



При разработке экологичных и ресурсосберегающих технологий крепежных изделий важным звеном является структурный подход при подготовке сортового металлопроката [7,10], обеспечивающий функциональное управление его свойствами, за счет изменения дисперсности зерна, количества и морфологии фазовых составляющих [1,11].
В настоящее время наиболее распространенной термической операцией подготовки проката из среднеуглеродистых и легированных сталей перед холодной объемной штамповкой является отжиг на зернистый перлит в камерных или колпаковых печах.
Продолжительность отжига в данных печах составляет до 36 часов и более. Но даже после такой длительной термической выдержки в структуре металлопроката встречаются участки со следами пластинчатого перлита, и не всегда обеспечивается равномерность свойств по длине мотка.
К метизным изделиям ряда машин и промышленного оборудования предъявляются повышенные требования к наличию поверхностных дефектов - глубина поверхностных дефектов, наличие обезуглероженного слоя и чистота поверхностного слоя [4]. В действующих технологиях подготовки ответственного крепежа перед холодной объемной штамповкой горячекатаный прокат подвергают пластической деформации и снятию недопустимых дефектов поверхности путем дорогостоящей операцией обточки [8].
Способность металла к деформированию в холодном состоянии наиболее полно принято оценивать отношением σ0,2/σв. Металлопрокат считается пригодным для холодной объемной штамповки, если это соотношение ≤ 0,6, а если оно > 0,8, то это свидетельствует о его высоком сопротивлении калиброванного проката холодной пластической деформации. Использование такого металлопроката для холодной объемной штамповки приводит к перегрузкам оборудования и снижению стойкости формообразующего инструмента.
Чрезмерно высокие механические характеристики σ0,2 и σв, а, следовательно, и отношение σ0,2/σв, вызваны высоким наклепом при волочении и обточке резцами, а также неудовлетворительной микроструктурой, что является недопустимым для холодной объемной штамповки ответственных болтов. Как правило, поверхностные дефекты (закаты, плены, обезуглероженный слой и т.д.) проката удаляются поверхностной обточкой [8].
При обточке поверхности металлопроката, кроме наклепа, возникают и другие недопустимые дефекты поверхности. При такой технологической операции применяются резцы с закругленной режущей кромкой. Обточка проката в тонком поверхностном слое приводит к высоким температурам и упрочнению поверхностного слоя с образованием трещин в этом слое (глубина упрочненного слоя находится в пределах 0,15-0,3 мм). На поверхности металлопроката могут образоваться грубые винтовые резы и трещины. Неудовлетворительная центровка при обточке может приводить к неравномерному съему калиброванного проката по окружности, обезуглероженный слой остается на поверхности недопустимой величины - свыше 0,1 мм. Кроме вышеназванных недостатков, данная технология переработки проката отправляет в стружку более 5,5% металла. Самый примитивный расчет в денежном выражении при обточке одной тонны металлопроката показывает, что в стружку с одной тонны металла уходит минимум 55 кг или 1650 рублей.
В метизных компаниях, изготавливающих ответственный крепеж, например для двигателей автомобилей, традиционно используют среднеуглеродистые стали марок 35, 38ХА и 40Х. С целью удаления поверхностных дефектов и устранения обезуглероженного слоя производится обточка или травление калиброванного проката. Изготовленный прокат на готовом размере перед холодной объемной штамповкой крепежа должен отвечать механическим характеристикам, предъявляемые требованиями ГОСТ 10702-78 «Сталь качественная конструкционная углеродистая и легированная для холодного выдавливания и высадки». Требования к условному пределу текучести σ0,2 ГОСТ 10702-78 не регламентирует.
Методика проведения эксперимента
Механические свойства образцов определяли на разрывной машине ЦДМ-100, шкала 20 кг, твердость на приборе Роквелла по шкале С на параллельно шлифованных лысках, микроструктуру - на поперечных микрошлифах с использованием микроскопа «Неофот-21» при увеличении х500, травление образцов производили в 4% растворе азотной кислоты в этиловом спирте.
В действующем технологическом процессе (рис. 1) горячекатаный прокат, предварительно калибруется, затем осуществляется изотермическая обработка: нагреваются бунты проката (например в соляной ванне с составом 78% ВаСl и 22% NaСl) и закаливаются в селитровой ванне (например, с составом 50% KNO3 и 50% NaNO3), охлаждаются на воздухе, затем в воде. Болты высаживаются из калиброванного проката.
При этом режимы первичного и вторичного волочения не указаны, хотя они во многом определяют механические характеристики при этом виде обработки. Закалочные селитровые ванны с составом 50% KNO3 и 50% NaNO3 при наличии влаги являются взрывоопасными. Другим недостатком данного способа является неравномерность механических характеристик по длине и сечению проката, так как обработка проката производится в бунтах.
Предлагаемым технологическим процессом [2] решается задача изготовления болтовых изделий без их закалки и отпуска после высадки холодным способом, а, следовательно, более ресурсосберегающего, экологичного и менее энергоемкого. При этом обеспечивается получение требуемых механических характеристик проката за счет равномерной структуры сорбита патентирования по сечению и длине проката с сохранением требуемой прочности и пластичности.
Это достигается тем, что в способе обработки горячекатаного проката под высадку болтов, включающем первичное волочение проката, патентирование в ванне со свинцом, нагретого до температуры 550ºС с последующим охлаждением на воздухе, вторичное волочение; перед первичным волочением горячекатаный прокат отжигают при температуре 770-790ºС в течение 3-4 часов, охлаждают с печью до 660- 680ºС, выдерживают в течение 3-4 часов, охлаждают до комнатной температуры; первичное волочение осуществляют со степенями обжатия 12-19%, патентирование осуществляют в ванне со свинцом, нагретым до температуры 550ºС с последующим охлаждением на воздухе; вторичное волочение после патентирования осуществляют со степенью обжатия 6-8%.
Отжиг горячекатаного проката позволяет перевести пластинчатый перлит в зернистый (глобулярный) перлит, который желателен при первичном волочении с большими обжатиями проката. Первичное волочение позволяет получить промежуточный размер заготовки и необходимые механические характеристики калиброванного проката с учетом степени обжатия. Патентирование обеспечивает получение микроструктуры сорбита патентирования с требуемыми механическими характеристиками проката. Вторичное волочение обеспечивает получения окончательного размера проката под дальнейшую холодную высадку болтовых изделий при требуемой прочности, пластичности и твердости. Режимы обоснованы экспериментально.
С целью обоснования оптимального режима предлагаемой технологической схемы в работе исследовался горячекатаный прокат в мотках стали перлитного класса марки 38ХА для изготовления болтовых изделий класса прочности 8.8 (ГОСТ Р 52627-2006) с диаметром резьбы М10 и М12. Химический состав стали соответствовал ГОСТ 10702-78 «Сталь качественная конструкционная углеродистая и легирована для холодного выдавливания и высадки».
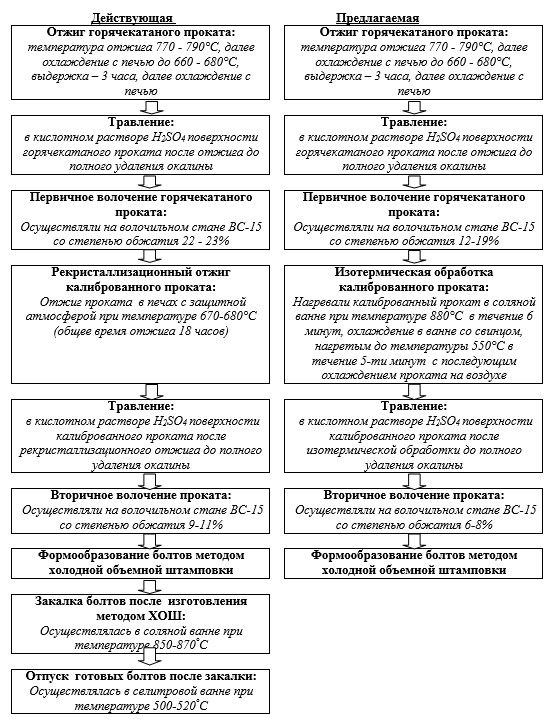
Рис. 1. Сравнительные технологические схемы производства калиброванного проката стали 40Х и 38ХА для изготовления болтовых изделий методом холодной объёмной штамповки
Отжиг горячекатаного проката проводился нагревом при температуре 780ºС в течение 4 часов, охлаждали с печью до температуры 670ºС, выдерживали 3,5 часа, охлаждали с печью.
Затем осуществляли первичное волочение на волочильном стане со степенью обжатия 18%. Нагревали прокат в соляной ванне с составом 78% ВаСl и 22% NaСl до температуры 880ºС в течение 6 минут. Патентирование проката осуществляли в ванне со свинцом, нагретым до температуры 550ºС, 5 минут, охлаждали на воздухе. После патентирования проводили вторичное волочение со степенью обжатия 7%.
В других примерах менялась температура отжига (760,770, 790 и 800ºС) при средних значениях степеней обжатия, выдержки с печью и режима патентирования. Оптимальной оказалась температура отжига в печи 770-790ºС. При уменьшении температуры отжига (760ºС) пластинчатый перлит не переходит полностью в зернистый перлит. При увеличении температуры отжига (800ºС) происходит увеличение размеров зерна, а это приводит к снижению прочностных и пластических характеристик. Охлаждение с печью до температуры 660-680ºС выбрано с учетом того, что при температуре менее 660ºС удовлетворительная микроструктура, а при температуре более 680ºС растет зерно, что нежелательно. При этом выдержка 3-4 часа эффективна, т.к. при выдержке менее 3 часов структурные превращения не успевают пройти, в результате чего получаем неравномерные механические свойства. Выдержка более 4 часов экономически нецелесообразна и затягивает технологический процесс.
При первичном волочении меняли степень обжатия проката (10, 12, 14, 16, 19, 21 и 23%) при средних значениях температуры отжига, выдержки, режима патентирования, степени обжатия при окончательном волочении. Оптимальной оказалась степень обжатия проката от 12 до 19%. При уменьшении степени обжатия (9%) остается овальность на прокате, выявляется неравномерность механических свойств по сечению и длине проката. При увеличении степени обжатия (23%) повышается прочность и снижается пластичность.
Температуру при патентировании меняли от 500ºС до 600ºС при средних значениях температуры отжига, выдержки, степени обжатия при первичном волочении и степени обжатия при вторичном волочении. Оптимальной температурой патентирования оказалась 550ºС. При уменьшении температуры патентирования (500ºС) в течение 5 минут не заканчиваются полностью превращения аустенита и при последующем охлаждении на воздухе оставшийся аустенит переходит в мартенсит. Это недопустимо для проката, используемого для холодной высадки. При увеличении температуры патентирования (600ºС) получили низкие прочностные характеристики проката, которые не удовлетворяют требованиям класса прочности 8.8.
Степень обжатия проката при вторичном волочении менялась: 4, 5, 7, 9 и 10% при средних значениях температуры отжига, выдержки, режима патентирования, степени обжатия при первичном волочении. Оптимальной была принята степень обжатия проката от 6 до 8%. Оказалось, что при уменьшении степени обжатия (4%) повышается износ волочильного инструмента, а при увеличении степени обжатия (10%) увеличиваются прочностные показатели, а пластичность проката снижается.
Повторялись эксперименты на горячекатаном прокате стали марки 40Х с химическим составом по ГОСТ 10702-78. Сталь марки 40Х позволяет получать аналогичные результаты. Результаты приведены в таблице.
Механические свойства калиброванного проката по предложенной технологии и прототипу
|
Способ |
σв, МПа |
σт, МПа |
Ψ, % |
δ, % |
НRC |
Примечание |
|
Предлагаемый |
||||||
|
Сталь 38ХА |
|
|
|
|
|
- |
|
Калиброванный прокат Ǿ11,65 |
900 |
810 |
58 |
15,2 |
24 |
Показатели σв,и σт, выше, т.к. выше диаметр калиброванного проката |
|
Калиброванный прокат Ǿ9,7 |
890 |
890 |
57,5 |
14,8 |
24 |
- |
|
Прототип |
||||||
|
Сталь 40Х |
|
|
|
|
|
- |
|
Калиброванный прокат Ǿ11,65 |
900-920 |
700-730 |
56-57 |
13,8 |
24-25 |
- |
Результаты и их обсуждение
Начальной заготовкой для производства калиброванного проката является горячекатаный прокат, который приобретается для метизных предприятий с прокатных станов металлургических заводов. Прокат после горячей прокатки (на металлургическом заводе) имеет заметные следы упрочнения. Переработка металлопроката без дополнительной термической обработки при волочении приводит к повышению удельных нагрузок на 15-20 %. Наибольшее снижение удельных усилий при высадке достигается при получении крупнозернистой структуры. Однако пластичность с увеличением размера зерна уменьшается.
Размер зерна стали является одним из основных факторов, влияющих на физико-механические свойства проката. Назначение режимов обработки металлопроката стали 40Х, которые формируют размер зерна, обеспечивают получение бездефектных изделий, отвечающих необходимым эксплуатационным требованиям. Однако ГОСТ 52643-2006 «Болты и гайки высокопрочные и шайбы для металлических конструкций» требует контроля величины действительного зерна только к крепежу класса прочности класса 10.9 и 12.9. К крепежу класса прочности 8.8 и 9.8 данный вид контроля не предъявляется. Волочение и термическая обработка проката являются наиболее применяемыми технологическими операциями при изготовлении калиброванного проката для производства крепежных изделий. Результаты исследования микроструктуры горячекатаного проката диаметром 12,0 и 14,0 мм показали, что она представляет собой «перлит + феррит».
Горячекатаный прокат имеет по длине неравномерные механические характеристики. Прочностные характеристики у образцов, взятых от внутренних и внешних концов различны: σв,и σ0,2 выше у внешних концов и ниже у внутренних концов мотка. Это связано с более высокой скоростью охлаждения внешней стороны мотка. Микроструктура у внешних концов более мелкодисперсная, хотя составляющая её одинаковая. Пластические характеристики и твердость у внешних и внутренних концов практически одинаковые.
Зерно микроструктуры является одним из параметров, характеризующих структуру металла. Результатом формоизменения при волочении проката стали 40Х является пластическая деформация каждого зерна. Зерна структуры горячекатаного проката ориентированы неодинаково, а это определяет, что пластическая деформация не будет протекать одинаково и одновременно во всех объемах поликристалла. При волочении в результате процессов скольжения зерна меняют свою форму. В исходном состоянии зерно горячекатаного проката имеет округлую, относительно равноосную форму. После процесса волочения, в результате смещения по плоскостям скольжения, зерна вытягиваются в направлении действующих сил, образуя волокнистую структуру.
Процесс волочения проката характеризуется схемами главных напряжений и деформаций. При деформировании проката методом волочения схема главных напряжений определяется одним напряжением растяжения (первичное) и двумя напряжениями сжатия (вторичное). При технологической операции волочения схема главных деформации полностью соответствует схеме главных напряжений. Зерна структуры калиброванного проката стали 40Х приобретают выраженную ориентацию вдоль оси деформации растяжения. После технологической операции волочения со степенью деформации от 3 до 10% ориентация зерен происходит медленно; при волочении со степенью 10-12% доля ориентированных зерен составила 16-17%. При степенях обжатия до 15% деформация по поперечному сечению распределяется неравномерно. При волочении с такими степенями обжатий ориентация зерен структуры и искажений кристаллической решетки большую величину имеют в периферийных слоях. При волочении со степенями обжатий более 25% деформации по поперечному сечению имеют близкие значения по всему объему. Наиболее интенсивно ориентация структурных составляющих вдоль оси деформации происходит при степени обжатия 20%. При степенях деформации от 40 до 60% зёренная структура составляет 100% структуры, т.е. практически все составляющие микроструктуры ориентированы вдоль оси деформации.
Интенсивность изменений и размеров зерен различна в разных зернах, так как она определяется их углом ориентировки относительно внешних сил и, следовательно, разной степенью развития скольжения. Величина упругих растягивающих напряжений на поверхности тянутого проката тем выше, чем меньше деформация за одну протяжку. С увеличением единичных обжатий напряжения на поверхности и внутри уменьшаются, а при сильных протяжках меняют знак. Благодаря тормозящему действию волочильного отверстия, происходит отставание поверхностных слоев от внутренних. В результате поверхность находится в упруго-растянутом состоянии, а сердцевина в упруго-сжатом. При пластической деформации происходит некоторое увеличение удельной поверхности зерен, вызванное их вытягиванием и направлением течения металла.
Микроструктура проката стали 40Х соответствует ГОСТ 4543-71. Величина аустенитного зерна не крупнее номера 5. При очень мелком зерне возрастает усилие деформации, а при значительном размере зерен структуры калиброванного проката возможно скалывание и расслоение готовых изделий. Микроструктура калиброванного проката не имеет грубопластинчатого перлита, игольчатости, поскольку они резко снижают пластичность и ударную вязкость.
Для получения требуемой структуры, оптимальных прочностных показателей, повышения пластичности проката до величин, при которых обеспечивается работа без перегрузок, высокая стойкость инструмента, применяют термическую обработку. Термообработка - самый распространенный в современной технике способ изменения свойств металлов. Нагрев металлопроката стали 40Х в интервале температур 100-400°С не приводит к изменению микроструктуры. Появление отдельных мелких равноосных зёрен, свидетельствующих о начале рекристаллизации, отмечено при отжиге 550°С. Отжиг при температуре 600°С у стали 40Х сопровождается первичной рекристаллизацией. Для получения структуры сорбита применили изотермическую операцию обработки проката. Дисперсность частиц сорбита определяется, прежде всего, температурой изотермической среды. Температура нагрева, равная 880ºС, должна обеспечить гомогенизацию аустенита. Изотермическая обработка калиброванного проката после волочения проводилась по режиму: нагревали калиброванный прокат в соляной ванне составом 78% BaCl2 и 22% NaCl, температура аустенизации - 880ºС, охлаждение в ванне со свинцом при температуре 540 - 550 ºС с выдержкой шесть минут. Точность регулирования температуры при изотермической обработке составила ±5ºС. При нагреве (880ºС) и выдержке проката в селитровой ванне при температуре 550°С в течение 6 минут аустенит распадается на смесь тонкопластинчатого строения - сорбит.
При температуре изотермической выдержки в ванне со свинцом при температуре 550°С происходит возрастание пластических свойств, снижение прочности и твердости. Данные характеристики металлопроката позволяют получать из него крепеж классом прочности 8.8 методом холодной объемной штамповки без последующей их термической закалки и отпуска.
Анализ полученных результатов показал, что комплекс механических характеристик калиброванного проката сталей марки 40Х и 38ХА сформировался благодаря изотермической операции обработки и деформационному упрочнению методом волочения.
Выводы
Разработанная экологичная и ресурсосберегающая схема технологической обработки относится к области механико-термической обработки деталей из стали перлитного класса и может быть использована при изготовлении болтовых метизных изделий. Способ обработки проката включает первичное волочение, патентирование в ванне со свинцом, нагретым до температуры 550ºС, с последующим охлаждении на воздухе, вторичное волочение; при этом перед первичным волочением горячекатаный прокат отжигается при температуре 770-790ºС в течение 3-4 часов, охлаждается с печью до 660- 680ºС, выдерживается в течение 3-4 часов, охлаждается до комнатной температуры; первичное волочение осуществляется со степенями обжатия 12-19%, вторичное волочение после патентирования осуществляется со степенью обжатия 6-8%. Способ является трудо- и энергосберегающим и обеспечивает равномерную структуру, требуемые механические и пластические характеристики по сечению и длине проката.
Рецензенты:
Панов А.Ю., д.т.н., профессор, директор ИПТМ, Нижегородский государственный технический университет им. Р.Е. Алексеева, г. Нижний Новгород.
Кузьмин Н.А., д.т.н., профессор, зав. кафедрой автомобильного транспорта Нижегородского государственного технического университета им. Р.Е. Алексеева, г. Нижний Новгород.
Библиографическая ссылка
Филиппов А.А., Пачурин В.Г., Пачурин Г.В. ЭКОЛОГИЧНЫЙ СПОСОБ ПОДГОТОВКИ ПРОКАТА ДЛЯ БОЛТОВЫХ ИЗДЕЛИЙ // Современные проблемы науки и образования. 2015. № 1-1. ;URL: https://science-education.ru/ru/article/view?id=17940 (дата обращения: 01.07.2026).