



Нами при разработке технологических схем были приняты во внимание результаты и опыт приготовления эффективных модификаторов, описанные в научно-технической литературе [1, 2].
В основу утилизации фосфогипса (отход производства фосфорной кислоты), послеспиртовой барды (отход производства спирта), молочной сыворотки (отход молочного производства) был применен способ эмульгирования с помощью современного диспергатора роторно-пульсационного аппарата (РПА). Особенности конструкции РПА и принцип его действия описаны в работах [2-3].
Эмульгирование – способ перевода гидрофобизаторов в водоразбавимые продукты, которые удобно применять в технологии строительных материалов.Практика показывает эффективность и перспективность приготовления комплексных добавок, сочетающих гидрофобизирующий и гидрофилизирующий ингредиенты, с эмульгированием их в прямые эмульсии. Эффективность таких добавок в цементных системах значительно выше, чем отдельных гидрофилизатора и гидрофобизатора[2-3].
Объектом исследования являлась технология производства газобетонных изделий безавтоклавного твердения на основе цементного вяжущего. Предметом исследования являлись модифицированные газобетонные изделия на основе отходов промышленности и вторичного сырья.
Для изготовления модифицированного газобетона в качестве вяжущего использовали портландцемент завода ООО «Калужский цементный завод», соответствующий требованиям ГОСТа 31108-2003«Цементы общестроительные. Технические условия».Химический и минеральный составы цемента приведены в таблицах 1 и 2.
Таблица 1
Химический состав портландцемента
|
Завод- изготовитель |
Класс прочности (МПа) |
Химический состав, мас.% |
|||||
|
SiO2 |
AL2O3 |
Fe2O |
CaO |
MgO |
SO3 |
||
|
ООО «Калужский цементный завод» |
ЦЕМ I 42,5Н |
21,11 |
5,58 |
4,33 |
65,4 |
0,95 |
0,9 |
Таблица 2
Минеральный состав, %, портландцемента ЦЕМ I 42,5Н (ООО «Калужский цементный завод»)
|
Алит - C3S(3CaO∙SiO2) |
Белит - C2S(2CaO∙SiO2) |
C3A(3CaO∙Al2O3) |
C4AF(4CaO∙Al2O3∙Fe2O3) |
|
59,2 |
16,4 |
6,5 |
15,1 |
Результаты испытаний цемента приведены в таблице 3 согласно требованиям ГОСТ 310.1–76«Цементы. Методы испытаний. Общие положения», ГОСТ 310.2–76«Цементы. Методы определение тонкости помола», ГОСТ 310.3–76«Цементы. Методы определения нормальной густоты, сроков схватывания и равномерности изменения объема», ГОСТ 310.4–81«Цементы. Методы определения предела прочности при изгибе и сжатии»,регламентирующие показатели качества и методы испытания портландцемента.
Таблица 3
Результаты испытаний цемента ЦЕМ I 42,5Н (ООО «Калужский цементный завод»)
|
Насып-ная плот-ность, кг/м3 |
Истин-ная плот-ность, кг/м3 |
Удельная поверх-ность, см2/г |
Нормаль-ная густота теста, % |
Сроки
схватывания, |
Предел прочности в возрасте 28 суток, МПа |
||
|
начало |
конец |
изгиб |
сжатие |
||||
|
1250 |
3100 |
2950 |
26,0 |
2-45 |
8-30 |
5,9 |
48,0 |
В качестве кремнеземистого компонента применяли кварцевые пески карьеров, расположенных вМосковской области и п. Хромцово Ивановской области. Результаты испытаний мелкого заполнителя разных карьеров приведены в таблице 4.
Таблица 4
Результаты испытаний песков
|
Месторождение песка |
Характеристика песка |
||||
|
Модуль крупности |
Насыпная плотность, кг/м3 |
Плот-ность, кг/м3 |
Пустот-ность, % |
Загрязнен-ность, % |
|
|
ОАО «Хромцовский карьер» |
2,1 |
1515 |
2630 |
43 |
1,8 |
|
ООО «Сычевский ПТК» |
2,2 |
1550 |
2600 |
42 |
2 |
Свойства песка определяли методами ГОСТ 8735–88 «Песок для строительных работ. Методы испытаний».Результаты испытаний показали, что пески по содержанию глинистых, пылевидных и органических примесей, гранулометрическому составу соответствуют стандартным требованиям (ГОСТ 8376-93, ГОСТ 8267-93). Химические составы песков приведены в таблице 5.
Таблица 5
Химические составы песков
|
Карьер |
Основные оксиды, % |
||||||||
|
SiO2 |
Al2O3 |
Fe2O3 |
CaO |
MgO |
SO3 |
K2O |
Na2O |
п.п.п |
|
|
ОАО «Хромцовский карьер» |
71,8 |
15,32 |
2,70 |
2,52 |
0,67 |
0, 01 |
3,33 |
2,76 |
1,08 |
|
ООО «Сычевский ПТК» |
72,7 |
12,62 |
4,84 |
2,41 |
1,0 |
0, 02 |
2,86 |
2,51 |
1,06 |
Пески размалывали в шаровой мельнице до удельной поверхности 2500 – 3000 см2/г по прибору ПСХ – 2.
В качестве газообразователя применяли алюминиевую пудру марки ПАП-2, отвечающую требованиям ГОСТа 5494-95 «Пудра алюминиевая. Технические условия». Содержание активного алюминия 82%. Тонкость помола алюминиевой пудры 5000 см2/г. Заводская алюминиевая пудра покрыта тончайшей пленкой парафина и поэтому не смачивается водой. Для придания пудре гидрофильных свойств ее обрабатывают водным раствором поверхностно активных веществ (ГК, ССБ, канифольное масло и др.)
В соответствии с требованиями ГОСТ 12.1.005-88 «Общие санитарно-гигиенические требования к воздуху рабочей зоны» по степени воздействия на организм человека алюминиевую пыль относят к 3-му классу опасности. Предельно допустимая концентрация алюминиевой пыли в воздухе рабочей зоны по ГОСТ 12.1.005 - 2 мг/м3.
В соответствии с требованиями ГОСТа 12.1.044-91«Пожарная безопасность. Общие требования» алюминиевая пыль относится к группе горючих веществ. Алюминиевая пудра во взвешенном состоянии в атмосфере воздуха (аэрозоль) взрывоопасна, а в насыпном состоянии (аэрогель) –пожароопасная. При попадании в пудру воды, возможно, ее самовозгорание. Опасность возрастает по мере увеличения дисперсности пудры. При работе с пудрой необходимо избегать пыления и скоплений осевшей пыли, не допускать наличия источников инициирования воспламенения, попадания в пудру влаги. В соответствии с требованиями ГОСТа 19433-88 «Грузы опасные. Классификация и маркировка» по степени опасности груза пудру относят к опасным грузам класса 4 (легковоспламеняющиеся твердые вещества); подкласса 4.3 (вещества, выделяющие воспламеняющиеся газы при взаимодействии с водой). Составы исследуемых модификаторов приведены в таблице 6.
Таблица6
Составы модификаторов для производства ячеистых бетонов путем утилизации отходов промышленности и вторичного сырья
|
Наименование отхода промышленности и вторичного сырья |
Содержание компонентов, масс.% |
|||
|
ГМ-СБ |
ГМ-СБФ |
ГМ-СБ плюс Na2S2O3 |
ГМ-СБФ плюс Na2S2O3 |
|
|
Послеспиртовая барда
|
45 |
15 |
12 |
10 |
|
Молочная сыворотка
|
45 |
15 |
12 |
10 |
|
Фосфогипс
|
- |
45 |
- |
25 |
|
Тиосульфат натрия (ТСН)
|
- |
|
45 |
25 |
|
Остальное вода до 100%
|
||||
Способ приготовления и применения модификатора выбирался с учетом его состава, вида получаемого продукта (жидкий, порошкообразный, гранулированный) и технико-экономических показателей (себестоимость, сроки хранения, транспортирование).
В основу технологии их получения заложен ряд процессов, обобщенно их можно идентифицировать с учетом наших опытных научно-исследовательских работ как:
- способ приготовления прямой эмульсии ГМ-СБ;
- способ приготовления прямой эмульсосуспензии (пасты) ГМ-СБФ
- способ совмещения дисперсий с водными растворами солей неорганических кислот ГМ-СБ плюс Na2S2O3и ГМ-СБФ плюсNa2S2O3;
- способы применения полученных модификаторов в технологии ячеистогобетона, в частности газобетона безавтоклавного твердения [5].
Принципиальная схема получения гидрофобизирующих модификаторов типа ГМприведена на рисунке 1.
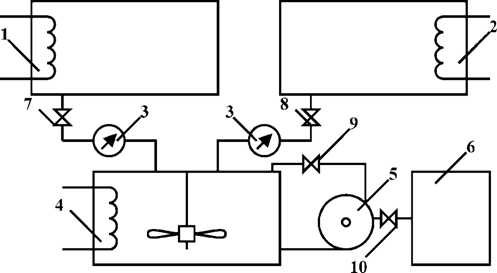
Рис.1. Принципиальная схема приготовления прямой эмульсии гидрофобизатора в водном растворе гидрофилизатора (ГМ-СБ):1 – термоемкость гидрофилизатора (послеспиртовая барда); 2 – термоемкость гидрофобизатора (молочная сыворотка); 3 – дозаторы; 4 – смеситель; 5 – гомогенизатор (диспергатор) РПА; 6 – емкость готовой продукции (прямой эмульсии); 7,8,9,10 – вентили
Предварительно разогретые продукты до температуры 40-50оС из бункеров 1 и 2 дозируются (3) и совмещаются с нагретой водой в термобункере 4. Соотношение между гидрофобизатором и гидрофилизатором (по массе сухих веществ) – 1:1. Далее полученную смесь диспергируют с помощью диспергатора РПА (5) в течение 1.5 - 3 мин (время диспергирования зависит от природы гидрофобизатора и эмульгатора, подбирается опытным путем). Эмульсия получается с помощью РПА (при давлении 0,5 - 0,6МПа) за счет интенсивных акустических колебаний, сопровождающихся кавитацией и другими гидродинамическими процессами. По глобулярному составу полученные эмульсии, как правило, относятся к тонкодисперсным. Установлено, что эффективность тонкодисперсных эмульсий в цементных системах на 20-30% выше, чем грубодисперсных, что связано с адсорбционно-десорбционными процессами, протекающими между этими дисперсиями и основными клинкерными минералами, на что в свое время указывал в своих трудах М.И. Хигерович [4].Затем производят совмещение прямой нагретой (»50°С) эмульсии с ускорителем твердения (тиосульфат натия Na2S2O3) в термобункере 5 в течение 1,5 - 3 мин в требуемых пропорциях и транспортирование готового продукта на склад готовой продукции (емкость для хранения жидких водоразбавляемых дисперсий)[6]. Результаты испытаний полученного модифицированного неавтоклавного газобетона приведены в таблице 7.
Таблица 7
Свойства неавтоклавного газобетона заводского изготовления
|
Газобетон |
Плотность,кг/м3 |
Прочность на сжатие, МПа |
Остаточная влажность, % |
Водопог-лощение, % |
Капиллярный подсос, % |
|
Контрольный
|
600 |
3,55 |
37 |
33 |
28 |
|
Модифицированный |
600 |
4,00 |
25 |
20 |
18 |
Анализ результатов испытаний показал, что модифицированный газобетон выгодно отличается от газобетона традиционной технологии. Особо следует отметить улучшение не только физико-механических, но и гидрофизических свойств, в частности остаточная влажность модифицированного газобетона снижается на 32 %, водопоглощение на 40 % и капиллярный подсос на 35 %.
Таким образом, строительный рынок и опыт строительства показывают, что в ближайшие годы нет альтернативы использованию ячеистого бетона как эффективного теплоизоляционного и конструкционно-теплоизоляционного материала для строительства дешевого и комфортного жилья.
Рецензенты:Байджанов Д.О., д.т.н., Карагандинский государственный технический университет, г.Караганда;
Жакулин А.С., д.т.н.,Карагандинский государственный технический университет, г.Караганда.
Библиографическая ссылка
Ткач Е.В., Ткач С.А., Серова Р.Ф., Сейдинова Г.А., Стасилович Е.А. ПОЛУЧЕНИЕ МОДИФИЦИРОВАННЫХ ГАЗОБЕТОННЫХ ИЗДЕЛИЙ НА ОСНОВЕ ОТХОДОВ ПРОМЫШЛЕННОСТИ И ВТОРИЧНОГО СЫРЬЯ // Современные проблемы науки и образования. 2015. № 1-2. ;URL: https://science-education.ru/ru/article/view?id=19892 (дата обращения: 01.07.2026).