



Децентрировки рабочих сферических, асферических и плоских рабочих поверхностей линз объективов нарушают осевую симметрию их оптических систем и приводят к различным аберрациям создаваемого изображения. Монохроматические и хроматические аберрации, такие как кома, астигматизм, дисторсия, кривизна изображения и хроматизм, вызванные децентрировкой линзовых компонентов, возникают как в центре (осевые), так и на краях поля зрения (полевые). Центрировка всех рабочих поверхностей линзовых компонентов объектива вызывает технологические сложности, а компенсация упомянутых аберраций одновременно и в центре, и на краю поля зрения приводит к теоретическим и конструктивным проблемам создания оптимальной его конструкции. В данной статье излагаются конструкторско-технологические решения, направленные на повышение точности центрировки рабочих поверхностей линз на примере фотолитографического объектива штабельной конструкции.
Технологические и конструкторские методы борьбы с аберрациями из-за децентрировок рабочих поверхностей линз
Под децентрировками линз понимают смещения центров кривизны сферических рабочих поверхностей линз с базовой (оптической) оси объектива, неперпендикулярность к ней плоских рабочих поверхностей или несовпадения с ней осей симметрии асферических рабочих поверхностей. Для уменьшения или устранения аберраций из-за децентрировок линзовых компонентов существуют разнообразные технологические и конструктивные мероприятия и методы [9, 5, 2]. Технологические мероприятия направлены на повышение точности центрировки отдельных линз и линзовых склеек объектива при их изготовлении и в оправах при сборке. Наиболее эффективной считается центрировка линзы в оправе в процессе сборки и результативная (от оптической оси) обработка в номинальный размер базовых поверхностей оправы от оптической оси, закрепленной в ней линзы или склейки [2, 4, 3, 7].
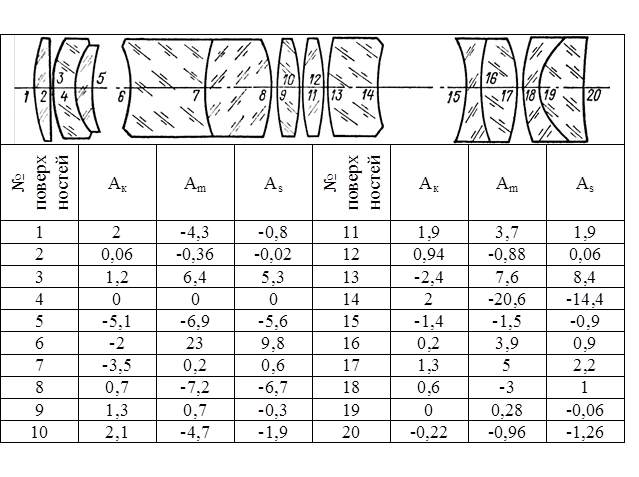
Конструкторские мероприятия заключаются в создании такой конструкции объектива, которая позволяет осуществлять центрировку линзовых компонентов объектива или компенсацию влияния децентрировок компонентов на вызываемые ими аберрации в процессе юстировки всего объектива. Центрировка компонентов осуществляется их радиальным сдвигом, разворотом, или наклоном относительно базовой (оптической) оси объектива [9, 5, 2]. Наиболее удобной с позиции юстировки является штабельная конструкция объектива, где оправы линзовых компонентов последовательно устанавливаются друг на друга и обычно соединяются друг с другом резьбовыми шпильками или винтами [9, 2, 7]. В штабельной конструкции корпус отсутствует, поэтому в ней легче осуществить радиальный сдвиг оправ и их развороты (в пределах бобовидных пазов под крепящие винты) для осуществления взаимной центрировки линз. Так как у линзы или склейки линз, находящейся в оправе, направления и значения векторов децентрировок рабочих поверхностей различаются, то сдвигами и разворотами оправы невозможно отцентрировать все поверхности. Поэтому остаточные аберрации собранного объектива обычно компенсируют смещением определенного его компонента, вводя аберрацию обратного знака. Особенно трудно компенсировать аберрации одновременно и в центре (кому на оси), и на краю (астигматизм, дисторсию, кривизну изображения) поля зрения. Обусловлено это тем, что коэффициенты влияния децентрировок поверхностей на аберрации в центре и на краю поля зрения могут существенно различаться. Например, для 8-ми компонентного объектива фотоповторителя (см. табл.), приведенного в [1], коэффициенты влияния (Ак, Аm,Аs) децентрировки (∆с) каждой из 20-ти рабочих поверхностей на волновые аберрации в волновой мерев центре поля изображения (∆ωк=Ак∆с) и для края поля (диаметром 35мм) в меридиональном (∆ωm=Аm∆с) и сагиттальном (∆ωs=Аs∆с) сечениях, в большинстве случаев существенно различаются. Анализ коэффициентов влияния позволяет оптимизировать выбор коррекционных элементов для компенсации тех или иных аберраций. Так, в данном фотоповторителе, радиальный сдвиг оправы 6-го компонента практически не приводит к изменению аберрации (комы) на оси, но изменяет полевые аберрации, а сдвиг второго компонента (склейки) изменяет кому при незначительном изменении полевых аберраций, что указывает на возможность осуществления независимой их юстировки.
Оптическая схема и коэффициенты влияния объектива фотоповторителя
В широкоугольных объективах большинство аберраций, вызванных децентрировкой его компонентов, существенно изменяется по полю зрения, что затрудняет их устранение компенсацией и требует осуществлять как можно более точную центрировку всех рабочих поверхностей относительно базовой оси.
Автоматизированная центрировка линз объективов штабельной конструкции
Центрировка большинства рабочих поверхностей линз объектива штабельной конструкции возможна при его сборке на модернизированных станциях для автоматизации процесса центрировки оптических деталей в их оправах [8, 6]. Например, на модернизированной станции «OptiCentrik» фирмы TRIOPTICS [4, 6], предназначенной для центрировки линзы наклоном или сдвигом в оправе при её вклейке быстроотвердевающим клеем под действием УФ-освещения. Базовой (оптической) осью собираемого объектива при этом будет являться стабильная ось вращения стола станции, биение которой в аэростатических направляющих обычно не превосходит 0,1-0,3 мкм. На рисунке представлена функциональная схема станции для центрировки линз объектива штабельной конструкции. Она содержит: стол 1, вращающийся в прецизионных аэростатических подшипниках, выставленный строго перпендикулярно к оси вращения; оправы 2-5 линзовых компонентов штабельного объектива, которые последовательно устанавливаются на стол 1; 6-автоматизированный автоколлиматор для контроля центрировок рабочих поверхностей линз и управления манипулятором; 7-автоматизированный пьезо-манипулятор для радиального смещения оправ линз и наклона линз в оправах; 8-дистанционное кольцо.
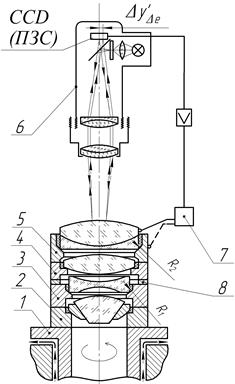
Функциональная схема станции для центрировки объектива штабельной конструкции
Если центр кривизны поверхности линзы не будет располагаться на оси вращения (или плоская поверхность не будет ей перпендикулярна), то в плоскости ПЗС-матрицы автоколлиматора возникает биение его изображения, которое устраняется с помощью манипулятора, воздействующего на оправу или линзу. Один из центров кривизны линзы приводится на ось вращения манипулятором сдвигом оправы, а другой – наклоном линзы вокруг первого центра кривизны. Для этого конструкция оправ может быть выполнена составной, с промежуточной частью, которая может поворачиваться относительно основной части (оправа 2), либо наклоняться на плоском опорном буртике оправы (оправа 4), либо наклоняться на сферическом опорном буртике под линзу или склейку (оправы 3,5). Заметим, что для склейки линз (оправа 5) расположить все три центра кривизны её рабочих поверхностей на оси вращения не представляется возможным. Однако децентрировки склеенных поверхностей линз обычно влияют на аберрации существенно слабее поверхностей, граничащих с воздухом. Если же их влияние существенно, то нужно назначать жесткие допуски на их центрировку при склейке, либо не использовать склейки линз, либо предусматривать компенсацию влияния остаточных децентрировок. Подобным рекомендациям следует придерживаться так же в случаях, когда рабочие поверхности некоторых линзовых компонентов объектива представляют собой асферические поверхности.
Выводы
Центрировка рабочих поверхностей линз объективов при их сборке может быть обеспечена технологическими методами, используя соответствующее современное автоматизированное оборудование. Штабельные конструкции объективов со специальными конструкциями оправ позволяют осуществить наиболее полную центрировку всех линзовых компонентов в процессе их последовательной сборки. Компенсацию остаточных аберраций из-за децентрировок рабочих поверхностей линз необходимо осуществлять с учетом коэффициентов влияния децентрировок на аберрации в центре и на краю поля зрения.
Рецензенты:
Зверев В.А., д.т.н., профессор, Университет ИТМО, г. Санкт-Петербург;
Мамедов Р.К., д.т.н., профессор, Университет ИТМО, г. Санкт-Петербург.
Библиографическая ссылка
Буй Д.-., Белойван П.А., Латыев С.М., Табачков А.Г. ЦЕНТРИРОВКА ОБЪЕКТИВОВ ШТАБЕЛЬНОЙ КОНСТРУКЦИИ // Современные проблемы науки и образования. 2015. № 1-1. ;URL: https://science-education.ru/ru/article/view?id=17909 (дата обращения: 13.07.2026).