



Для решения практических задач и повышения уровня подготовки студентов, обучающихся на кафедре «Технология машиностроения и информационных технологий» Зеленодольского (филиала) института КНИТУ-КАИ, был спроектирован и изготовлен «Малогабаритный пятикоординатный станок с компьютерным программным управлением» (рис.1).
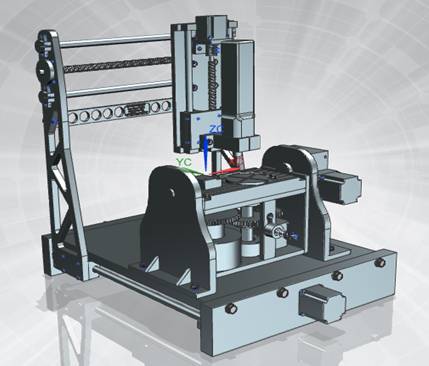
Рис.1.Компьютерная модель«Малогабаритный пятикоординатный станок с компьютерным управлением»
Малогабаритный пятикоординатный станок с компьютерным управлением предназначен для обработки деталей сложной геометрии. В зависимости от инструмента, при самых смелых оценках высота обрабатываемой детали прииспользовании 5-й координаты может достигать до 200 мм, по габаритам стола: ширина 74.5 мм, а длина 220 мм (длина и ширина заготовки может быть значительно больше, если будет возможность закрепить деталь на столе).
Основные технические данные и характеристики станка
1. Установленная мощность главного движения
- для токарной обработки–1125Вт;
- для фрезерной обработки –1050Вт.
2. Приводы.
Ø По оси Xшаговый двигатель Nema 23 PL57H76-3.0
- биполярный шаговый двигатель (2 обмотки, 4 вывода);
- размер –57мм;
- угловой шаг –1.8 градуса;
- ток фазы –3,0А;
- сопротивление фазы –1Ом;
- крутящий момент –18кг*см;
- длина двигателя – 76мм;
- вес –1100г;
- диаметр вала –8мм.
Ø По оси Yшаговый двигатель Nema 23 PL57H76-3.0
- биполярный шаговый двигатель (2 обмотки, 4 вывода);
- размер –57мм;
- угловой шаг –1.8 градуса;
- ток фазы –3,0А;
- сопротивление фазы –1Ом;
- крутящий момент –18кг*см;
- длина двигателя –76мм.
Ø По оси Zшаговый двигатель Nema 23 PL57H76-3.0
- биполярный шаговый двигатель (2 обмотки, 4 вывода);
- размер –57мм;
- угловой шаг –1.8 градуса;
- ток фазы –3,0А;
- сопротивление фазы –1Ом;
- крутящий момент –18кг*см;
- длина двигателя –76мм.
Ø Для вращения стола по оси Z (4-я координата) шаговый двигатель Nema 23 PL57H76-3.0
- биполярный шаговый двигатель (2 обмотки, 4 вывода);
- размер –57мм;
- угловой шаг –1.8 градуса;
- ток фазы –3,0А;
- сопротивление фазы –1Ом;
- крутящий момент –18кг*см;
- длина двигателя –76мм.
Ø Для поворота стола по оси X(5-я координата) шаговый двигатель Nema 23 PL57H56
- биполярный шаговый двигатель (2 обмотки, 4 вывода);
- размер –57мм;
- угловой шаг –1.8 градуса;
- ток фазы –3,0А;
- сопротивление фазы –1Ом;
- крутящий момент –12кг*см.
Ø Для токарной обработки используется двигатель C 12080 KV 150 RC
- крутящий момент –25кг (245Н);
- постоянный ток –17А;
- скорость (RPM) –9000 об/мин.
Станок имеет передвижной портал, что позволяет сохранять его габариты при работе станка. На портале располагаются шпиндель или резцедержатель, в зависимости от процесса обработки. Вся компоновка портала обеспечивает обработку по трем координатам. Четвертую (вращение стола) и пятую(наклон стола) координату обеспечивает блок, установленный на основании станка. Особенностью станка является то, что в еговозможности входит не только фрезерование, но и возможность токарной обработки. Это стало возможным благодаря использованию двух совершенно разных не зависимых друг от друга двигателей, которые придают движение четвертой координате. А именно шаговый двигатель обеспечивает вращение заготовки по мере её фрезерования. Другой двигатель обеспечивает быстрое вращение для токарной обработки. Переключение этих двигателей производится вручную, поднятием или опусканием рукоятки. В дальнейшем можно модифицировать конструкцию до полного автоматизма, а именно использовать электромагнитные муфты и ременные передачи взамен шестерен. Данная компоновка станка позволяет уменьшить его себестоимость. Наклон стола обеспечивает шаговый двигатель, передающий свое движение через червячный редуктор, который обеспечивает самоторможение. Станок можно использовать в качестве трехкоординатного, что позволит при его малых габаритах обеспечить фрезерную обработкузаготовок больших габаритов.
Разработка станка велась с применением программы NX, начиная с создания концептуальной модели, обоснования выбора варианта компоновки из нескольких предложенных. Анализ осуществлялся на различных этапах проектирования. Проектные решения проверялись на компьютерной модели. Одновременно с разработкой станка выполнялась работа по написанию постпроцессора, позволяющая отрабатывать внедряемые программы на станке.
Создание имитации движения в системе. Концептуальная разработка кинематических механизмов NX
Имитация движения механизма позволяет непосредственно увидеть движение его частей. Это важно, но зачастую этого бывает недостаточно. Unigraphics предоставляет в распоряжение инженера инструмент постановки задач анализа пересечений, минимальных зазоров и трассировки двигающихся деталей. При последующей имитации движения можно поставить разные условия: остановить движение при соприкосновении или уменьшении зазора между деталями, создать тело в пересечении указанных звеньев, дать сообщение о нарушении условия и продолжить движение. Анализ работы механизма включает в себя также возможность определения и представления в табличном или графическом виде полей перемещений, скоростей и ускорений интересующих точек. Анализируются силы реакций, которые могут быть использованы для расчета на прочность данных деталей.
Определить механизм можно как на основе простого набора отдельных моделей в одной части (файле), так и на уровне сборки. Последний вариант удобнее: он позволяет преобразовать заданные сборочные ограничения (условия стыковки) в кинематические связи. Здесь реализуется еще один базовый принцип Unigraphics: единожды введенная информация используется в работе остальных модулей при решении самых разных задач.
Создание механизма включает в себя следующие этапы:
- определение звеньев механизма в виде набора любых геометрических элементов: твердых тел, поверхностей, кривых, точек;
- задание кинематических связей между звеньями: вращение в плоскости, линейное перемещение, вращение с перемещением вдоль оси вращения, винтовая пара, ременная передача, кардан, сферический шарнир, двухосевое перемещение в плоскости, зубчатая рейка, зубчатая передача, движение точки по кривой и «обкатка» кривой по кривой;
- задание приложенных сил и крутящих моментов, а также различных случаев, являющихся результатом взаимодействия двух тел;
- задание закона движения в виде стандартной линейной функции, гармонической функции, некоей функции движения общего вида.
По завершении этих этапов задается временной интервал, осуществляется имитация движения.
Рассмотрим подробнее процесс создания механизма.
В среде NX можно воспользоваться несколькими приложениями для создания кинематики. Я воспользуюсь приложением «концептуальная разработка кинематических систем». В других версиях NX, возможно, изменено оглавление, а данное приложение может называться «Mehanotronics».
Заходим в приложение«концептуальная разработка кинематических систем». На данном этапе мы уже имеем модель станка в контексте сборки.
Первоначальной задачей является указать характер тел. В нашем случае мы выбираем жесткие тела.
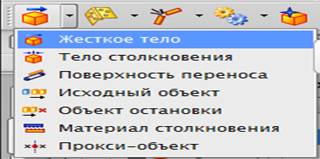
Рис.2. Выбор элемента задачи
Указываем каждый элемент, учитывая его движение, т.е. необходимо указать несколько элементов как одно целое. Например, станина- неподвижная часть станка. Она состоит из трех элементов. На станину крепятся некоторые элементы четвертой координаты, направляющие валы с креплениями, шаговый двигатель, подшипник и элементы крепежа. Целесообразно объединить эти элементы в одно «жесткое тело».
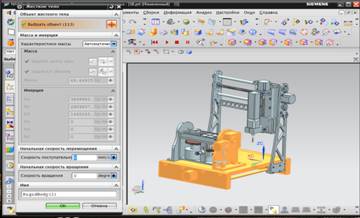
Рис.3. Элементы, участвующие в сборке
Таким образом указываем все элементы, участвующие в сборке.
Когда все элементы выбраны, необходимо указать характер их движения: шарнирное соединение, соединение со скольжением, цилиндрическое соединение, шаровое соединение, неподвижное соединение, соединение угловой пружиной, соединение линейной пружины, соединение углового предела, соединение с линейным пределом.
В появившимся диалоговом окне задаем необходимые параметры. А именно для демонстрации передвижений используем траекторию движения заранее созданной операции сверления. Для этого выписываем все координаты движения инструмента при обработке отдельно для XYZ. Для данного примера используем координату Y. Создаем Новый профиль движения. Полученные координаты заносим в таблицу. Важным моментом является правильное ориентирование во времени. А именно в один и тот же момент времени инструмент может передвигаться как в одном направлении, так и по трем координатам. В нашем случае это является наглядным примером. По графикам движения видим, что в определенный момент времени инструмент по заданной оси осуществляет движение, затем «зависает в определенном положении» до определенного времени. В этот момент инструмент продолжает движение по заданной траектории, но по другой координате.
В качестве приводов станка были выбраны шаговые двигатели. Дополнительно в крайних точках перемещения подвижных частей станка установлены индукционные датчики, позволяющие сбрасывать накопленные погрешности обработки при перемещении в референтную точку и предотвращать перебеги. На угловые координаты предусматривается постановка датчиков угла поворота.
Управление приводами станка осуществляется от персонального компьютера. Подключение компьютера к станку осуществляется с помощью платы коммутации, к которой подключены драйверы шаговых двигателей. (Использовались драйверы PLD 57 от Purelogic К&D, работающие со стандартным протоколом управления STEP/DIR/ENABLE, сигналы управления и напряжение питания подаются через разъем типа DB-9.)
Ограничение числа сигнальных линий LPT-порта потребовало применения интерфейсной платы PLC4x-G2. Это позволяет одновременно управлять пятью шаговыми двигателями, считывать сигналы от трех индукционных датчиков конечного положения и одного датчика угла поворота.
Программа взаимодействия компьютера со станком через внешние порты написана на языке С++/CLI(ManagedC++).
Постпроцессор способен интерпретировать команды CLDataдля перемещений по отрезкам прямых и по дугам окружностей. По дугам окружностей постпроцессор перекодирует информацию в управляющие сигналы только в плоскостях XY, XZ, YZ.
Малогабаритным пятикоординатным станком с компьютерным программным управлениемвременно в качестве управляющей программы использована компьютерная программа MACH 3 с официального источника.
Mach3 превращает обычный компьютер в контроллер станка с ЧПУ. Это очень богатые возможности, они обеспечивает большую ценность для тех, кто нуждается в пакете управления ЧПУ. Mach3 работает на большинстве ПК с Windows, чтобы управлять движением двигателей (шаговые и серво) путем переработки G-Code. Mach3 настраивается и используется для многих приложений с многочисленными типами оборудования(рис.4).
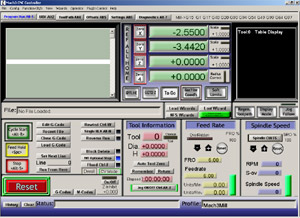
Рис.4.Управляющая программа Mach3
Планируется разработать свою управляющую программу, которая позволит максимально использовать возможности многоосевой обработки.

Рис. 5. Малогабаритный пятикоординатный станок с компьютерным управлением
Заглядывая в недалёкое будущее, планируется оснастить данной установкой учебные заведения в средних дошкольных учреждениях и лабораторные кабинеты институтов технической направленности. Это будет развивать у потенциальных абитуриентов и выпускников институтов навыки работы со станками с программным управлением.
Рецензенты:Руденко С.А., д.т.н., главный конструктор многокорпусных судов и кораблей ОАО «Зеленодольское проектно-конструкторское бюро», г. Зеленодольск;
Лунёв А.Н., д.т.н., профессор кафедры «Технологии машиностроительных производств» КНИТУ –КАИ, г. Казань.
Библиографическая ссылка
Абзалов А.Р., Трофименко О.В., Белавин А.Ю. МАЛОГАБАРИТНЫЙ ПЯТИКООРДИНАТНЫЙ СТАНОК С КОМПЬЮТЕРНЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ // Современные проблемы науки и образования. 2015. № 1-2. ;URL: https://science-education.ru/ru/article/view?id=20167 (дата обращения: 02.08.2026).