



При ремонте сопряжений способом вставки ремонтной втулки возникают проблемы, связанные с качеством посадок с натягом и надежностью тонкостенных деталей. При понижении величины натяга возможен сдвиг деталей с нарушением герметичности; при увеличении величины натяга возможно трещинообразование наружной детали, зачастую имеющей конструктивно небольшую толщину.
Целью исследований является обеспечение надежности соединения с натягом и целостности деталей из хрупкого материала.
При запрессовке в чугунный фланец II чугунной втулки I (см. рис. 1) в соединении возникает контактное давление Pc. Для обеспечения неподвижности соединения [1] минимальное контактное давление должно быть таким, чтобы силы трения превышали внешние сдвигающие силы. При нагружении крутящим моментом это давление определится:
![]() (1)
(1)
где k – коэффициент запаса сцепления (обычно K=1,5¸2),
f – коэффициент трения, для стали и чугуна принимают f=0,12.
При нагружении осевой силой A:
![]() ; (2)
; (2)
При совместном действии осевой силы и крутящего момента:
 , (3)
, (3)
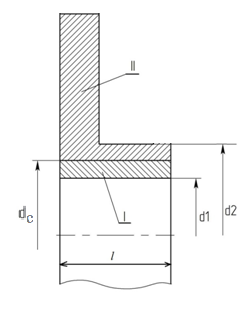
Рис. 1. Соединение фланец (II) – втулка (I)
Методы исследований. В соответствии с решением задачи Ламе для расчета составных цилиндров [4, 5, 6] величину контактного давления Pc определяют из условия совместности деформаций цилиндров I и II:
![]() , (4)
, (4)
где d – диаметральный натяг.
Для составляющих цилиндров, изготовленных из одного материала:
![]() (5)
(5)
где ![]() – радиус контактной поверхности,
– радиус контактной поверхности,
E – модуль Юнга;
![]() ;
; ![]() ;
; ![]() .
.
Под действием контактного давления в цилиндрах возникают радиальные sr и окружные sq напряжения, эпюры которых представлены на рис. 2.
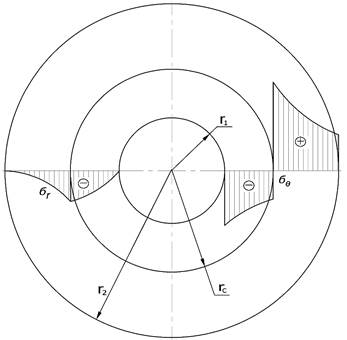
Рис. 2. Эпюры напряжений в соединении с натягом
Напряжения во внутреннем цилиндре являются сжимающими, а в наружном – растягивающими. Наибольшие напряжения возникают на внутренней поверхности внешнего цилиндра (фланца):
![]() (6)
(6)
![]() (7)
(7)
Для чугуна наиболее опасными являются окружные растягивающие напряжения ![]() .
.
Допустимый натяг в соединении можно определить из условия появления допустимых пластических деформаций:
![]() (8)
(8)
где sT – наименьшее значение предела текучести материала сопрягаемых деталей.
Поскольку сопрягаемые детали имеют ремонтные размеры, выдержать необходимые допуски на существующем оборудовании не представляется возможным. При малых объемах производства селективная сборка также невозможна. В результате допустимый натяг в соединении превышается в 15¸20% случаев, что приводит к разрушению чугунного фланца.
Снизить влияние этого фактора можно путем снижения окружного растягивающего напряжения на внутренней поверхности фланца. Внутренний диаметр втулки d1 и наружный диаметр фланца d2 конструктивно изменять нельзя, однако посадочный диаметр d поддается изменению. Анализ выражения (7) показывает, что при уменьшении rc напряжение ![]() также уменьшается при d=const, а, следовательно, некоторое увеличение d из-за неточности изготовления не приведет к превышению допускаемых напряжений на внутренней поверхности фланца, т.е. необходимо использовать втулки с наименьшим возможным диаметром d, при этом должно выполняться условие прочности для внутренней поверхности втулки:
также уменьшается при d=const, а, следовательно, некоторое увеличение d из-за неточности изготовления не приведет к превышению допускаемых напряжений на внутренней поверхности фланца, т.е. необходимо использовать втулки с наименьшим возможным диаметром d, при этом должно выполняться условие прочности для внутренней поверхности втулки:
![]() (9)
(9)
Для снижения окружных растягивающих напряжений вблизи торца фланца необходимо на втулке снять фаску под углом в 30° (см. рис. 3).
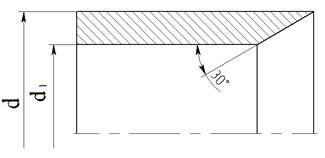
Рис. 3. Втулка с фаской
Температурные напряжения, возникающие из-за непрерывного нагрева фланца при запрессовке, также могут вызвать его разрушение. Так как при запрессовке используется жидкий азот, в начале процесса на внутренней и наружной поверхности фланца возникает большая разность температур DT, вызывающая появление окружных растягивающих напряжений ![]() на наружной поверхности фланца. При линейном законе изменения температуры:
на наружной поверхности фланца. При линейном законе изменения температуры:
![]() (10)
(10)
где m – коэффициент Пуассона,
a – коэффициент термического расширения.
Эпюра напряжений sq приведена на рис. 4.
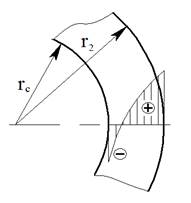
Рис. 4. Эпюра окружных температурных напряжений sq.
DT подбирается так, чтобы наибольшие окружные температурные напряжения не превышали допускаемых.
Для уменьшения контактных напряжений при запрессовке были предложены разгрузочные канавки как на втулке [2, 3], так и на торцовой поверхности фланца (рис. 5).
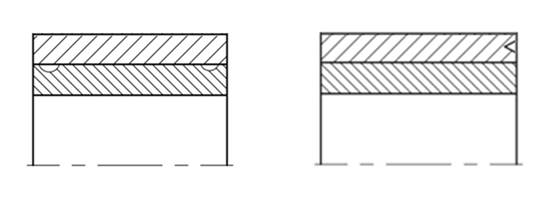
Рис. 5. Разгрузочные канавки на втулке и фланце крышки
Результаты исследований. Из вышеприведенного следует, что для обеспечения целостности деталей соединения с натягом из хрупкого материала необходимо соблюдение ограничений при температурной сборке. В соответствие с выражением (10):
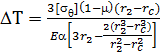 (11)
(11)
В собранном соединении натяг должен быть таким, чтобы окружные напряжения охватывающей детали не превышали предела текучести чугуна (см. выражение (8)). Необходимо также учесть, что значение предела текучести зависит от диаметра и толщины детали.
Надежность соединения с натягом в целом должна обеспечиваться минимальным контактным давлением в соответствие с выражением (3).
Рецензенты:
Федоров В.К., д.т.н., профессор, профессор кафедры электроснабжения ФГБОУ ВПО «Омский государственный технический университет», г. Омск;
Евстифеев В.В., д.т.н., профессор, профессор кафедры «Автомобили, конструкционные материалы и технологии» ФГБОУ ВПО СибАДИ, г. Омск.
Библиографическая ссылка
Редреев Г.В., Попов С.Д., Редреев П.Г., Русанов А.Н. НАДЕЖНОСТЬ ТОНКОСТЕННЫХ ДЕТАЛЕЙ В ПОСАДКАХ С НАТЯГОМ // Современные проблемы науки и образования. 2015. № 1-2. ;URL: https://science-education.ru/ru/article/view?id=19749 (дата обращения: 02.08.2026).