависимость посадки от направления строчки и количества стежков на 10 мм строчки после ВТО
Как видно из поверхностей, показанных на рисунках 1-4, максимальная деформация материала возникает при расположении швов в направлении от 30 до 70° по отношению к нитям основы. При выполнении соединительных швов на образцах из материала «Креп-сатин» артикул 32486 установлено, что минимальное значение показателей посадки и стягивания наблюдается после ВТО, при расположении швов вдоль нитей основы. При этом с учетом особенностей исследуемого материала рекомендуемая частота стежков стачивающей строчки превышает установленный норматив, равный 4 стежкам на 10 мм строчки. В результате проведения исследований выявлено, что применение операций ВТО ведет к существенному снижению показателей стягивания ниточного соединения независимо от расположения шва по отношению к нитям основы. Основным результатом проведенной работы является разработка программы, написанной в программной среде Maple 9.5, позволяющей найти оптимальные условия выполнения ниточных соединений деталей швейных изделий в зависимости от направления стачивающей строчки и наличия или отсутствия операций ВТО.
Рецензенты:
Черунова И.В., д.т.н., профессор кафедры «Моделирование, конструирование и дизайн», декан факультета «Сервис и технологии» ИСОиП (ф.) ФГБОУ ВПО «ДГТУ», г. Шахты;
Петросов С.П., д.т.н., профессор, зав. кафедрой «Технические системы жилищно-коммунального хозяйства и сферы услуг» ИСОиП (ф.) ФГБОУ ВПО «ДГТУ», г. Шахты.
Библиографическая ссылка
Писарева А.А., Русняк В.И., Кузнецова И.Ю. МОДЕЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ НИТОЧНЫХ СОЕДИНЕНИЙ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ // Современные проблемы науки и образования. 2015. № 2-1. ;URL: https://science-education.ru/ru/article/view?id=21046 (дата обращения: 26.06.2026).