



Процесс разливки металла оказывает большое влияние на качество получаемого изделия [1]. Именно поэтому, а также потому, что процент брака выплавляемых изделий существенен и может достигать пятой части всех изделий, процесс разливки необходимо правильно организовывать и контролировать, дабы нивелировать возникающие дефекты.
В данной работе проводится численное моделирование процессов заливки и кристаллизации стали в превенторе с целью подбора оптимальных параметров для рационализации существующих на предприятии технологических режимов производства и обработки изделий. Превентор – это рабочий элемент комплекта противовыбросового оборудования, устанавливаемый на устье нефте- и газодобывающей скважины, сразу под "полом" буровой вышки [5]. Чаще всего этот компонент не виден из-за нагромождений буровой вышки, но, пожалуй, это один из самых важных компонентов на вышке, т.к. именно он сохранит от пожара не только буровую вышку, но и жизни людей, находящихся на объекте.
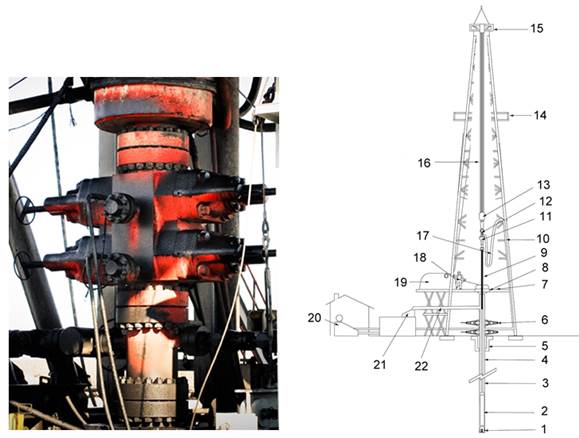
Рис. 1. Глухой превентор
1 — буровое долото; 2 — УБТ; 3 — бурильные трубы; 4 — кондуктор; 5 — устьевая шахта; 6 — превенторы; 7 — пол буровой установки; 8 — буровой ротор; 9 — ведущая бурильная труба; 10 — буровой стояк; 11 — вертлюг; 12 — крюк; 13 — талевый блок; 14 — балкон верхового рабочего; 15 — кронблок; 16 — талевый канат; 17 — шланг ведущей бурильной трубы; 18 — индикатор нагрузки на долото; 19 — буровая лебёдка; 20 — буровой насос; 21 — вибрационное сито для бурового раствора; 22 — выкидная линия бурового раствора
Создание модели исследуемого процесса
Математическая модель рассматриваемых процессов представлена в работе [2].
В работе применяются методы математического моделирования, позволяющие исследовать поставленную проблему в процессе проведения серии вычислительных экспериментов [1-4].
Для численного анализа процесса заливки и кристаллизации стали создана компьютерная модель превентора. Геометрическая 3D-модель разрабатывалась в CAD/CAE-системах, после чего выполнялось импортирование в программный пакет ProCAST 2010.0, где и осуществлялась последующее моделирование технологических режимов. Создание конечно-элементной сетки, на основе которой строилась объемная сетка в ProCAST, выполнялось в пакете ANSYS. Созданная расчетная сетка продемонстрирована на рисунке 2.
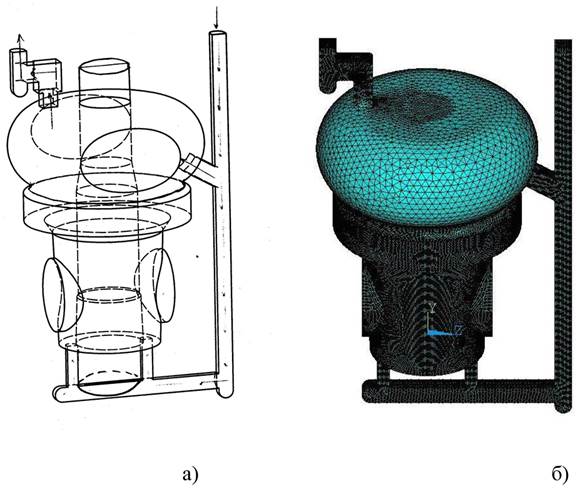
Рис. 2. Расчетная модель объекта
а) схема превентора (стрелками указано направление движение металла)
б) конечно-элементная сетка на отливке превентора
Для расчетов была построена модель формы, в которую заливается сталь. Также моделировалась литниковая система с входящими в нее питателями. Был выполнен целый спектр расчетов, при этом применялись различные подходы к решению связанных задач.
Так, например, в одном из подходов решались две подзадачи – гидродинамическая и тепловая. В первой подзадаче производилась заливка расплавленной стали в форму; решались уравнения движения жидкости, теплопроводности и неразрывности. Далее результаты, полученные в ходе решения гидродинамической задачи, (например, температурное поле) подставлялись в тепловую задачу в качестве ее начальных условий. Во второй подзадаче – тепловой, рассматривался процесс кристаллизации расплава.
При втором подходе, и гидродинамическая и тепловая задачи решались одновременно как одно целое с соответствующим формированием определяющих уравнений.
Следует сделать акцент на том, что такие свойства материала, как, например, теплопроводность и плотность, принимаются нелинейными, что делает решаемую задачу физически правдоподобной, однако приводит к необходимости организации итерационного процесса нахождения численного решения.
Анализ результатов
Проведен тепловой расчет процесса кристаллизации стали марки 30ХМЛ, материал формы – специальная песко-смоляная смесь alfaset. Заливка проводилась со скоростью 35 м/с. Температура песчано-смоляной формы – 20°С, стали – 1575°С. По результатам численного эксперимента определена зона наиболее вероятного возникновения пористости (рисунок 3).
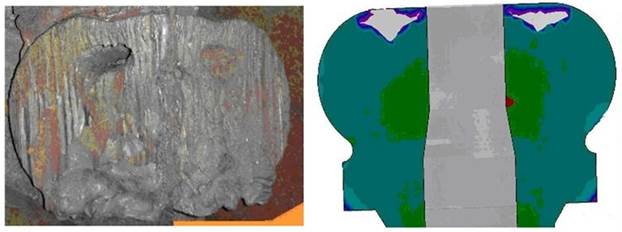
Рис. 3. Сравнение картин пористости в изделии и его модели
В результате моделирования определено, что пористость не превышает максимально допустимого значения 3% (красная зона), а ее среднее значение (зеленая зона) не превышает значения 1,9%.
Для области наиболее вероятного возникновения пористости представлен график зависимости пористости в указанной зоне от скорости заливки (рисунок 4):
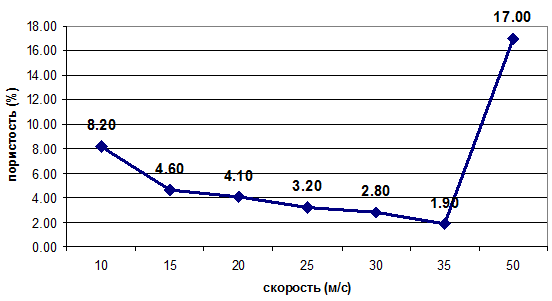
Рис. 4. График зависимости пористости от скорости заливки
В ходе исследований определено, что оптимальной является скорость заливки 35 м/с. Кроме того, в пределы допустимой пористости также попадает скорость 30 м/с, а скорость 25 м/с только немного выходит за данные пределы. Другие величины скорости не представляется возможным использовать ни при реальной разливке, ни при численном моделировании, так как значения пористости при этих скоростях сильно превышают допустимые.
Интересен тот факт, что определенная в результате численного моделирования оптимальная скорость заливки совпадает со скоростью, установленной на сталелитейном предприятии эмпирическим путем на основе натурных экспериментов, что подтверждает корректность и адекватность разработанной компьютерной модели процесса разливки и кристаллизации стали.
Заключение
В ходе поиска оптимальной скорости заливки расплавленного сплава в форму были рассмотрены различные значения от 5 до 50 м/с. В результате оказалось, что численный эксперимент подтвердил результаты натурного. Оптимальной скоростью заливки является скорость 35 м/с. Совпали также и области проявления пористости. Все это позволяет сделать вывод о том, что результаты численного эксперимента для данной модели правильны, а сама компьютерная модель может быть принята к использованию на предприятии.
Подтвердившая свою адекватность, разработанная численная конечно-элементная модель может применяться и для рационализации иных внедренных на предприятии технологических режимов производства и обработки изделий.
Работа выполнена при финансовой поддержке Министерства образования и науки РФ (договор № 02.G25.31.0068 от 23.05.2013 г. в составе мероприятия по реализации постановления Правительства РФ № 218).
Рецензенты:
Шевелев Н.А., д.т.н., профессор кафедры «Динамика и прочность машин» ФГБОУ ВПО «Пермский национальный исследовательский политехнический университет», г. Пермь;
Столбов В.Ю., д.т.н., профессор кафедры «Математическое моделирование систем и процессов» ФГБОУ ВПО «Пермский национальный исследовательский политехнический университет», г. Пермь.
Библиографическая ссылка
Максимов П.В. ОПРЕДЕЛЕНИЕ ОПТИМАЛЬНОЙ СКОРОСТИ ЗАЛИВКИ СТАЛИ ДЛЯ РАЦИОНАЛИЗАЦИИ СУЩЕСТВУЮЩЕГО ТЕХНОЛОГИЧЕСКОГО РЕЖИМА // Современные проблемы науки и образования. 2015. № 1-1. ;URL: https://science-education.ru/ru/article/view?id=17098 (дата обращения: 13.07.2026).