



В связи с ростом масштабов работ по интенсификации и компьютеризации и комплексной автоматизации производства автоматизация управления технологическими процессами на промышленных предприятиях является актуальной. Это привело к возможности появления систем, способных решать задачи автоматизации в различных областях промышленности. Применение таких систем не только позволяет повысить эффективность производства и снизить затраты, но и позволяет заменить человека в опасных и вредных зонах производства, значительно уменьшает его рутинный труд.
Одной из таких задач автоматизации является обеспечение контроля промышленных изделий в процессе транспортировки по территории предприятий. Для решения данной задачи применяется маркировка изделий. [3,4,7].
Существует большое количество методов идентификации маркировки, применяемых при различных условиях и особенностях производства. Наиболее часто используются методы на основе радиочастотных меток и меток с использованием штрих-кода. [9,11]
В настоящее время наблюдается растущий интерес к технологиям и системам автоматической идентификации на основе технического зрения. Системы технического зрения предназначены для автоматического распознавания, определения координат, контроля внешнего вида объектов произвольной формы и используются в различных областях науки и техники.[1,5,6,8].
Целью исследования является проведение экспериментов для подтверждения работоспособности разработанной системы идентификации маркировки слябов (Рисунок 1).
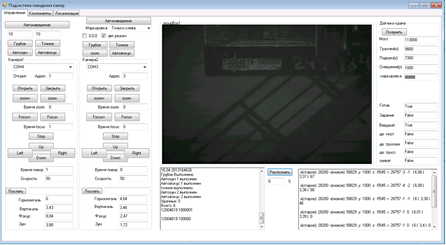
Рис. 1. Основное окно разработанной системы
Экспериментальное исследование адекватности математической модели
Процедура оценки основана на сравнении измерений на реальной системе и результатов экспериментов на модели [2,10]. Оценка проводилась следующими методами проверки адекватности:
- по средним значениям откликов модели M(x) и системы M(xr) по формуле;
![]()
- по дисперсиям отклонений откликов модели D(x) и системы D(xr);
![]()
- по максимальному значению относительных отклонений откликов модели (x) от откликов системы (xr).
![]()
При количественном сравнении оценивают точность вычисления параметров. В моделях, используемых в системах контроля движения, требуемая точность должна быть в пределах 90%.
Результаты исследования приведены в таблицах 1, 2 и рисунке 2.
Таблица 1
Экспериментальное исследование изменения параметра угла наклона видеосканера
|
Управляющий параметр – показания датчика о положении поворотного устройства (αp,βp) |
|||
|
Управляемый параметр |
Вид сигнала |
Исследуемые характеристики |
|
|
Мат. ожидание |
Дисперсия |
||
|
Наклон поворотного устройства (αp,βp) |
Входной параметр на объекте |
5.499 |
0.015 |
|
Выходной параметр на объекте |
-4.387 |
24.677 |
|
|
Выходной параметр на модели |
-4.279 |
23.232 |
|
|
Относительная погрешность |
3.312% |
|
|
|
Максимальное значение ошибки |
8.777% |
|
|
|
Величина выборки |
500 |
|
|
Таблица 2
Экспериментальное исследование изменения масштаба видеосканера
|
Управляющий параметр – показания датчика о текущем масштабе трансфокатора (sp) |
|||
|
Управляемый параметр |
Вид сигнала |
Исследуемые характеристики |
|
|
Мат. ожидание |
Дисперсия |
||
|
Масштаб трансфокатора (sp) |
Входной параметр на объекте |
4624.916 |
12280071.364 |
|
Выходной параметр на объекте |
1.971 |
0.04 |
|
|
Выходной параметр на модели |
1.91 |
0.037 |
|
|
Относительная погрешность |
1.391% |
|
|
|
Максимальное значение ошибки |
1.879% |
|
|
|
Величина выборки |
500 |
|
|
![]()
![]()
![]()
а) б)
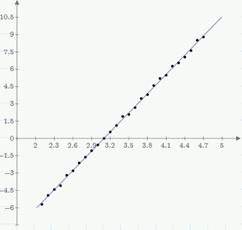
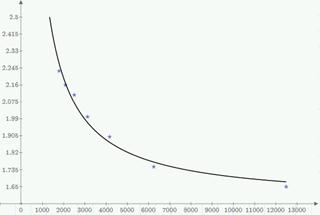
Рис. 2. Графики сравнения реальных и моделированных значений:
поворота видеосканера (а), масштаба изображения видеосканера (б)
Таким образом, математическая модель «маркированное изделие – измерительная среда» является адекватной на основе представленных экспериментальных данных. Разница измерений в среднем не превышала 4%, максимальная относительная ошибка – 8%, что позволяет сделать вывод о достоверности представленной математической модели.
Экспериментальное исследование разработанных алгоритмов наведения видеодатчиков
Цель экспериментального исследования – определить достоверность применения алгоритмов грубого и точного наведения видеодатчиков. Экспериментальное исследование проводилось на разработанной системе автоматической идентификации маркировки.
Оценка алгоритма грубого наведения. Вычисляется вероятность успешного наведения видеосканера на маркировку (Pm). Успешным в данном случае будем считать попадание маркированного изделия в область видимости видеосканера. Степень попадания оценивается экспертным методом. При наличии технических помех и погрешностей показаний датчиков, вероятность успешного наведения должна составлять не менее 90%.
В результате проведенных экспериментов было установлено, что при выборке равной 500 опытов, вероятность попадания маркированного груза в область видимости видеосканера составила 98%.
Оценка алгоритма точного наведения. Для оценки достоверности используется вероятность успешного распознавания маркировки (Pt), и вычисляется как отношение числа успешных распознаваний (r) к общему числу экспериментов (n):
![]()
Допустимое значение вероятности успешного распознавания для систем контроля движения изделий установлено на уровне 95%.
В результате проведенных экспериментов было установлено, что при выборке равной 500 опытам, вероятность успешного распознавания маркировки составила 96,21%.
Таким образом, алгоритмы управления системой автоматической идентификации функционирует с требуемой достоверностью в рамках приведенных экспериментальных данных.
Экспериментальное исследование работы построенной системы автоматической идентификации маркировки
Экспериментальное исследование проводилось в целях сравнения оперативности и достоверности работы разработанной системы и ручного метода идентификации слябов.
Ручной метод идентификации слябов представляет собой процесс внесения в систему контроля предприятия данных о маркировки с помощью мобильного терминала. Мобильный терминал – это устройство, имеющее считыватель, способный к автоматическому занесению сведений о маркировке на расстоянии до 1 метра, и клавиатуру для ручного занесения информации в ситуациях, когда использование считывателя невозможно.
Результатами экспериментального исследования являются:
– оперативность идентификации в секундах. Оперативность идентификации рассчитывается при успешном распознавании маркировки. Успешным считается вероятность успешного распознавания превышающая 85%. Допустимое время распознавания по установленным производством требованиям – 15 сек.
Факторы, влияющие на достоверность и оперативность идентификации:
– расстояние до идентифицируемого объекта (близко – до 10 метров, далеко – от 10 метров);
– освещенность (ясно – более 70 лк., пасмурно – 60-70 лк., искусственное освещение – 50-60 лк.).
Эксперимент по оценке оперативности работы системы автоматической идентификации маркировки слябов проводился при выборке более 100 опытов. По результатам экспериментов составлена гистограмма оперативности идентификации (Рисунок 3).
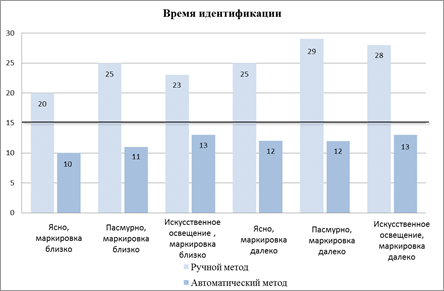
Рис. 3. Гистограмма экспериментальных исследований оперативности при различных условиях
Использование автоматического метода удовлетворяет требованиям к оперативности в 15 сек. при любых условиях, в то время как ручной метод показывает превышение лимита идентификации. Это связано с увеличением дистанции при транспортировке, а также особым требованиям к персоналу и, как следствие, затруднению идентификации ручным методом.
Работа выполнена при поддержке гранта РФФИ №13-07-00845 и в рамках выполнения государственного заказа.
Рецензенты:
Жизняков А.Л., д.т.н., профессор, первый заместитель директора Муромского института (филиала) ФГБОУ ВПО «Владимирского государственного университета им. Александра Григорьевича и Николая Григорьевича Столетовых», г. Муром;
Орлов А.А., д.т.н., заместитель директора по развитию электронного обучения и дистанционных образовательных технологий Муромского института (филиала) ФГБОУ ВПО «Владимирского государственного университета им. Александра Григорьевича и Николая Григорьевича Столетовых», г. Муром.
Библиографическая ссылка
Провоторов А.В. ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ СИСТЕМЫ АВТОМАТИЧЕСКОЙ ИДЕНТИФИКАЦИИ МАРКИРОВКИ СЛЯБОВ // Современные проблемы науки и образования. 2014. № 6. ;URL: https://science-education.ru/ru/article/view?id=16535 (дата обращения: 17.07.2026).